折叠纸杯碗制作设备的制作方法
本技术涉及纸杯碗制作设备。
背景技术:
1、纸杯或纸碗等纸容器(为了便于陈述统称为杯碗)的成型制作都需要转盘配合介入,工位相对较多,不仅需要制作杯底还要制作杯口,并且无论杯底还是杯口的制作到需要多道工序在不同工位,并由转盘携带杯碗的筒身旋转至各个工位停留进行相应成型制作,其转盘对应工位较多以及转盘的旋转方式导致结构、工位以及配合运行较为复杂,需要额外制作杯底与筒身连接形成杯体,另外一些成型工艺中需要多个转盘(杯底和杯口的制作在不同的转盘上)配合衔接(筒身在多个转盘上转移并成型,导致更加整个加工工艺复杂、稳定较差。不仅需要筒身成型工序,还需要杯底制作工作,以及杯底与筒身相接工序。
2、另外,杯体的筒身制作完后,通常筒身的整体呈现锥度或斜度,张开具有一定角度,卷口时需要配合着锥度或斜度进行卷口,卷口难度较大,卷口效果较差,容易变形褶皱,对纸张材料的要求较高。为此,研发了杯体的筒身上段部分为竖向区段,以便降低卷口难度,降低对纸张的材料要求,卷口效果较好保障,卷口不易变形褶皱,如何对筒身下段为呈锥度或斜度、筒身上段部为待卷口的竖向区段进行卷口有待解决。
3、杯碗制作成型中,需要将纸片向前输送给料,目前纸片由托纸台托住被推纸部件(托纸台上具有通道供推纸部件来回移动)向前推送,托纸台的上方具有筒身围合成型模具,托纸台上的纸片被抱合在筒身围合成型模具上,并纸片围合后的左右搭接处进行粘合(可以通过胶水或超声波等方式)。现开发一种不在托纸台的上方进行筒身围合成型的设备,比如在托纸台的前方通过上下模具配合冲压折叠成型直接形成杯体(含筒身以及杯底),如何适配这种成型方式的送纸片需求亟待解决,不仅需求满足送纸片,还要能够配合成型需求。
4、此外,当纸杯或纸碗等纸容器(为便于描述,统称为杯碗)在成型设备中制作完成后将逐个输出,通常将杯碗成型模具上脱模后进行到风动管道中,利用风力吹动杯碗在管道中飞行进行收料。现开发一种成型后杯碗由机械手夹住平移逐个输出(杯碗)的设备,后续如何配置收杯装置来满足收杯需求有待解决,如何将输出杯碗收集亟待解决。
技术实现思路
1、鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种新工位结构布局的纸杯碗制作设备。
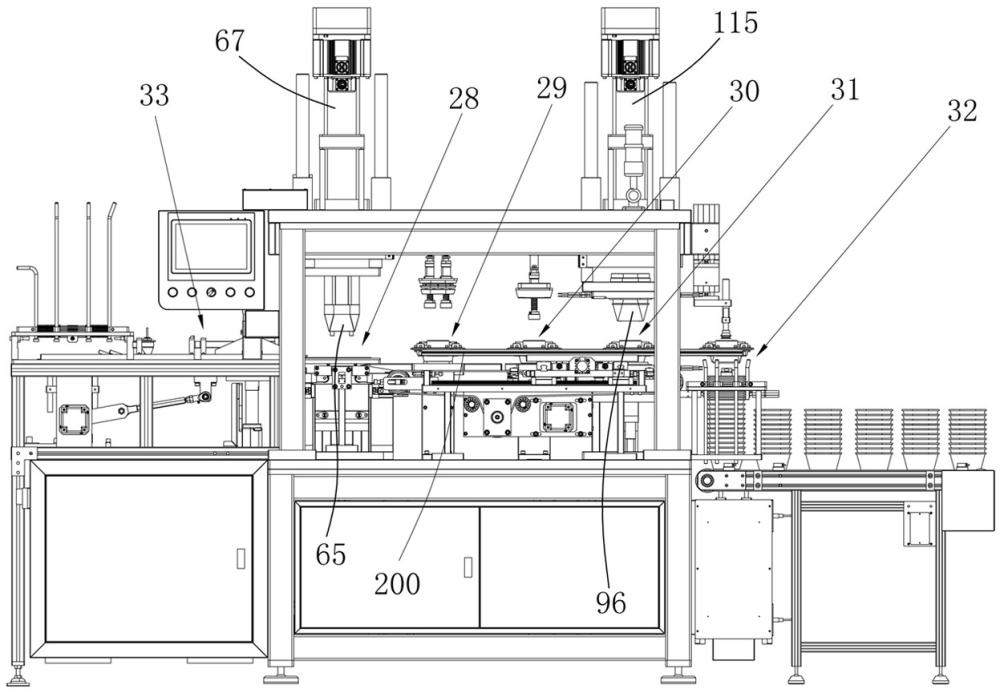
2、为解决上述技术问题,本实用新型采用如下的技术方案:折叠纸杯碗制作设备,包括沿直线排列的送纸片工位、杯体折叠成型工位、杯碗口蘸油工位、杯碗口预热工位、杯碗口卷口工位以及收集工位,其特征在于:送纸片工位配有送纸片装置,送纸片装置与杯体折叠成型工位相衔接,杯体折叠成型工位、杯碗口蘸油工位、杯碗口预热工位、杯碗口卷口工位与收集工位中相邻工位之间由平移机械手配合相衔接,杯体折叠成型工位配有杯体折叠成型装置,杯碗口蘸油工位配有蘸油装置,杯碗口预热工位配有预热装置,杯碗口卷口工位配有卷口装置,收集工位配有接杯装置。
