导引油墨且增加透墨量的印刷网版及其制作方法与流程
1.本发明为一种印刷网版的结构及其制作方法,特别是指一种改变用于包覆网布的材料层结构,使材料层结构可以导引油墨并进一步增加印刷网布的透墨量。
背景技术:
2.网版是印刷网版技术中的重要工具,也可以说是印刷网版的重要基础,其主要由特多龙纤维、尼龙纤维或金属材质的网材以经、纬方向交叉编织后,通过一定的张力张开然后固定于网框上而形成。网版的功能除了在于形成版纹外,也可控制网版印刷时油墨所透过的墨量。因此,网版本身的结构对于印刷的精密度、油墨厚度以及油墨的渗透量都会产生非常大的影响。
3.另一方面,在熟知的网版结构中,网版的厚度取决于纱厚及材料层膜厚的加总,而当印刷线路越细时,材料层的膜厚会变薄,且当线径变细、纱厚变薄时,整张网版的强度会减弱。基于上述原因,在熟知技术中,印刷网版的刮刀面会再补强一层乳剂层以增加印刷网版的耐印度,但由于乳剂层是底片人工对位并进行曝光显影,因此乳剂层上的开口图案与网布上的开口图案,两者开口图案之间的距离大小会偏离而不一致,进而容易造成印刷断线。
技术实现要素:
4.[发明所欲解决的课题]
[0005]
由上述的先前技术可知,目前在网布上通过曝光显影的方式在乳剂层上增加开口图案虽然会有增加膜厚及提高网版耐印次数的效果,但反而会使透墨量减少而产生印刷断线,以及会有生产时不容易对位的问题。
[0006]
[解决课题的技术手段]
[0007]
一种导引油墨且增加透墨量的印刷网版,包括:一网框;一网布,通过一预定张力拉伸并固定于所述网框上且包括上下交错排列的多条经线及多条纬线,所述网布包括一刮刀面及一贴印面;以及一材料层,包覆所述网布,且所述材料层包括多个刮刀面开口图案及多个贴印面开口图案,所述多个刮刀面开口图案的每一个包括一刮刀面图案开口宽度、一第一刮刀面开口图案边缘及一第二刮刀面开口图案边缘,所述多个贴印面开口图案的每一个包括一贴印面图案开口宽度、一第一贴印面开口图案边缘及一第二贴印面开口图案边缘;其中,所述刮刀面图案开口宽度大于所述贴印面图案开口宽度,且所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的边缘线条为非直线线条,所述第一贴印面开口图案边缘及所述第二贴印面开口图案边缘的边缘线条形状为直线线条。
[0008]
较佳地,所述材料层进一步包括一第一子材料层及一第二子材料层,所述第一子材料层包括所述多个刮刀面开口图案,所述第二子材料层包括所述多个贴印面开口图案。
[0009]
较佳地,所述第一子材料层为感光乳剂层,所述第二子材料层为高分子材料层。
[0010]
较佳地,所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的所述边
缘线条为多个三角形线条、多个半圆弧形线条或多个四边形线条的其中之一。
[0011]
较佳地,当所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的所述边缘线条为所述多个三角形线条时,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案的角包括一夹角角度,所述夹角角度为30度-90度之间的任一角度。
[0012]
较佳地,所述夹角角度为30度、45度、60度或90度的其中之一。
[0013]
较佳地,所述刮刀面图案开口宽度为50-600μm。
[0014]
另一方面,本发明也提供一种导引油墨且增加透墨量的印刷网版的制作方法,包括以下步骤:将多条经线以及多条纬线以上下交错的方式编织,以形成一网布;将所述多条经线以及所述多条纬线以一预定张力拉伸并固定于一网框上;通过至少一材料包覆所述网布,以在所述网布上形成一材料层,其中,所述网布包括一刮刀面及一贴印面;通过一雷射蚀刻方式蚀刻所述材料层,以在所述材料层上形成多个刮刀面开口图案及多个贴印面开口图案,其中,所述多个刮刀面开口图案的每一个包括一刮刀面图案开口宽度、一第一刮刀面开口图案边缘及一第二刮刀面开口图案边缘,所述多个贴印面开口图案的每一个包括一贴印面图案开口宽度、一第一贴印面开口图案边缘及一第二贴印面开口图案边缘,并通过所述雷射蚀刻方式使所述刮刀面图案开口宽度大于所述贴印面图案开口宽度;以及通过所述雷射蚀刻方式或另一蚀刻方式蚀刻所述多个刮刀面开口图案,使所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的边缘线条为非直线线条,并通过控制所述雷射蚀刻方式的雷射功率及时间,使所述第一贴印面开口图案边缘及所述第二贴印面开口图案边缘的边缘线条形状为直线线条。
