一种感应预热的自动热转印机的制作方法
本技术涉及制罐行业中对金属罐体热转印领域,更具体地说是一种感应预热的自动热转印机。
背景技术:
1、金属罐体的热转印过程中,热转印机的热转印胶辊表面温度约200℃,而罐体表面约常温25℃,由于金属的热传导率高,当热转印胶辊表面接触到金属罐体(以下简称罐体)表面进行印刷时,热转印胶辊表面部分热能会迅速传递到罐体表面上,造成热转印胶辊瞬间温度低于热转印要求的温度而使图案无法转印到罐体表面上,或印刷后附着力差。针对这一问题,与本发明最接近的技术方案是在罐体进行热转印之前,增加一道对罐体预热的工序,即在热转印机前增加电热烘炉,罐体通过进烘炉输送机进入电热烘炉中加热预热,通过出烘炉输送机出来,再采用机械结构(或由人工)将罐体放到热转印机上完成热转印。可根据实际生产需求设定电热烘炉的温度(120~180℃),使罐体的温度不会与热转印胶辊的温度相差太大,从而减少热转印胶辊的热量传递到罐体表面,确保热转印胶辊的印刷温度(见附图4)。
2、对于现有的罐体热转印前增加电热烘炉预热的方案,存在以下的缺点:
3、1.采用电热烘炉对罐体预热,热传导升温慢,能耗高;
4、2.罐体从烘炉出来后还要输送一段距离,以及采用机械结构(或由人工)放到热转印机上,这段过程会有损失热量;
5、3.正常生产中,由于罐体是连续进入电热烘炉,当热转印机突然故障或急需中途停止印刷时,一方面需要挡住未进入加热烘炉的罐体,另一方面需要将已经进入加热烘炉里的所有罐体排出进行冷却,等下次重新加热,操作繁琐。
6、因此,本发明提出了一种感应预热的自动热转印机。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型提供一种感应预热的自动热转印机,通过热转印机上加装有输送机构、感应加热机构和自动夹送机构,达到了罐体进入该热转印机后,自动完成“送罐、感应预热、热转印、出罐”的目的。
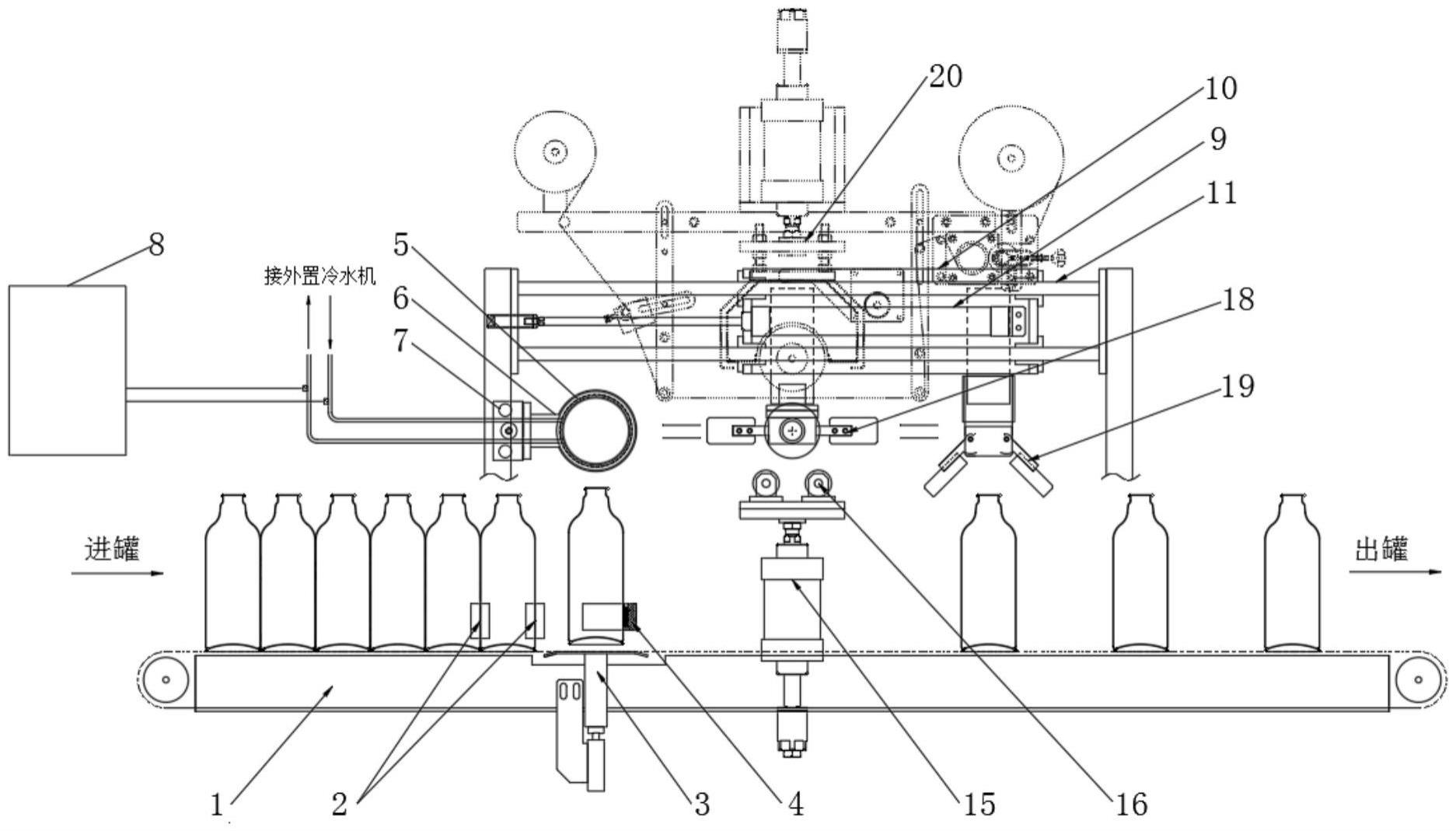
2、为实现上述目的,本实用新型提供如下技术方案:一种感应预热的自动热转印机,包括输送机构、感应加热机构、自动夹送机构、支撑限位机构和热转印机体,输送机构安装在热转印机体前下方,感应加热机构安装在热转印机体的左侧,自动夹送机构安装在热转印机体正前方和输送机构上方,支撑限位机构安装在热转印机体的热转印胶辊正下方。
3、感应加热机构包括加热线圈、线圈固定框架、无杆气缸和电控箱,所述加热线圈由通冷却水的铜管缠绕而成,且铜管进出口接外置冷水机,同时铜管进出口焊有接线端头,接线端头通过电线连接到电控箱,所述加热线圈安装在线圈固定框架上,所述线圈固定框架固定在无杆气缸上。
