一种氨纶包覆丝缠绕工艺及其方法与流程
本发明涉及氨纶包覆丝,更具体地说,本发明涉及一种氨纶包覆丝缠绕工艺及其方法
背景技术:
1、氨纶包覆丝是一种重要的合成纤维材料,广泛应用于纺织、服装、医疗等领域,然而传统的氨纶包覆丝缠绕工艺中,由于工艺参数控制不精准,纤维往往会在缠绕过程中出现偏移或者交叉重叠的情况,导致纤维在包覆丝上的分布不均匀,这种不均匀分布会导致包覆丝的强度和弹性性能出现较大的差异,从而对最终产品的质量和稳定性产生负面影响,且传统缠绕工艺无法完全保证包覆层与基材之间的结合强度,包覆层常常会存在气泡、空洞、结构不紧密等问题,导致使用过程中容易出现包覆层剥离、开裂等问题,降低了氨纶包覆丝的使用寿命和可靠性。
2、为了解决上述问题,现提供一种技术方案。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明提供了一种氨纶包覆丝缠绕工艺及其方法,其方法包括:首先将聚酯纤维与氨纶丝平行排列;随后将气体射流引导到聚酯纤维上,并使聚酯纤维中的长丝分离;之后通过气体射流使聚酯纤维中的长丝与氨纶丝的长丝彼此混合,并形成机械摩擦点;最后将聚酯纤维中的长丝缠绕到移动的氨纶丝中。该发明所采用的气体射流技术不仅能有效分离聚酯纤维中的长丝,还能保持纤维的原有特性和质量,同时,通过将聚酯纤维中的长丝缠绕到移动的氨纶丝中,可以实现更均匀的覆盖和更好的纤维分布,提升了包覆丝的均匀性和稳定性,从而进一步增强了产品的品质和可靠性,同时也可以扩大应用范围,降低成本,提高氨纶包覆丝的生产效率。
2、为实现上述目的,本发明提供如下技术方案:
3、一种氨纶包覆丝缠绕工艺及其方法,包括以下具体步骤:
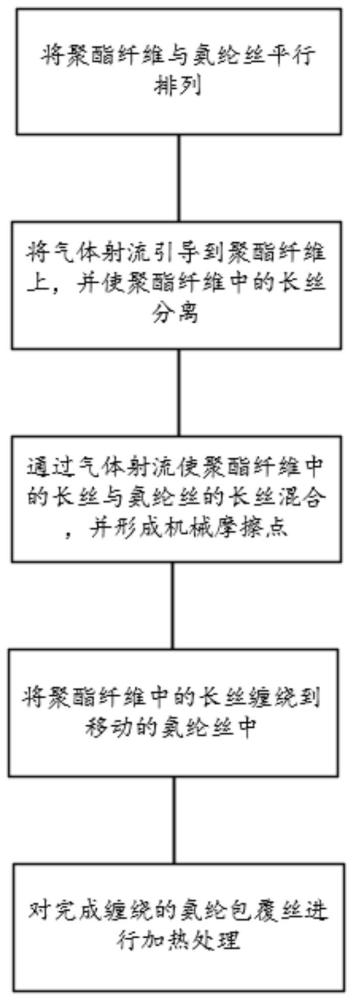
4、步骤一,将聚酯纤维与氨纶丝平行排列;
5、步骤二,将气体射流引导到聚酯纤维上,并使聚酯纤维中的长丝分离;
6、步骤三,通过气体射流使聚酯纤维中的长丝与氨纶丝的长丝彼此混合,并形成机械摩擦点;
7、步骤四,将聚酯纤维中的长丝缠绕到移动的氨纶丝中;
8、步骤五,对完成缠绕的氨纶包覆丝进行加热处理,以增强聚酯纤维与氨纶丝之间的结合力。
9、作为本发明进一步的方案,所使用的聚酯纤维以纤维束的形式存在,氨纶丝以单根丝的形式存在,其中,聚酯纤维的细度为40s/2,氨纶丝的细度为21s,聚酯纤维中的长丝指长度大于1000米的聚酯纤维。
10、作为本发明进一步的方案,在步骤一中,包括将聚酯纤维与氨纶丝平行排列的梳理机,梳理机中含纤维引导器,以使聚酯纤维与氨纶丝保持平行排列,纤维引导器可以防止氨纶丝和聚酯纤维自发接触并干扰相邻的纱线;排列时,聚酯纤维与氨纶丝之间的距离为2-3mm,氨纶丝的移动速度为400-600m/min,聚酯纤维的速度为氨纶丝速度的90-120%,防止气体射流未瞄准聚酯纤维时,聚酯纤维粘合在一起,对邻近聚酯纤维产生干扰。
11、作为本发明进一步的方案,包括将气体射流引导到聚酯纤维上的气体喷射器,以分离聚酯纤维中的长丝,并能将聚酯纤维的长丝与氨纶丝的长丝交织在一起,形成聚酯纤维和氨纶丝之间的机械摩擦点,气体喷射器包括用于容纳压缩气体的压力缸、用于朝聚酯纤维释放压缩气体的阀门、用于在释放气体喷射后重新补充压缩气体的阀门和引导气体射流的圆形管道,其中,压力缸内的压缩气体是空气,压力缸的容积为1.25升,压力缸内的压力为28000-30000pa,喷射气体的速度为343m/s,喷射方向与聚酯纤维和氨纶丝的运动方向呈90°,以确保气体射流能够有效地分离聚酯纤维的长丝,有助于形成机械摩擦点,促进纤维的缠绕,气体喷射器与聚酯纤维的距离为0.2-0.3m,以最小化气体喷射速度的损失,并且开启阀门和通过缠绕进行连接之间的耗时更少,圆形管道的直径为0.75mm,连接在用于朝聚酯纤维释放压缩气体的阀门上,可将气体射流定向到聚酯纤维的方向,喷射时间为0.2-0.3s,以减少在生产纱线时产生的噪音。