[0015]
较佳地,在通过所述至少一材料包覆所述网布,以在所述网布上形成所述材料层的步骤中,进一步通过一第一子材料包覆所述网布的所述刮刀面以形成一第一子材料层,并通过一第二子材料包覆所述网布的所述贴印面以形成一第二子材料层,所述第一子材料层及所述第二子材料层构成所述至少一材料层。
[0016]
较佳地,所述第一子材料层为感光乳剂层,所述第二子材料层为高分子材料层。
[0017]
较佳地,在使所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的所述边缘线条为非直线线条的步骤中,进一步通过所述雷射蚀刻方式,使所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的所述边缘线条为多个三角形线条、多个半圆弧形线条或多个四边形线条的其中之一。
[0018]
较佳地,当通过所述雷射蚀刻方式使所述第一刮刀面开口图案边缘及所述第二刮刀面开口图案边缘的所述边缘线条为所述多个三角形线条时,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案的角包括一夹角角度,所述夹角角度为30度-90度之间的任一角度。
[0019]
较佳地,所述夹角角度为30度、45度、60度或90度的其中之一。
[0020]
较佳地,所述刮刀面图案开口宽度为50-600μm。
[0021]
[发明功效]
[0022]
由上述内容可知,本发明提供一种可导引油墨且增加透墨量的印刷网版及其制作方法,在本案的印刷网版结构中,可在印刷网版刮刀面增加材料层的同时增加耐印,却又不会影响到透墨量,反而可进一步导引油墨并增加透墨量,且本案材料层的制作方法也可避免对位不准的问题产生。
附图说明
[0023]
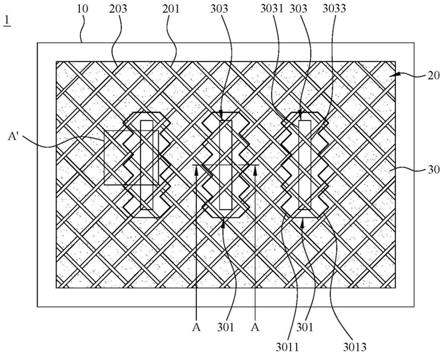
图1为本发明一实施例的导引油墨且增加透墨量的印刷网版的结构示意图;
[0024]
图2为图1中a-a剖面结构的示意图;
[0025]
图3为图1中区域a’的放大结构扫描电子显微镜(scanning electron microscope,sem)图;
[0026]
图4a为本发明另一实施例的刮刀面开口图案的结构示意图;
[0027]
图4b为本发明再一实施例的刮刀面开口图案的结构示意图;
[0028]
图4c为本发明又一实施例的刮刀面开口图案的结构示意图;
[0029]
图4d为本发明又一实施例的刮刀面开口图案的结构示意图;
[0030]
图5a为本发明又一实施例的刮刀面开口图案的结构示意图;
[0031]
图5b为本发明又一实施例的刮刀面开口图案的结构示意图;
[0032]
图6为本发明又一实施例的导引油墨且增加透墨量的印刷网版的剖面结构示意图;
[0033]
图7为本发明一实施例的导引油墨且增加透墨量的印刷网版的制作方法流程图。
[0034]
【符号说明】
[0035]
1:印刷网版
[0036]
10:网框
[0037]
20:网布
[0038]
30:材料层
[0039]
201:经线
[0040]
203:纬线
[0041]
301:刮刀面开口图案
[0042]
303:贴印面开口图案
[0043]
305:第一子材料层
[0044]
307:第二子材料层
[0045]
3011:第一刮刀面开口图案边缘
[0046]
3013:第二刮刀面开口图案边缘
[0047]
3031:第一贴印面开口图案边缘
[0048]
3033:第二贴印面开口图案边缘
[0049]
d1、d2、d3:方向
[0050]
w1:刮刀面图案开口宽度
[0051]
w2:贴印面图案开口宽度
[0052]
c1、c2:角落
[0053]
d1、d2、d3、d4:夹角角度
[0054]
a’:区域
[0055]
s1:刮刀面
[0056]
s2:贴印面
[0057]
s10-s50:步骤
具体实施方式
[0058]
(第1实施例)
[0059]
以下配合图式及组件符号对本发明的实施方式做更详细的说明,能够使熟悉该项技艺者在研读本说明书后能据以实施。
[0060]
