一种使用感光胶和PI膜进行网版涂布的工艺的制作方法
一种使用感光胶和pi膜进行网版涂布的工艺
技术领域
[0001]
本发明属于网版加工领域,更具体地说,它涉及一种使用感光胶和pi膜进行网版涂布的工艺。
背景技术:
[0002]
网版是由不锈钢织成不同网目大小的网纱及涂在网纱上的乳胶装在网框架组成。网版应用在太阳能印刷领域中,目前客户端对网版的主要需求有两个方向:降低成本,提高电池效率。增加网版寿命是降低成本的一个重要手段,一枚网版可以印刷更多的太阳能电池,从而节约原材料成本。因此,网版制造商竭力打造使用寿命更高的网版以满足客户需求。
[0003]
pi膜/pi液体常用于半导体领域,鉴于其良好的耐溶剂性能和耐磨性能,当前被引入到网版制作领域,取代感光胶而存在。但在使用pi膜制作网版时存在一个缺点,即涂布后一旦出现不良,无法进行二次加工,会极大地增加原材料成本。因此,如何在使用pi膜时节约成本成为当前网版制造商急需解决的一个难题。
技术实现要素:
[0004]
针对现有技术存在的不足,本发明的目的在于提供一种使用感光胶和pi膜进行网版涂布的工艺,其优点在于操作简单,工具易得,容易贴平整,涂布良率高,可以脱膜返工。
[0005]
为实现上述目的,本发明提供了如下技术方案:一种使用感光胶和pi膜进行网版涂布的工艺,包括以下步骤:s1、选择刀刃处无划痕的刮斗,用无尘布把刮斗擦拭干净;将感光胶倒入刮斗;s2、将调配好的感光胶通过加入刮斗内,加入量为刮斗的容积的1/2-4/5并将网版稳靠在涂布架上;s3、平端刮斗,用力均匀地从封边处往网版的承印面上匀速向上移动,并一直保持刮斗与丝网之间成70-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;然后将网版翻转至油墨面,平端刮斗,用力均匀地从封边处往网版的油墨面上匀速向上移动,并一直保持刮斗与丝网之间成70-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;s4、用刮斗将pi膜抵在网版的承印面,自上至下匀速移动刮斗,使得pi膜均匀贴在网版上,无气泡和灰尘存在,涂布结束,进行烘干;优选的,所述步骤s3中涂承印面涂布感光胶2遍,再在油墨面涂布感光胶2遍。
[0006]
优选的,所述步骤s4中的烘干,工艺参数为:温度在30-80℃,时间0.5-5h。
[0007]
优选的,所述步骤s3和s4需在黄光下进行。
[0008]
优选的,所述步骤s3中涂布感光胶的总厚度为5-200μm。
[0009]
综上所述,本发明具有以下优点:本发明所述的工艺,选择感光胶作为底胶,既能满足二次加工、节省成本的需求,又可
以利用pi膜良好的耐溶剂性能和耐磨性能,具有操作简单,工具易得,容易贴平整,涂布良率高,可以脱膜返工的优点。
附图说明
[0010]
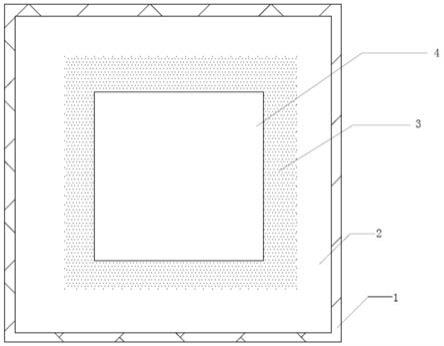
图1是本实施例中所述未涂布前网版的整体结构示意图;附图标记说明:1-网框、2-聚酯网布、3-热熔胶层、4-钢丝网布。
具体实施方式
[0011]
以下结合附图对本发明作进一步详细说明。
[0012]
以下内容将对本发明实施例中的网版参数进行阐述:如图1所示的网版,包括网框1、聚酯网布2、热熔胶层3、钢丝网布4;网框与印刷载体接触的面一般为凸面,称为承印面,另一面(凹面)为油墨面。
[0013]
实施例1一种使用感光胶和pi膜进行网版涂布的工艺,包括以下步骤:s1、选择刀刃处无划痕的刮斗,用无尘布把刮斗擦拭干净;将感光胶倒入刮斗;s2、将调配好的感光胶通过加入刮斗内,加入量为刮斗的容积的1/2并将网版稳靠在涂布架上;s3、平端刮斗,用力均匀地从封边处往网版的油墨面上匀速向上移动,并一直保持刮斗与丝网之间成70-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;然后将网版翻转至承印面,平端刮斗,用力均匀地从封边处往网版的油墨面上匀速向上移动,并一直保持刮斗与丝网之间成70-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;s4、用刮斗将pi膜抵在网版的承印面,自上至下匀速移动刮斗,使得pi膜均匀贴在网版上,无气泡和灰尘存在,涂布结束,进行烘干;所述步骤s3中涂承印面涂布感光胶2遍,再在油墨面涂布感光胶2遍。
