一种自动进料激光打标工艺的制作方法
本发明属于玻璃深加工领域,更具体地,涉及一种自动进料激光打标工艺。
背景技术:
1、在玻璃深加工领域中,大部分的化妆灯镜产品都需要镭雕特定图案或透光孔以满足透光补光的消费需求,彰显产品的独特和时尚感,透光和补光同时方便了使用者,无需额外开灯且灯光可以均匀照射到脸部,以激光作为媒介,依靠激光发生器生成高能量的连续光束,聚焦于工件表面,被照射的物质表面会瞬间熔化和气化,可以剥离玻璃上的镀层,配合搭载的控制系统可以雕刻出多样的图案。在化妆灯镜的生产过程中,需要把半成品的化妆镜通过激光打标设备刻上预设的图案,再进行清洗和加工的后续环节。
2、当前的技术方案是在平面白玻璃的其中一面镀上铝膜,另外一面均匀淋漆得到化妆镜加工原材料,按照不同规格的产品所需要不同的生产工艺把化妆镜原材料加工成产品,其中现有的打标工序都是人工从清洗机取出清洁的原料,放入打标机上镭雕出设定的图案,再把玻璃从打标机取出后清洁另一面。人工操作对于生产的产能效率和品质有直接的影响,所以本发明设计了一种自动进料激光打标机来解决对应的问题。
3、申请公布号为cn212858201u的中国专利公开了玻璃膜片激光打标机,具体公开了包括打标操作台,所述打标操作台包括打标台,所述打标台上设有玻璃膜片,所述打标台的两侧设有滑轨台,所述滑轨台上设有纵向滑轨,所述纵向滑轨上设有纵向滑块,所述纵向滑块与所述纵向滑轨形成纵向滑动连接,所述纵向滑块上立设有横向龙门架支腿,所述横向龙门架支腿的顶端架设有龙门架横梁板,所述龙门架横梁板上设有横向滑轨,所述横向滑轨上设有横向滑块,所述横向滑块与所述横向滑轨形成横向滑动连接,所述横向滑块与激光头底座框连接,所述激光头底座框上设有激光头,通过所述纵向滑动连接、横向滑动连接调整所述激光头的加工位置,所述激光头向下发射激光束加工所述打标台上的玻璃膜片。该结构虽然提出了灵活调节打标机的激光头位置的方案,解决了固定的打标方式带来的打标机适用性差应用受限的问题,但是依然没有解决需要人工搬运清洁后的玻璃至打标机上,打标完成后仍然需要人工搬运、翻面清洁的问题,该设备的连贯性差,解决的问题比较局限。
4、总之,现有技术缺乏一种高效的一种自动进料激光打标工艺。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种自动进料激光打标工艺,其目的在于为玻璃深加工领域提供进料、打标、翻转的一体化解决方案,由此解决玻璃加工过程中需要人工搬运,翻面清洁的技术问题。详细技术方案如下所述。
2、本发明提供了一种自动进料激光打标工艺,包括以下步骤:
3、(1)将待加工的玻璃片原料通过玻璃进片机构输送至玻璃堆栈机构,检查待加工玻璃的外形,并剔除不合适的原料;
4、(2)玻璃堆栈机构将待加工的玻璃片原料输送至打标操作平台的设定位置,通过打标机实现打标操作;