图1为一示意图,用以说明本发明一实施例的导引油墨且增加透墨量的印刷网版的结构;图2为一示意图,用以说明图1中a-a剖面结构。请参照图1及图2,在本发明一实施例中,导引油墨且增加透墨量的印刷网版1包括一网框10、一网布20以及一材料层30。其中,网布20是通过一预定张力拉伸并固定于网框10上,且网布20包括上下交错排列的多条经线201及多条纬线203,再者,网布20包括一刮刀面s1以及一贴印面s2。材料层30包覆住网布20,且材料层30包括多个刮刀面开口图案301及多个贴印面开口图案303,每一个刮刀面开口图案301包括一刮刀面图案开口宽度w1、一第一刮刀面开口图案边缘3011及一第二刮刀面开口图案边缘3013,每一个贴印面开口图案303包括一贴印面图案开口宽度w2、一第一贴印面开口图案边缘3031及一第二贴印面开口图案边缘3033。其中,经线201及纬线203的材质可为特多龙、金属或其他材质,材料层30可为高分子材料层或感光乳剂层,而高分子例如为pet、pe、pi、pu、pvc、pp、ptfe、pmma、ps等。
[0061]
值得一提的是,刮刀面图案开口宽度w1会大于贴印面图案开口宽度w2,且第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为非直线线条,第一贴印面开口图案边缘3031及第二贴印面开口图案边缘3033的边缘线条形状为直线线条。此外,在本发明一实施例中,刮刀面图案开口宽度w1可为50-600μm的范围中任一数值。
[0062]
图3为一sem图,用以说明图1中区域a’的放大结构。请参照图1至图3,由图3的sem图可看出,第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为非直线线条,例如在图1及图3中,第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为多个三角形线条,意即,第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条是由多个三角形线条所构成。
[0063]
另一方面,本案如此设置的优点是,当油墨从方向d1刮入刮刀面开口图案301时,部分的油墨会直接落入贴印面开口图案303,而另一部分的油墨会移动至三角形线条的角落c1及/或角落c2,之后油墨会再顺着三角形线条的方向d2及/或方向d3移动并落入贴印面开口图案303。因此,在本发明的结构中,是直接改变刮刀面上材料层30的结构,使第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条设置为非直线线条,如此一来可以通过非直线线条来导引油墨进一步落入贴印面开口图案303,以增加印刷网版的透墨量,且如此的设置方式会增加印刷网版的耐印度。因此即使本案的刮刀面具有二次结构,但也不会使透墨量减少。
[0064]
此外,由图2及图3可知,在贴印面开口图案303的结构中,边缘线条形状为直线线条的第一贴印面开口图案边缘3031及第二贴印面开口图案边缘3033会延伸至贴印面开口图案303与刮刀面开口图案301的接合处。
[0065]
(第2-第5实施例)
[0066]
图4a为一示意图,用以说明本发明另一实施例的刮刀面开口图案的结构;图4b为一示意图,用以说明本发明再一实施例的刮刀面开口图案的结构;图4c为一示意图,用以说明本发明又一实施例的刮刀面开口图案的结构;图4d为一示意图,用以说明本发明又一实
施例的刮刀面开口图案的结构。应了解的是,为了清楚示意,图4a-4d中仅显示刮刀面开口图案301、第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条。请参照图4a至图4d,当第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为多个三角形线条时,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案301的角包括一夹角角度,所述夹角角度为30度-90度之间的任一角度,且将油墨从方向d1刮入时,部分油墨亦会顺着三角形线条的方向d2移动。