3、分别在上述技术方案上还可以进行以下优化或补充说明。
4、比如,送纸片装置包括有托纸台,托纸台上具有托纸走料面,托纸走料面还配有推纸部件,托纸走料面的上侧配有加热部件和/或上胶部件,托纸台上还设有折叠成型下料口,折叠成型下料口开设在托纸走料面上,折叠成型下料口的左侧、右侧以及后侧分别与托纸走料面相衔接,折叠成型下料口位于加热部件和/或上胶部件的前侧。
5、可再优化,折叠成型下料口的左侧、右侧还分别配有压纸板,压纸板与下方的托纸走料面之间留有过纸匹配间隙;压纸板连接在托纸台上,压纸板与托纸台之间还连接有间隙垫高调节替换块;托纸走料面的左右侧还分别配有纸片侧边限位挡规,折叠成型下料口左右侧的纸片侧边限位挡规位于托纸走料面与压纸板之间;托纸台还设有下料口调节替换框,托纸走料面包括下料口调节替换框的上侧面,下料口调节替换框的内侧边缘为折叠成型下料口的边缘;折叠成型下料口的前侧还配有送纸限位部件,送纸限位部件配置在折叠成型下料口的左右侧;折叠成型下料口的前侧还配有辅助托纸部件,辅助托纸部件安装在支撑架上;托纸走料面的上侧还配有压纸机构,压纸机构包括有压纸杆和压纸链条,压纸杆分设在压纸链条的左右侧,压纸链条的前后端分别连接在安装座上;推纸部件采用直推部件。
6、再比如,平移机械手,包括有四组夹杯碗组件,夹杯碗组件包括有左右配对的左夹部件和右夹部件,各组夹杯碗组件中的左夹部件分别设置在左支架上,左支架连接在第一移动组件上,第一移动组件包括有配合相连的第一横移座和第一纵移座,各组夹杯碗组件中的右夹部件分别设置在右支架上,右支架连接在第二移动组件上,第二移动组件包括有配合相连的第二横移座和第二纵移座。
7、可再优化,第一横移座连接在第一纵移座上,第二横移座连接在第二纵移座上,第一横移座配有第一横移导轨,第一纵移座配有第一纵移导轨;第二横移座配有第二横移导轨,第二纵移座配有第二纵移导轨;第一纵移座上设置第一横移导轨,第一横移座与第一横移导轨配合相连,第一纵移座与第一纵移导轨配合相连,第一纵移导轨连接在左支撑架上,第二纵移座上设置第二横移导轨,第二横移座与第二横移导轨配合相连,第二纵移座与第二纵移导轨配合相连,第二纵移导轨连接在右支撑架上;第一横移座传动连接有第一横移驱动装置,第二横移座传动连接有第二横移驱动装置;第一纵移座传动连接有第一纵移驱动装置,第二纵移座传动连接有第二纵移驱动装置;第一输入轮传动连接第一驱动电机、第二输入轮传动连接有第二驱动电机,或者,第一输入轮与第二输入轮传动连接有同步轴并且同步轴与同步驱动电机传动连接;左夹部件以及右夹部件包括有安装板以及设置在安装板上的夹持座