4、优选地,输送机构包括输送机、分挡装置、顶起装置、定位块,所述输送机设于热转印机体前下方用于输送罐体,所述分挡装置固定在输送机一侧,所述定位块安装在分挡装置右侧且固定在输送机机架上,所述顶起装置设在定位块下方。
5、优选地,所述分挡装置包括固定在输送机机架上的两个第一气缸,两个所述第一气缸的活塞杆端均固定有用于对罐体分档的分挡块,两个第一气缸的活塞杆运动方向相反。
6、优选地,所述顶起装置包括固定于输送机机架下方的第二气缸,且第二气缸顶端固定有顶板。
7、优选地,自动夹送机构包括气动转向夹爪a、气动转向夹爪b、平移气缸、固定架、导向架,所述气动转向夹爪a、气动转向夹爪b安装在固定架内侧,所述平移气缸安装在固定架外侧,所述固定架固定在导向架上。
8、优选地,所述气动转向夹爪a、气动转向夹爪b均包括气动夹爪、转向气缸和安装架,所述气动夹爪固定在转向气缸底端,所述气动夹爪用于夹持罐体,所述转向气缸固定在安装架底端,所述安装架与固定架固定。
9、优选地,支撑限位机构包括下支撑气缸、支撑滚轴、限位气缸,所述支撑气缸通过支架固定于热转印机体上,所述支撑滚轴固定在下支撑气缸顶端,所述限位气缸设在支撑滚轴后侧,所述限位气缸固定在热转印机体上。
10、本实用新型的技术效果和优点:
11、1、本实用新型采用感应加热机构对罐体进行预热,电磁感应加热速度快,加热时间只需0.5~1秒,相比电热烘炉加热需要10秒以上,电磁感应加热的效率高,能耗低。
12、2、本实用新型采用自动夹送机构进行送罐,送罐时间约1秒,大大缩短了罐体从预热后进入热转印的时间,减少热量损失,提高生产速度。
13、3、本实用新型的自动夹送机构一次只夹送一个罐体进行预热和热转印,当热转印机突然故障或急需中途停止印刷时,最多只需要将正在感应加热的那一个罐体取出,不会造成太多的能耗浪费和其他后续繁琐操作。
14、4、本实用新型自动完成“送罐、感应预热、热转印、出罐”的动作,解决了金属罐体进行热转印前需要进入电热烘炉进行预热,热传导升温慢,能耗高,生产效率低的问题。
技术特征:
1.一种感应预热的自动热转印机,其特征在于:包括输送机构、感应加热机构、自动夹送机构、支撑限位机构和热转印机体(20),输送机构安装在热转印机体(20)前下方,感应加热机构安装在热转印机体(20)的左侧,自动夹送机构安装在热转印机体(20)正前方和输送机构上方,支撑限位机构安装在热转印机体(20)的热转印胶辊(21)正下方;