[0014]
所述烘干,工艺参数为:温度在30-40℃,时间0.5h。
[0015]
所述步骤s3和s4需在黄光下进行。
[0016]
所述步骤s3中涂布感光胶的总厚度为5μm(承印面+油墨面)。
[0017]
实施例2一种使用感光胶和pi膜进行网版涂布的工艺,包括以下步骤:s1、选择刀刃处无划痕的刮斗,用无尘布把刮斗擦拭干净;将感光胶倒入刮斗;s2、将调配好的感光胶通过加入刮斗内,加入量为刮斗的容积的3/5并将网版稳靠在涂布架上;s3、平端刮斗,用力均匀地从封边处往网版的承印面上匀速向上移动,并一直保持刮斗与丝网之间成70-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;然后将网版翻转至油墨面,平端刮斗,用力均匀地从封边处往网版的油墨面上匀速向上移动,并一直保持刮斗与丝网之间成73-77
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;s4、用刮斗将pi膜抵在网版的承印面,自上至下匀速移动刮斗,使得pi膜均匀贴在网版
上,无气泡和灰尘存在,涂布结束,进行烘干;所述步骤s3中涂承印面涂布感光胶2遍,再在油墨面涂布感光胶2遍。
[0018]
所述烘干,工艺参数为:温度在40-60℃,时间5h。
[0019]
所述步骤s3和s4需在黄光下进行。
[0020]
所述步骤s3中涂布感光胶的总厚度为100μm(承印面+油墨面)。
[0021]
实施例3一种使用感光胶和pi膜进行网版涂布的工艺,包括以下步骤:s1、选择刀刃处无划痕的刮斗,用无尘布把刮斗擦拭干净;将感光胶倒入刮斗;s2、将调配好的感光胶通过加入刮斗内,加入量为刮斗的容积的4/5并将网版稳靠在涂布架上;s3、平端刮斗,用力均匀地从封边处往网版的承印面上匀速向上移动,并一直保持刮斗与丝网之间成77-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;然后将网版翻转至油墨面,平端刮斗,用力均匀地从封边处往网版的油墨面上匀速向上移动,并一直保持刮斗与丝网之间成77-80
°
的夹角,刮至框上封边处边缘1cm处把刮斗放平暂停一下,迅速收残留胶体;s4、用刮斗将pi膜抵在网版的承印面,自上至下匀速移动刮斗,使得pi膜均匀贴在网版上,无气泡和灰尘存在,涂布结束,进行烘干;所述步骤s3中涂承印面涂布感光胶2遍,再在油墨面涂布感光胶2遍。
[0022]
所述烘干,工艺参数为:温度在60-80℃,时间2h。
[0023]
所述步骤s3和s4需在黄光下进行。
[0024]
所述步骤s3中涂布感光胶的总厚度为50μm(承印面+油墨面)。
[0025]
对比例1常规方法涂布pi膜和感光胶对实施例1-实施例3及对比例1所制备出的网版进行性能检测,结果如下表所示:备注:不良率指的是一次涂布成功的失败的概率。张力检测:网版张力范围在20 ~ 25n/cm将会达到良好的印刷效果。
[0026]
因此从表1可以看出实施例1-3制备出的网版,不良率低,同时外观性能优良,张力检测符合要求,具有较好的印刷效果。而且pi膜是以感光胶为底胶,此时pi膜与钢丝不是直接接触的,因此可以脱膜返工处理,其它方法如果出现不良,网版不可返工,只能报废。
[0027]
以上所述仅为本发明的较佳实施例,并不用于限制本发明,凡在本发明的设计构思之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1