;左夹部件与右夹部件之间沿纵向依次排列设置杯体折叠成型工位、杯碗口蘸油工位、杯碗口预热工位、杯碗口卷口工位以及收集工位,第一组夹杯碗组件衔接在杯体折叠成型工位与杯碗口蘸油工位之间,第二组夹杯碗组件衔接在杯碗口蘸油工位与杯碗口预热工位之间;第三组夹杯碗组件衔接在杯碗口预热工位与杯碗口卷口工位之间;第四组夹杯碗组件衔接在杯碗口卷口工位与收集工位之间;第一移动组件与第二移动组件同步运行。
8、例如,杯体折叠成型装置包括相配合的成型上模和成型下模,成型上模与上模升降驱动装置传动连接,成型下模配置在成型上模的下方,成型上模包括第一成型面和第二成型面,第一成型面衔接在第二成型面的下方,第一成型面上大下小具有锥度和/或斜度,第二成型面竖向设置,成型下模包括有成型模腔,成型模腔包括第三成型面和第四成型面,第三成型面衔接在第四成型面的下方,第三成型面上大下小具有锥度和/或斜度,第三成型面与第一成型面对应匹配,第四成型面竖向设置,第四成型面与第二成型面对应匹配。
9、可进一步优化,成型模腔的上方入口处配有第一滚筒导纸预折装置和第二滚纸导轮预折装置,第一滚筒导纸预折装置与第二滚筒导纸预折装置上下错层设置,第一滚筒导纸预折装置包括有左右相对设置的左导纸滚筒组件和右导纸滚筒组件,第二滚筒导纸预折装置包括有前后相对设置的前导纸滚筒组件和后导纸滚筒组件;第一滚筒导纸预折装置位于第二滚筒导纸预折装置的上层,左导纸滚筒组件、右导纸滚筒组件、前导纸滚筒组件以及后导纸滚筒组件分别配有相应的滚筒安装滑块,滚筒安装滑块分别对应配置在滑轨上,滚筒安装滑块还连有导纸预紧缓冲弹簧;左导纸滚筒组件、右导纸滚筒组件、前导纸滚筒组件以及后导纸滚筒组件分别包括有滚筒和/或滚轮;左导纸滚筒组件以及右导纸滚筒组件的两端边缘处分别具有滚动凸缘,和/或,前导纸滚筒组件以及后导纸滚筒组件的两端边缘处分别具有滚动凸缘;第四成型面上设有缺口,缺口中配有搭接平推压块,搭接平推压块传动连接有平推驱动装置;成型上模上设有伸缩脱模块,伸缩脱模块配置在成型上模的底部;伸缩脱模块连有脱模气缸或脱模弹簧,脱模气缸或脱模弹簧安装在成型上模上;成型上模的第一成型面上还布置有吹气孔;成型模腔中还配有升降托板,升降托板配有回位弹簧或回位气缸;成型模腔的底部还设有托板避位口,托板避位口与升降托板相匹配;升降托板上还配有吸纸气嘴,吸料气嘴与空心导杆相连,空心导杆连接在升降托板的下侧,空心导杆与导套配合滑动连接,升降托板的顶面以及成型上模的底面分别设置相配合的压痕成型部;成型上模和/或成型下模还连接有加热件;成型下模上还设有排气孔,排气孔与成型模腔相连通,排气孔与第三成型面相连接。