12、作为本发明进一步的方案,朝聚酯纤维释放压缩气体的阀门,在没有生成气体喷射的时间内持续释放少量的压缩气体,以避免污染物进入通道。
13、作为本发明进一步的方案,包括用于在聚酯纤维的长丝与氨纶丝的长丝混合后反射气体射流的装置,以在聚酯纤维的长丝与氨纶丝的长丝混合后反射气体喷射,进一步提高聚酯纤维与氨纶丝之间的连接强度,用于反射气体射流的装置为一个板,位于被引导到聚酯纤维上的气体射流的对侧,与引导气体射流的圆形管道距离为5-6mm,该板具有与氨纶丝平行的平坦表面和用于反射气体射流的凹部,凹部减少反射气体射流时气体射流的速度损失,随后,由于聚酯纤维和氨纶丝之间的接触和摩擦作用,它们会相互缠绕并形成机械摩擦点,这些摩擦点能够提供纤维之间的结合力和强度,实现缠绕效果。
14、作为本发明进一步的方案,包括收集缠绕完成的氨纶包覆丝的卷线机、收集未被缠绕到氨纶丝上的聚酯纤维废料的独立卷线机、切断废料的静态切割刀以及调节聚酯纤维和氨纶丝张力的刹车装置。
15、作为本发明进一步的方案,当将气体射流定向到聚酯纤维上以将其缠绕到氨纶丝上时,聚酯纤维被分为前端部和后端部,聚酯纤维的后端部指聚酯纤维待缠绕并由氨纶丝引导到卷线机的部分,聚酯纤维的前端部是指在装置起动过程中聚酯纤维卷绕到独立卷线机上的部分,被视为废料,为氨纶包覆丝全长的前3%,通过刹车装置将聚酯纤维的张力调整为氨纶丝张力的75%以下,使氨纶丝的张力超过聚酯纤维的张力,氨纶丝不会直接接触静态切割刀,同时,聚酯纤维直接接触静态切割刀,以切断前端部,其中,计算张力的公式为:
16、
17、式中:μ为动摩擦系数,m为纤维的质量,g为重力加速度,θ为纤维与水平面的夹角,v为纤维的速度,d为纤维沿水平方向移动的距离。
18、作为本发明进一步的方案,氨纶丝在缠绕之前和之后的速度相同。
19、作为本发明进一步的方案,将已经缠绕好的聚酯纤维丝和氨纶丝放置在温度设置为180-220℃,时间设定为2-5s的热风循环烘箱中对其进行加热处理,在加热的过程中,温度会使聚酯纤维和氨纶丝表面的聚合物软化,并且由于热胀冷缩效应,使得聚酯纤维与氨纶丝之间的结合更加紧密,提高氨纶包覆丝的强度和弹性,并且增加其耐久性和使用寿命,经过加热处理后,聚酯纤维与氨纶丝之间会形成更牢固的机械摩擦点。
20、本发明一种氨纶包覆丝缠绕工艺及其方法的技术效果和优点:
21、本发明首先通过梳理机和纤维引导器将聚酯纤维和氨纶丝有序地排列,使其保持平行,随后,引入气体射流技术,将气体射流引导到聚酯纤维表面,实现了聚酯纤维中长丝的高效分离,并在聚酯纤维的长丝与氨纶丝的长丝混合过程中,巧妙地形成了机械摩擦点,这些点不仅加强了纤维之间的结合力,还为后续的缠绕提供了坚实的基础,通过这种工艺,成功将聚酯纤维的长丝缠绕到移动的氨纶丝中,形成了均匀而牢固的纤维缠绕结构;
22、本发明注重保持氨纶丝在缠结之前和之后的速度基本相同,以确保最终产物的缠结均匀性和一致性,减少因速度不一致带来的缠绕花纹不平整、张力不均等问题,使产品质量更加统一,减少生产过程中的废品率和损失,提高了生产效率和经济效益。
- 还没有人留言评论。精彩留言会获得点赞!