一种免转移装饰膜的制作方法
1.本实用新型涉及转印技术领域,尤其涉及一种免转移装饰膜。
背景技术:
2.目前,装饰膜材类的产品,刻印好了以后,需要用转移膜进行二次转移,方可使用到目的物品上面,其使用过程繁琐,二次转移会导致黏贴容易起泡、容易褶皱等,影响转印效果;在成本方面,需要多进行一次转移膜的购买,费用造价更高。
技术实现要素:
3.本实用新型的目的在于简化转移过程、提高转移效果、降低造价成本。
4.为了实现上述目的,本实用新型所采取的技术方案如下:
5.一种免转移装饰膜,包括依次设置的离型层、第一胶水层、色层、第二胶水层和底膜层,所述离型层为双向拉伸聚酯薄膜层,所述第一胶水层为丙烯酸树脂层,所述色层为聚氯乙烯层,所述第二胶水层为硅胶层,所述底膜层为聚酯薄膜层。
6.进一步地,所述离型层的厚度范围为15-40μm。
7.进一步地,所述第一胶水层的厚度范围为5-30μm。
8.进一步地,所述色层的厚度范围为40-80μm。
9.进一步地,所述第二胶水层的厚度范围为3-15μm。
10.进一步地,所述底膜层的厚度范围为15-50μm。
11.本实用新型的有益效果为:本实用新型通过依次设置离型层、第一胶水层、色层、第二胶水层和底膜层,使用时,从离型层的背面进行刻印操作,镜像刻印图案,经过两次排废,陆续排掉离型层和色层,同时保留色层上刻印好的图案部分、第二胶水层和底膜层;将刻印完好的图案黏贴至目标载体,并去除底膜层即可完成操作,与传统技术相比,无需额外利用转移膜进行图案的转移操作,从而简化了转移过程、降低了造价成本,另一方面,避免了二次转移易造成起泡、褶皱、污染等因素的影响,从而提高了转移效果。
附图说明
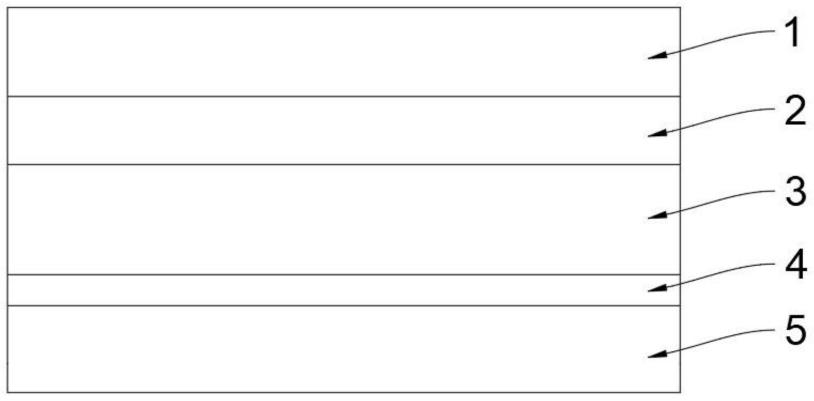
12.图1是本实用新型中免转移装饰膜的结构示意图。
13.附图标记为:
14.离型层1,第一胶水层2,色层3,第二胶水层4,底膜层5。
具体实施方式
15.以下结合附图对本实用新型进行进一步说明。
16.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明;在下面的描述中阐述了很多具体细节以便于充分理解本实用新型;但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域
技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
17.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
18.如图1所示的一种免转移装饰膜,包括依次设置的离型层 1、第一胶水层2、色层3、第二胶水层4和底膜层5,其中离型层1 上面是背面,底膜层5下面是正面。
19.离型层1为双向拉伸聚酯薄膜层,在本实施例中,离型层1的离型力为5-50g,离型层1的厚度范围为15-40μm,为了达到最佳的转印效果,作为优选的,离型层1的厚度选择为25μm,离型力为10-20g。
20.第一胶水层2为丙烯酸树脂层,第一胶水层2的厚度范围为5-30 μm,在本实施例中,为了达到最佳的转印效果,作为优选的,第一胶水层2的厚度选择为20μm。
21.色层3为聚氯乙烯层,色层3的厚度范围为40-80μm,在本实施例中,为了达到最佳的转印效果,作为优选的,色层3的厚度选择为70μm。