举例而言,在图4a中,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案301的角包括一夹角角度d1,夹角角度d1为30度,并可增加1-2%左右的透墨量;在图4b中,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案301的角包括一夹角角度d2,夹角角度d2为45度,并可增加3-4%左右的透墨量;在图4c中,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案301的角包括一夹角角度d3,夹角角度d3为60度,并可增加6-8%左右的透墨量;在图4d中,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案301的角包括一夹角角度d4,夹角角度d4为90度,并可增加8-10%左右的透墨量。因此,当夹角角度越大时,将拥有越好的透墨量。
[0067]
此外,在本发明中,刮刀面图案开口宽度w1指的是内线宽度,即第一刮刀面开口图案边缘3011上指向刮刀面开口图案301的角的顶点与第二刮刀面开口图案边缘3013上指向同一个刮刀面开口图案301的角的顶点之间的距离,如图4a-4d所示,刮刀面图案开口宽度w1可为50-600μm,此范围可拥有最佳的入墨效果。
[0068]
(第6实施例)
[0069]
图5a为一示意图,用以说明本发明又一实施例的刮刀面开口图案的结构。应了解的是,为了清楚示意,图5a中仅显示刮刀面开口图案301、第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条,请参照图5a,在本发明又一实施例中,第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条可为多个半圆弧形线条。同理,当油墨从方向d1刮入时,部分油墨亦会顺着半圆弧形线条的方向d2移动,并可增加3-4%左右的透墨量。再者,在此实施例中,刮刀面图案开口宽度w1同样指的是内线宽度,即第一刮刀面开口图案边缘3011上指向刮刀面开口图案301的半圆弧顶点与第二刮刀面开口图案边缘3013上指向同一个刮刀面开口图案301的半圆弧顶点之间的距离,如图5a所示,刮刀面图案开口宽度w1可为50-600μm,此范围可拥有最佳的入墨效果。
[0070]
(第7实施例)
[0071]
图5b为一示意图,用以说明本发明又一实施例的刮刀面开口图案的结构。应了解的是,为了清楚示意,图5b中仅显示刮刀面开口图案301、第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条,请参照图5a,在本发明又一实施例中,第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条可为多个四边形线条,例如图5b示出的平行四边形,但应了解的是,四边形线条可以是任何种类的四边形,例如长方形、正方形、菱形等。同理,当油墨从方向d1刮入时,部分油墨亦会顺着四边形线条的方向d2移动,并可增加4-7%左右的透墨量。再者,在此实施例中,刮刀面图案开口宽度w1同样指的是内线宽度,即第一刮刀面开口图案边缘3011上指向刮刀面开口图案301的四边形的一边与第二刮刀面开口图案边缘3013上指向同一个刮刀面开口图案301的四边形的一边之间的距离,如图5b所示,刮刀面图案开口宽度w1可为50-600μm,此范围可拥有最佳的入墨效果。
[0072]
(第8实施例)
[0073]
图6为一示意图,用以说明本发明又一实施例的导引油墨且增加透墨量的印刷网版的剖面结构。请参照图1及图6,在本发明又一实例中,材料层30进一步包括一第一子材料层305及一第二子材料层307,第一子材料层305包括刮刀面开口图案301,第二子材料层307包括贴印面开口图案303。详细而言,材料层30是由第一子材料层305及第二子材料层307所构成,刮刀面开口图案301是设置于第一子材料层305上,而贴印面开口图案303则是设置于第二子材料层307上。在本发明又一实施例中,第一子材料层305可为一感光乳剂层,第二子材料层307可为一高分子材料层,高分子例如为pet、pe、pi、pu、pvc、pp、ptfe、pmma、ps,而在本发明其他实施例中,第一子材料层305及第二子材料层307的材料可依据使用者自行选择调整。换言之,在本发明中,材料层30可为单一材料层或是复合材料层。
[0074]
(第9实施例)
[0075]