5、(3)将一面打标完成的玻璃片通过玻璃翻片机构进行翻转,重新进入步骤(1)对另外一个面进行打标,或者进入其他工序完成打标。
6、本发明在玻璃进片机构中设置导向轨道使玻璃原料能够以预设的方向对齐前进,其次玻璃原料在玻璃进片机构上平铺运输,方便检查玻璃原料质量是否打标;玻璃堆栈机构为玻璃原料的储存和释放提供便利条件,打标速度快过于来料速度时可以释放储存的玻璃片,来料速度快过于打标速度时可以积累玻璃片,玻璃堆栈机构消除了前后设备的生产速率差;本发明的打标操作平台解放了人力,可以自动运输玻璃原料到指定位置进行打标加工,同时在运输导轨上设置的手摇轮控制丝杆可以控制输送线宽幅,用以适应不同大小的玻璃原料;玻璃翻片机构高效替代了人工翻片,经过打标的玻璃片进入玻璃翻片机构后翻转至另一面朝上,进入到下一加工阶段。
7、总的来说,本发明具有很好的解放人力,降低用工成本,减少操作员劳动强度的优势,对于生产的产品而言,自动化搬运、对齐提高了加工精细度,避免了因操作失误造成的原料报废、暂停生产等问题,本发明应用于生产中提升了产品的品质,提高了生产效率和稳定性,进一步提高了产量。
8、作为优选,步骤(2)中,将待加工的玻璃片原料输送至打标操作平台的进料输送线,然后搬运至缓存输送线,再次搬运至打标输送线,通过轨道运动进入设定位置,打标机对玻璃片进行打标操作。
9、作为优选,所述进料输送线、所述缓存输送线和所述打标输送线的宽度均能够根据待加工的玻璃片原料的宽度进行适应性调整。
10、作为优选,步骤(1)中,所述玻璃堆栈机构能够根据打标速度相应的控制来料速度,具体为当来料速度快过于打标速度时,玻璃堆栈机构能够临时存放玻璃片原料;当来料速度慢于打标速度时,玻璃堆栈机构能够释放储存的玻璃片原料,输送至打标操作平台。
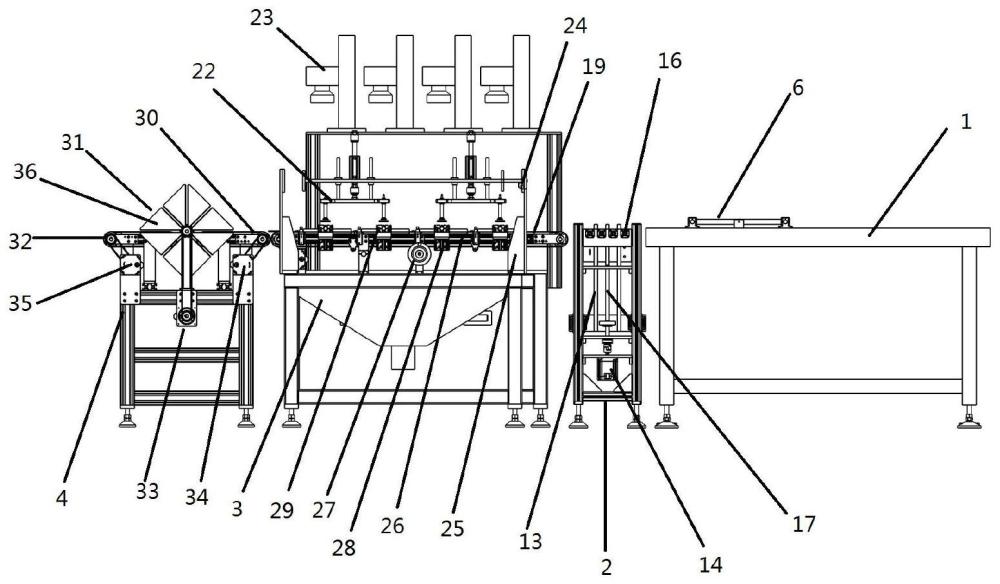
11、作为优选,所述玻璃进片机构传动胶辊顶部设置有导向轨道,所述玻璃堆栈机构设置于导向轨道传送末端,连接玻璃进片机构与打标操作平台,所述打标操作平台包括进料输送线、缓存输送线、打标输送线、吸盘搬运机械手、打标机,所述的进料输送线、缓存输送线、打标输送线并行设置于打标操作平台顶面且均包括有两条平行的运输导轨,所述运输导轨居中位置都设置有一个手摇轮控制丝杆调整输送线的宽幅,所述的吸盘搬运机械手设置于进料输送线、缓存输送线、打标输送线顶部悬空处,所述打标机悬空于打标输送线,高于吸盘搬运机械手;所述玻璃翻片机构包括进片输送带、翻片工装、出片输送带,所述进片输送带设置于打标输送线一侧同一高度,承接来自打标输送线的玻璃,所述翻片工装设置于进片传送带和出片输送带中;所述玻璃进片机构顶部平面平铺设置有传动胶辊,所述传动胶辊两端穿设于进片支架两侧,位于导向轨道之下。
