装订装置及图像形成系统的制作方法
1.本发明涉及一种装订装置及图像形成系统。
背景技术:
2.专利文献1中记载有可变控制从片材捆的最终的片材被搬入片材后处理装置内之后至装订为止的待机时间的内容。
3.专利文献1:日本特开2015-013386号公报
技术实现要素:
4.装订装置中,有时通过设置于按压部件的第1齿和第2齿挟持记录材料捆进行按压。并且,作为按压部件施加于记录材料捆的力的条件或基于按压部件的记录材料捆的按压时间的条件等按压条件,存在确保装订性能所需的按压条件。
5.在此,若按压部件根据规定的按压条件按压记录材料捆,例如仅通过根据构成记录材料捆的记录材料的张数而改变等预先设定的按压条件进行控制等,则根据情况,有时装订的性能下降。
6.本发明的目的在于与按压部件根据规定的按压条件按压记录材料捆的情况相比,提高装订性能。
7.方案1所述的发明是一种装订装置,其具备:按压部件,具有在记录材料捆形成凹凸的第1齿及与该第1齿成对且在记录材料捆形成凹凸的第2齿,通过该第1齿和该第2齿挟持记录材料捆进行按压;及控制单元,以在所述按压部件开始按压记录材料捆之后且在该按压部件的负荷减少的时机之后解除按压的方式进行控制。
8.方案2所述的发明为根据方案1所述的装订装置,其中,还具备:检测单元,检测通过所述按压部件开始按压记录材料捆之后的该按压部件的所述负荷的减少,所述控制单元以在通过所述检测单元检测到所述负荷的减少的时机之后解除所述按压的方式进行控制。
9.方案3所述的发明为根据方案2所述的装订装置,其中,还具备:驱动单元,以驱动力驱动所述按压部件,所述检测单元检测所述驱动单元的所述驱动力的下降。
10.方案4所述的发明为根据方案2所述的装订装置,其中,还具备:驱动单元,通过被供给的电流驱动所述按压部件,所述检测单元检测所述电流的值的减少。
11.方案5所述的发明为根据方案4所述的装订装置,其中,所述检测单元在所述电流的值减少0.5a以上时检测所述按压部件的所述负荷的减少。
12.方案6所述的发明为根据方案1所述的装订装置,其中,所述控制单元控制所述按压部件的所述时机之后的该按压部件的按压时间。
13.方案7所述的发明为根据方案6所述的装订装置,其中,所述控制单元根据从所述按压部件开始按压记录材料捆起至该按压部件的所述负荷减少为止的时间来设定所述按压时间。
14.方案8所述的发明为根据方案1所述的装订装置,其中,所述控制单元在记录材料
捆的记录材料的张数比预先设定的第1张数多时进行所述控制。
15.方案9所述的发明为根据方案1所述的装订装置,其中,所述控制单元在记录材料捆的记录材料的张数比预先设定的第2张数少时,与比预先设定的张数多时相比,减少所述按压部件的所述负荷减少之后的该按压部件的该负荷。
16.方案10所述的发明是一种装订装置,其具备:按压部件,具有第1齿及第2齿,所述第1齿具有在记录材料捆形成凹凸的第1凹部及第1凸部,所述第2齿具有在记录材料捆形成凹凸的第2凹部及第2凸部且与该第1齿成对,通过该第1齿和该第2齿挟持记录材料捆进行按压;及控制单元,以在记录材料捆被所述按压部件按压而该记录材料捆沿着在所述第1齿中遍及所述第1凹部至所述第1凸部而形成的面的时机之后解除按压的方式进行控制。
17.方案11所述的发明是一种图像形成系统,其具备:图像形成装置,进行对记录材料的图像形成;及装订装置,对通过该图像形成装置形成有图像的记录材料的捆即记录材料捆实施装订,该装订装置由方案1至方案10中任一方案所述的装订装置构成。
18.发明效果
19.根据本发明的第1方案,与按压部件根据规定的按压条件按压记录材料捆的情况相比,能够提高装订性能。
20.根据本发明的第2方案,控制单元能够按每次装订控制装订。
21.根据本发明的第3方案,无需测定施加于按压部件的负荷本身。
22.根据本发明的第4方案,无需测定施加于按压部件的负荷本身。
23.根据本发明的第5方案,与检测过小的负荷减少或仅检测过大的负荷减少的情况相比,能够抑制基于检测单元的对负荷减少的检测错误。
24.根据本发明的第6方案,能够根据记录材料捆的变化的容易性设定按压时间。
25.根据本发明的第7方案,能够根据对记录材料捆赋予负荷的时间设定按压时间。
26.根据本发明的第8方案,与和记录材料捆的记录材料的张数无关地进行控制的情况相比,能够减轻施加于控制单元的处理负荷。