10、比方,卷口装置包括有卷口上模和卷口下模,卷口下模配置在卷口上模的下方,卷口上模包括有升降座、上模芯和上卷边盘,上卷边盘及上模芯设在升降座上,上模芯与升降座之间还连有伸缩缓冲弹簧,上卷边盘上设有第一通道,上卷边盘的下端面设置第一卷边槽,第一卷边槽配置在第一通道的下端口边缘处,上模芯的外圈侧壁上设有第一竖向外壁区,第一通道套设在第一竖向外壁区外,第一竖向外壁区与第一通道相匹配;上模芯还具有杯腔匹配外壁区,杯腔匹配外壁区衔接在第一竖向外壁区的下方,卷口下模包括有下模芯和下卷边盘,下模芯上设有杯体匹配凹腔,下模芯的外圈侧壁具有第二竖向外壁区,杯体匹配凹腔与上模芯的杯腔匹配外壁区相配合,下卷边盘上设有第二通道,第二通道套设在第二竖向外壁区外,第二竖向外壁区与第二通道相匹配;下卷边盘的上端面设有第二卷边槽,第二卷边槽配置在第二通道的上端口边缘处,第一竖向外壁区与第二通道的通道壁之间留有待卷纸张相匹配的待卷夹纸间隙;第一卷边槽与第二卷边槽上下配合设置,下卷边盘还传动连接有盘体升降驱动装置。
11、可额外优化,第一通道包括有竖向直筒,第二通道包括有竖向直筒;第二通道的竖向直筒还具有卷边导向微扩口;升降座与卷口升降驱动装置传动连接,下模芯设置在固定座上,盘体升降驱动装置连接在固定座上;杯体匹配凹腔中还配有升降底托,升降底托配有升降复位弹簧或升降复位气缸;杯体匹配凹腔的底部还设有底托避位口,底托避位口与升降底托相匹配;升降底托上还配有吸杯气嘴,吸杯气嘴与空心导向柱相连,空心导向柱连接在升降底托的下侧,空心导向柱与导向套配合滑动连接;上模芯上设有伸缩脱模部件,伸缩脱模部件配置在上模芯的底部;伸缩脱模部件连有脱模气缸或脱模弹簧,脱模气缸或脱模弹簧安装在上模芯上;上模芯上还布置有吹气小口;上卷边盘和/或下卷边盘还连接有加热器。
12、其中比方,接杯装置采用接杯收料码垛装置,接杯收料码垛装置包括有接杯下落通道,接杯下落通道竖向设置,接杯下落通道的上端口为平移进杯位,接杯下落通道的上端口还配有升降接驳送杯气嘴,接杯下落通道还配有升降接料托杯部件,升降接驳送杯气嘴与升降接料托杯部件上下相对,接杯下落通道的底部还配有落位接杯部件,落位接杯部件留有供升降接料托杯部件升降的避让口。
13、本实用新型的有益效果为,采用直线排列的工位布局以及送纸片工位、杯体折叠成型工位、杯碗口蘸油工位、杯碗口预热工位、杯碗口卷口工位及收集工位的工位组合方式,优化工位组合结构,而且仅需在折叠成型工位处(单一工位)通过折叠成型方式进行纸杯碗成型,简化结构布局,可以沿直线方式运行相对稳定,避免采用旋转式复杂化的工位衔接方式。其中杯碗(半成品以及成品)被平移机械手纵向平移进行转送衔接,能够沿直线方向移送杯碗到不同工位停留进行相应加工制作,采用直线式运行,结构相对简单、成本相对较低,稳定性也相对较高。避免采用转盘多工位多环节的复杂结构。本实用新型与现有技术相比具有实质性特点和进步。
- 还没有人留言评论。精彩留言会获得点赞!