12、作为优选,所述导向轨道两端固定于进片支架两侧顶端,包括与传动胶辊平行的光轴和与传动胶辊安装方向垂直排列的靠轮,光轴与导轨安装固定座通过直线轴承固定,所述导向导轨的两侧靠轮其中一侧固定,另一侧靠轮可以活动,所述可以活动的一排靠轮上安装有连接块,所述连接块连接有定位气缸,所述定位气缸贯穿气缸固定安装板,所述气缸固定安装板两端固定于光轴。
13、作为优选,所述玻璃堆栈机构包括堆栈传送电机、堆栈叠台、堆栈升降电机、输送胶辊、堆栈传动轴,所述堆栈传送电机驱动输送胶辊旋转,所述输送胶辊另一端固定于堆栈传动轴,所述堆栈升降电机驱动堆栈叠台升降丝杆上下移动。
14、优选的,所述堆栈叠台包括若干组叠台托杆,所述叠台托杆阵列固定,玻璃片插入叠台托杆间隙之间。
15、作为优选,所述打标操作平台包括吸盘搬运移动导轨,所述吸盘搬运导轨设置于运输导轨一端的上空,固定在固定台的一侧,所述固定台底部固定在打标操作平台两侧,所述吸盘搬运移动轨道长度伸出固定台,延伸悬空至缓存输送线上空。
16、作为优选,所述运输导轨上设置有顶升气缸和对齐气缸,所述顶升气缸使玻璃脱离运输轨道,所述对齐气缸设置于顶升气缸的顶部,用以对齐升起后的玻璃。
17、作为优选,所述玻璃翻片机构包括翻片电机、翻片机构进片输送电机、翻片机构出片输送电机,所述翻片电机设置于翻片工装之下通过同步带使翻片扇叶转动,翻片机构进片输送电机与翻片机构出片输送电机分别固定于玻璃翻片机构两侧,用以分别驱动进片输送带和出片输送带;
18、所述翻片工装包括若干翻片扇叶通过阵列连接,所述翻片扇叶穿插设置于所述进片输送带和出片输送带之间;
19、优选的,所述翻片扇叶设置有从边缘到中心的不连通开槽。
20、本发明的有益效果有:
21、(1)本发明工艺通过设计玻璃进片机构及其上的导向轨道使得玻璃原料进入玻璃堆栈机构之前被摆正,方便顺利进入玻璃堆栈机构层叠码放,其次玻璃原料在玻璃进片机构上平铺方便检查玻璃原料是否有裂缝、气泡或者其他质量问题。
22、(2)堆栈机构用以储存待加工的玻璃片,可以缓存玻璃片,当打标操作平台加工玻璃的速度快过玻璃来料速度时,储存在堆栈机构上的玻璃则会被取用,当打标操作平台加工玻璃的速度慢于玻璃来料速度时,无法及时加工的玻璃储存在堆栈机构中,堆栈机构保证了打标操作平台运行时有充足的玻璃原料用以加工,避免了玻璃原料累计过多导致产线拥挤的问题,消除了前后机构的生产节奏差。
23、(3)本发明的打标操作平台在运输导轨中设置有手摇轮控制丝杆,用以调整输送线的宽幅,使本发明能够适应不同尺寸的玻璃原料进行加工。
24、(4)经过打标加工后的玻璃片通过进片输送带运输进入玻璃翻片机构,玻璃翻片机构可以自动将一面朝上的玻璃片翻面至另一面朝上,实现玻璃片反向进入下一道工序,区别于现有的人工手动翻转玻璃片,本发明提高了生产效率,避免了人工操作失误造成的材料损失,使产线的品质和产量均得以提高。
- 还没有人留言评论。精彩留言会获得点赞!