一种无网结SE网版的快速制版方法与流程
一种无网结se网版的快速制版方法
技术领域
[0001]
本发明涉及无网结网版制作技术领域,特别是一种无网结se网版的快速制版方法。
背景技术:
[0002]
无网结网版具有良好的印刷性能,塑形良好,具有较好的高宽比,有利于提升电池效率;se技术金属栅线与硅片接触部位进行重掺杂,电极之间位置进行轻掺杂,可降低扩散层复合,减少金属电极与硅的接触电阻,使得短路电流、开路电压和填充印章都得到较好的改善,从而够大幅度提升电池效率。随着效率需求的不断提升,se网版与无网结网版技术的结合成为新技术趋势。
[0003]
无网结网版的制作过程中,通常流程是:绷网、激光或者蚀刻方法处理钢丝、涂布、曝光、显影等。在钢丝处理过程中,激光设备生产效率较低,无法满足产量供应;蚀刻方法需经历绷网、涂布、扫图、曝光、显影、蚀刻、脱膜、涂布2、曝光2、显影2等诸多流程才能完成,并且期间网布处理与网版成品制作是分开进行,因此流程繁琐,周期较长。
技术实现要素:
[0004]
本发明针对上述问题,公开了一种无网结se网版的快速制版方法。
[0005]
具体的技术方案如下:一种无网结se网版的快速制版方法,其特征在于,包括以下步骤:(1)将底胶通过涂胶机涂覆在聚酰亚胺膜、聚醚醚酮膜或其它聚合物膜材质的聚合物薄膜上,涂覆厚度根据实际需求进行调整;(2)将涂有底胶的聚合物薄膜,低温烘至半干,得带有底胶的聚合物薄膜;(3)将已烘至半干的聚合物薄膜通过涂布机涂布于网版上,并烘干,同时,利用加热板加热烘烤,直至底胶充分固化;(4)于网版的s面涂布感光胶并曝光固化,或贴附胶带,保护网版s面的钢丝,规避蚀刻液;(5)基于制版图纸,利用激光设备对网版p面进行图案处理;(6)蚀刻液蚀刻网版p面,单独去除图案镂空区域中的经线或纬线;(7)将网版s面的感光胶脱膜或将胶带揭去并去除残胶,保留网版p面的聚合物膜材,此时,无网结se网版制版完成。
[0006]
上述的一种无网结se网版的快速制版方法,其中,步骤(2)中,烘干温度控制在70℃,烘干时间控制在10min~1h。
[0007]
上述的一种无网结se网版的快速制版方法,其中,步骤(3)中,烘干温度控制在60℃~80℃,烘干时间控制在0.5h~3h。
[0008]
上述的一种无网结se网版的快速制版方法,其中,步骤(3)中,烘烤温度控制在150℃~250℃,烘烤时间为30min~2h。
[0009]
上述的一种无网结se网版的快速制版方法,其中,步骤(1)中所述的涂胶机包括涂胶工位、薄膜夹具和涂胶螺杆,所述涂胶工位居中设置,其上设置多个真空吸附孔,所述薄膜夹具设置于涂胶机一侧,所述涂胶螺杆设置于涂胶工位处,并水平移动,进行涂胶。
[0010]
上述的一种无网结se网版的快速制版方法,其中,步骤(1)中,聚合物薄膜放置于涂胶工位处,其一侧由薄膜夹具夹持固定,并通过真空吸附孔吸附定位,当涂胶螺杆水平移动,即可将底胶涂覆于聚合物薄膜上。
[0011]
上述的一种无网结se网版的快速制版方法,其中,底胶的涂覆厚度通过调节涂胶螺杆的螺纹螺距进行调整。
[0012]
上述的一种无网结se网版的快速制版方法,其中,步骤(3)中所述的涂布机包括涂布工位、涂布刀头和刀头行程杆,所述涂布工位居中设置,其上设置多个真空吸附孔和螺孔,所述刀头行程杆设置于涂布工位上方,并与涂布刀头连接,控制涂布刀头水平移动。
[0013]
上述的一种无网结se网版的快速制版方法,其中,步骤(3)中,首先,将已烘至半干的聚合物薄膜放置于涂布工位处底胶面朝上放置,并通过真空吸附孔吸附定位,随后,将网版的p面朝下,放置于涂布工位处,位于聚合物薄膜上,并通过螺孔固定,此时,启动刀头行程杆,使涂布刀头水平移动并挤压网版,将聚合物薄膜上半烘干的底胶渗入网版上的钢丝网孔内,直至聚合物薄膜平整贴附于网版的p面,最终,烘干后进行烘烤,直至底胶充分固化。
[0014]
本发明的有益效果为:本发明公开的一种无网结se网版的快速制版方法,包括薄膜涂胶烘干、网版涂布固化、激光制版、蚀刻脱膜多个工序,本发明选用能够耐受蚀刻过程中蚀刻液的腐蚀的聚合物薄膜替代原先的膜材,省去脱膜重涂环节,减少了无网结se网版的制作流程,精简了制作工艺,而且,聚合物薄强度更高,网版寿命得到提升,同时,采用激光处理网版图案,代替曝光环节,提高了网版制作的精准度和尺寸良率,产品质量可控性大幅度提升,本发明还对聚合物薄膜的涂胶和网版的涂布进行改进改良,涂胶稳定性和精度得到提升,涂布流程得到简洁,涂布效率大大提高。