22.第二胶水层4为硅胶层,第二胶水层4的厚度范围为3-15μm,在本实施例中,为了达到最佳的转印效果,作为优选的,第二胶水层 4的厚度选择为7μm。
23.底膜层5为聚酯薄膜层,在本实施例中,底膜层5的厚度范围为 15-50μm,在本实施例中,为了达到最佳的转印效果,作为优选的,底膜层5的厚度选择为50μm。
24.本实用新型的具体使用方法如下:使用时,从离型层1的背面进行刻印操作,通过现有的膜类雕刻机进行镜像刻印图案,再经过两次排废,陆续排掉离型层1和色层3,排废的操作可以通过手动撕掉,也可以通过其它设备自动排废;排废的同时,保留色层3上刻印好的图案部分、第二胶水层4和底膜层5;将刻印完好的图案黏贴至目标载体,并去除底膜层5即可完成操作。
25.与传统技术相比,本实用新型无需额外利用转移膜进行图案的转移操作,从而简化了转移过程、降低了造价成本,另一方面,避免了二次转移易造成起泡、褶皱、污染等因素的影响,从而提高了转移效果。
26.第一胶水层2在传统的装饰膜粘度上加强了其粘度,本实用新型可转印的载体包括但不限于:画框,杯具,车,瓷砖,玻璃制品,木制品,陶瓷,皮革,金属,大大扩展了其载体使用范围。
27.第二胶水层4配合底膜层5,替代了传统装饰膜的转移膜,且具有良好的平整性,在刻印完成后,无需使用转移膜即可将刻印好的图案及字体转移至需要黏贴的物体表面。
28.本实用新型还提供了一种免转移装饰膜的制造方法,包括如下步骤:
29.步骤一、按照质量份数计,取丙烯酸树脂100份、环氧固化剂 0.5-2份,在本实施例中,为了达到最佳的转印效果,优选的,取环氧固化剂为1.2份,将丙烯酸树脂和环氧固化剂一起加入搅拌机以 300-600转/分钟,均匀搅拌30分钟,得到第一胶水;
30.步骤二、按照质量份数计,取100份的硅胶、1份交联剂、1份锚固剂、1份铂金,加入搅拌机以300-650转/分钟,均匀搅拌35分钟,得到第二胶水;
31.步骤三、将底膜层5卷材放入涂布机上,在底膜层5的辐照交联面上以18m/min的线
速、均匀涂布一层7μm的第二胶水,依次经过 80℃的第一热烘道、120℃的第二热烘道、135℃的第三热烘道、150℃的第四热烘道、160℃的第五热烘道、110℃的第六热烘道,将其烘烤固化后贴合色层3,收卷为半成品;
32.步骤四、在离型层1的离型面上以30m/min的线速、均匀涂布 20μm的第一胶水,依次经过70℃的第一热烘道、80℃的第二热烘道、 115℃的第三热烘道、120℃的第四热烘道、120℃的第五热烘道、125℃的第六热烘道、125℃的第七热烘道、110℃的第八热烘道,将其烘烤固化后,与步骤三中半成品的色层3贴合,即制得免转移装饰膜成品。
33.本实用新型的工作原理为:免转移装饰膜在使用时,从离型层1 的背面进行刻印操作,通过现有的膜类雕刻机进行镜像刻印图案,再经过两次排废,陆续排掉离型层1和色层3,排废的操作可以通过手动撕掉,也可以通过其它设备自动排废;排废的同时,保留色层3上刻印好的图案部分、第二胶水层4和底膜层5;将刻印完好的图案黏贴至目标载体,并去除底膜层5即可完成操作,与传统技术相比,无需额外利用转移膜进行图案的转移操作,从而简化了转移过程、降低了造价成本,另一方面,避免了二次转移易造成起泡、褶皱等因素的影响,从而提高了转移效果。
34.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1