2.根据权利要求1所述的一种感应预热的自动热转印机,其特征在于:输送机构包括输送机(1)、分挡装置(2)、顶起装置(3)、定位块(4),所述输送机(1)设于热转印机体(20)前下方用于输送罐体,所述分挡装置(2)固定在输送机(1)一侧,所述定位块(4)安装在分挡装置(2)右侧且固定在输送机(1)机架上,所述顶起装置(3)设在定位块(4)下方。
3.根据权利要求2所述的一种感应预热的自动热转印机,其特征在于:所述分挡装置(2)包括固定在输送机(1)机架上的两个第一气缸,两个所述第一气缸的活塞杆端均固定有用于对罐体分档的分挡块,两个第一气缸的活塞杆运动方向相反。
4.根据权利要求2所述的一种感应预热的自动热转印机,其特征在于:所述顶起装置(3)包括固定于输送机(1)机架下方的第二气缸,且第二气缸顶端固定有顶板。
5.根据权利要求1所述的一种感应预热的自动热转印机,其特征在于:自动夹送机构包括气动转向夹爪a(18)、气动转向夹爪b(19)、平移气缸(9)、固定架(10)、导向架(11),所述气动转向夹爪a(18)、气动转向夹爪b(19)安装在固定架(10)内侧,所述平移气缸(9)安装在固定架(10)外侧,所述固定架(10)固定在导向架(11)上。
6.根据权利要求5所述的一种感应预热的自动热转印机,其特征在于:所述气动转向夹爪a(18)、气动转向夹爪b(19)均包括气动夹爪(12)、转向气缸(13)和安装架(14),所述气动夹爪(12)固定在转向气缸(13)底端,所述气动夹爪(12)用于夹持罐体,所述转向气缸(13)固定在安装架(14)底端,所述安装架(14)与固定架(10)固定。
7.根据权利要求1所述的一种感应预热的自动热转印机,其特征在于:支撑限位机构包括下支撑气缸(15)、支撑滚轴(16)、限位气缸(17),所述支撑气缸(15)通过支架固定于热转印机体(20)上,所述支撑滚轴(16)固定在下支撑气缸(15)顶端,所述限位气缸(17)设在支撑滚轴(16)后侧,所述限位气缸(17)固定在热转印机体(20)上。
技术总结
本技术公开了一种感应预热的自动热转印机,具体涉及制罐行业中对金属罐体热转印领域,包括输送机构、感应加热机构、自动夹送机构、支撑限位机构和热转印机体,输送机构安装在热转印机体前下方,感应加热机构安装在热转印机体的左侧,自动夹送机构安装在热转印机体正前方和输送机构上方,支撑限位机构安装在热转印机体的热转印胶辊正下方。本技术通过热转印机上加装有输送机构、感应加热机构和自动夹送机构,达到了罐体进入该热转印机后,自动完成“送罐、感应预热、热转印、出罐”的目的。
技术研发人员:陈锦鑫,黄锐龙,林平惠
受保护的技术使用者:广东韩江轻工机械有限公司
技术研发日:20221103
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!