附图说明
[0015]
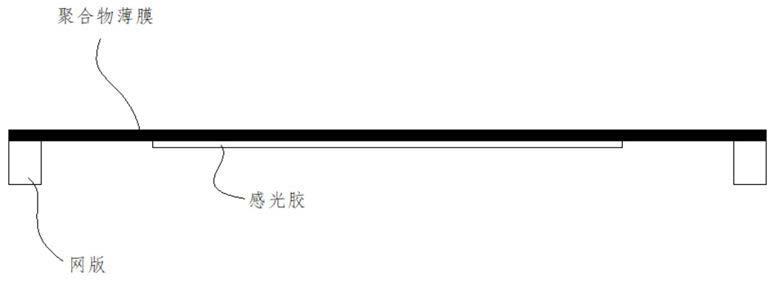
图1为网版状态示意图。
[0016]
图2为涂胶机简要视图。
[0017]
图3为涂布机简要视图。
具体实施方式
[0018]
为使本发明的技术方案更加清晰明确,下面结合实施例对本发明进行进一步描述,任何对本发明技术方案的技术特征进行等价替换和常规推理得出的方案均落入本发明保护范围。
[0019]
实施例一本实施例的一种无网结se网版的快速制版方法,其特征在于,包括以下步骤:(1)将底胶通过涂胶机涂覆在聚酰亚胺膜、聚醚醚酮膜或其它聚合物膜材质的聚合物薄膜上,涂覆厚度根据实际需求进行调整;
(2)将涂有底胶的聚合物薄膜,低温烘至半干,得带有底胶的聚合物薄膜;(3)将已烘至半干的聚合物薄膜通过涂布机涂布于网版上,并烘干,同时,利用加热板加热烘烤,直至底胶充分固化;(4)于网版的s面涂布感光胶并曝光固化,或贴附胶带,保护网版s面的钢丝,规避蚀刻液;(5)基于制版图纸,利用激光设备对网版p面进行图案处理;(6)蚀刻液蚀刻网版p面,单独去除图案镂空区域中的经线或纬线;(7)将网版s面的感光胶脱膜或将胶带揭去并去除残胶,保留网版p面的聚合物膜材,此时,无网结se网版制版完成;其中,步骤(2)中,烘干温度控制在70℃,烘干时间控制在10min~1h,步骤(3)中,烘干温度控制在60℃~80℃,烘干时间控制在0.5h~3h,烘烤温度控制在150℃~250℃,烘烤时间为30min~2h;本实施例的快速制版方法,选用能够耐受蚀刻过程中蚀刻液的腐蚀的聚合物薄膜替代原先的膜材,省去脱膜重涂环节,减少了无网结se网版的制作流程,精简了制作工艺,而且,聚合物薄强度更高,网版寿命得到提升,同时,采用激光处理网版图案,代替曝光环节,提高了网版制作的精准度和尺寸良率,产品质量可控性大幅度提升。
[0020]
实施例二本实施例的一种无网结se网版的快速制版方法,其中,步骤(1)中所述的涂胶机1包括涂胶工位2、薄膜夹具3和涂胶螺杆4,所述涂胶工位2居中设置,其上设置多个真空吸附孔5,所述薄膜夹具3设置于涂胶机1一侧,所述涂胶螺杆4设置于涂胶工位2处,并水平移动,进行涂胶;其中,步骤(1)中,聚合物薄膜放置于涂胶工位处,其一侧由薄膜夹具夹持固定,并通过真空吸附孔吸附定位,当涂胶螺杆水平移动,即可将底胶涂覆于聚合物薄膜上,底胶的涂覆厚度通过调节涂胶螺杆的螺纹螺距进行调整;本实施例公开了聚合物薄膜的涂胶方法和涂胶设备,较老式涂胶设备而言,本实施例的涂胶机涂胶稳定性更高、涂胶精度更好,可有效提高涂胶效率,保证和提升网版良品率。
[0021]
实施例三本实施例的一种无网结se网版的快速制版方法,其中,步骤(3)中所述的涂布机6包括涂布工位7、涂布刀头8和刀头行程杆9,所述涂布工位7居中设置,其上设置多个真空吸附孔10和螺孔11,所述刀头行程杆9设置于涂布工位7上方,并与涂布刀头8连接,控制涂布刀8头水平移动;其中,步骤(3)中,首先,将已烘至半干的聚合物薄膜放置于涂布工位处,并通过真空吸附孔吸附定位,随后,将网版的p面朝下,放置于涂布工位处,位于聚合物薄膜上,并通过螺孔固定,此时,启动刀头行程杆,使涂布刀头水平移动并挤压网版,将聚合物薄膜上半烘干的底胶渗入网版上的钢丝网孔内,直至聚合物薄膜平整贴附于网版的p面,最终,烘干后进行烘烤,直至底胶充分固化;本实施例公开了网版的涂布方法和涂布设备,较老式涂布设备而言,本实施例的涂布机涂胶稳定性更高、涂胶精度更好,使用该涂布机进行网版涂布,涂布流程得到简洁,操作难度低,网版涂布的效率得到大大提升。
[0022]
综上所述,本发明设计合理,选用能够耐受蚀刻过程中蚀刻液的腐蚀的聚合物薄膜替代原先的膜材,省去脱膜重涂环节,减少了无网结se网版的制作流程,精简了制作工艺,而且,聚合物薄强度更高,网版寿命得到提升,同时,采用激光处理网版图案,代替曝光环节,提高了网版制作的精准度和尺寸良率,产品质量可控性大幅度提升,本发明还对聚合物薄膜的涂胶和网版的涂布进行改进改良,涂胶稳定性和精度得到提升,涂布流程得到简洁,涂布效率大大提高。
[0023]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1