图7为一流程图,用以说明本发明一实施例的导引油墨且增加透墨量的印刷网版的制作方法。请参照图1、图2、图3及图7,本发明一实施例的导引油墨且增加透墨量的印刷网版的制作方法包括步骤s10-步骤s50,步骤s10为:将多条经线201以及多条纬线203以上下交错的方式编织,以形成一网布20;步骤s20为:将经线201以及纬线203以一预定张力拉伸并固定于一网框10上;步骤s30为:通过至少一材料包覆网布20,以在网布20上形成一材料层30,其中,网布20包括一刮刀面s1及一贴印面s2;步骤s40为:通过一雷射蚀刻方式蚀刻材料层30,以在材料层30上形成多个刮刀面开口图案301及多个贴印面开口图案303,其中,每一个刮刀面开口图案301包括一刮刀面图案开口宽度w1、一第一刮刀面开口图案边缘3011及一第二刮刀面开口图案边缘3013,每一个贴印面开口图案303包括一贴印面图案开口宽度w2、一第一贴印面开口图案边缘3031及一第二贴印面开口图案边缘3033,并通过所述雷射蚀刻方式使刮刀面图案开口宽度w1大于贴印面图案开口宽度w2,而刮刀面图案开口宽度w1可为50-600μm;步骤s50为:通过所述雷射蚀刻方式或另一蚀刻方式蚀刻所述多个刮刀面开口图案,使第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为非直线线条,并通过控制所述雷射蚀刻方式的雷射功率及时间,使第一贴印面开口图案边缘3031及第二贴印面开口图案边缘3033的边缘线条形状为直线线条。
[0076]
另一方面,再请参照图4a-图5b,在使第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为非直线线条的步骤s50中,进一步通过所述雷射蚀刻方式,使第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为多个三角形线条、多个半圆弧形线条或多个四边形线条的其中之一。
[0077]
再者,当通过所述雷射蚀刻方式使第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的所述边缘线条为所述多个三角形线条时,所述多个三角形线条的每一个的指向其中一个刮刀面开口图案的角包括一夹角角度,例如图4a-图4d中示出的夹角d1-夹角d4,所述夹角角度可为30度-90度之间的任一角度,进一步地说明,所述夹角角度为30度、45度、60度或90度的其中之一。
[0078]
(第10实施例)
[0079]
再请参照图1、图6及图7,在导引油墨且增加透墨量的印刷网版的制作方法的另一实例中,在通过所述至少一材料包覆网布20,以在网布20上形成材料层30的步骤s30中,可进一步通过一第一子材料包覆网布20的刮刀面s1以形成一第一子材料层305,并通过一第
二子材料包覆网布20的贴印面s2已形成一第二子材料层307,而第一子材料层305及第二子材料层307构成材料层30。再者,第一子材料层305可为一感光乳剂层,第二子材料层307可为一高分子材料层,而在本发明其他实施例中,第一子材料层305及第二子材料层307的材料可依据使用者自行选择调整。换言之,在本发明中,材料层30可为单一材料层或是复合材料层。
[0080]
此外,当材料层30是由第一子材料层305及第二子材料层307构成且第一子材料层305为感光乳剂层时,可通过光蚀刻方式蚀刻刮刀面开口图案301,使第一刮刀面开口图案边缘3011及第二刮刀面开口图案边缘3013的边缘线条为非直线线条。因此,于上文中提到的另一种蚀刻方式即为光蚀刻,换言之,在本发明其他实施例中,可先通过雷射蚀刻来蚀刻出开口图案,再通过光蚀刻方式蚀刻出非直线线条的开口边缘,如此在制作开口图案时就不会有对位不准的问题产生。
[0081]
值得一提的是,在本发明的制作方法中,是使用雷射蚀刻方式来进行开口图案及开口图案边缘线条形状的制作,使用雷射时刻的优点为,可以精准地进行对位,并准确的切割出开口图案边缘线条所需要的形状。再者,不使用曝光显影的方式也可避免刮刀面开口左右距离对位不容易的问题产生。
[0082]
[产业上的可利用性]
[0083]
由本发明的上述内容可知,本发明提供一种导引油墨且增加透墨量的印刷网版及其制作方法,使印刷网版于刮刀面的结构可以进行油墨的引导,以进一步使油墨落入贴印面的开口图案中并增加透墨量。因此本发明适用于印刷网版的产业中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1