27.根据本发明的第9方案,与和记录材料捆的记录材料的张数无关地使负荷减少之后的按压部件的负荷保持恒定的情况相比,抑制破损等引起的装订力的下降。
28.根据本发明的第10方案,与按压部件根据规定的按压条件按压记录材料捆的情况相比,能够提高装订性能。
29.根据本发明的第11方案,与按压部件根据规定的按压条件按压记录材料捆的情况相比,能够提高装订性能。
附图说明
30.根据以下附图,对本发明的实施方式进行详细叙述。
31.图1是表示图像形成系统的结构的图;
32.图2是表示后处理装置的结构的图;
33.图3是从图2的箭头iii方向观察无钉装订单元等时的图;
34.图4是表示无钉装订单元50的结构的立体图;
35.图5的(a)、图5的(b)是图3的v-v线上的剖视图;
36.图6的(a)是表示从无钉装订单元开始装订处理之后经过的时间与供给至凸轮马
达的电流的电流值之间的关系的图,图6的(b)是表示经过时间t1时的上方按压部件及下方按压部件与纸张捆之间的关系的图,图6的(c)是表示经过时间t2时的上方按压部件及下方按压部件与纸张捆之间的关系的图;
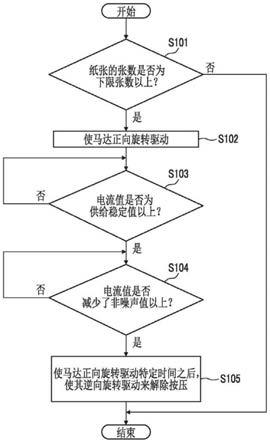
37.图7是表示装订控制处理的流程的流程图;
38.图8是表示作为变形例的装订控制处理的流程的流程图;
39.图9的(a)是表示从无钉装订单元开始装订处理之后经过的时间与供给至凸轮马达的电流的电流值之间的关系的图,图9的(b)是表示施加于上方按压部件及下方按压部件的负荷减少之前供给电流的时间的长度与负荷减少之后的按压时间之间的对应关系的图;
40.图10是表示变形例2中的装订控制处理的流程的流程图。
41.符号说明
42.50-无钉装订单元,51-上方按压部件,52-下方按压部件,54-上方凹凸部,54a-上方凸部,54b-上方凹部,54c-上方连接面,58-下方凹凸部,58a-下方凸部,58b-下方凹部,58c-下方连接面,59-凸轮,500-图像形成系统,m1-凸轮马达,s-显示器。
具体实施方式
43.以下,参考附图对本发明的实施方式进行详细说明。
44.<图像形成系统的结构>
45.图1是表示适用本实施方式的图像形成系统500的结构的图。
46.图1所示的图像形成系统500具备:图像形成装置1,在作为记录材料的一例的纸张p形成图像;及后处理装置2,对通过图像形成装置1进行了图像形成的纸张p进行装订处理等后处理。
47.作为图像形成装置1,例如可举出打印机或复印机等。
48.图像形成装置1中设置有根据各颜色图像数据进行图像形成的4个图像形成单元100y、100m、100c、100k。不特别区分图像形成单元100y、100m、100c、100k来进行说明时,简称为图像形成单元100。
49.并且,图像形成装置1中设置有对设置于各图像形成单元100的感光鼓107进行曝光的激光曝光装置101。而且,图像形成装置1中设置有多次转印通过各图像形成单元100形成的各颜色的色调剂像的中间转印带102。
50.并且,在图像形成装置1中设置有:一次转印辊103,将通过各图像形成单元100形成的各颜色色调剂像一次转印于中间转印带102;二次转印辊104,将转印于中间转印带102上的各颜色色调剂像二次转印于纸张p;及定影装置105,将二次转印的各颜色色调剂像定影于纸张p上。并且,图像形成装置1中设置有主体控制部106,该主体控制部106由被程序控制的cpu构成且控制图像形成装置1的动作。
51.并且,图像形成装置1中设置有对用户显示信息的ui(用户界面,user interface)30。ui30由显示面板等构成。并且,ui30接收来自用户的操作。
52.图像形成装置1的各图像形成单元100中,经过对感光鼓107的带电工序、基于来自激光曝光装置101的扫描曝光的感光鼓107中的静电潜像形成工序、对所形成的静电潜像的各颜色调色剂的显影工序等,形成各颜色的色调剂像。
53.形成于各图像形成单元100的各颜色色调剂像通过一次转印辊103一次转印于中
间转印带102上。并且,各颜色色调剂像随着中间转印带102的移动而传送至二次转印辊104的设置位置。
54.另一方面,图像形成装置1中,不同尺寸或不同纸种的多个纸张p分别收容于纸张收容部110a~110d。
55.并且,对纸张p形成图像时,例如通过拾纸辊111从纸张收容部110a取出纸张p,并通过传送辊112逐一传送至定位辊113的位置。
56.并且,根据中间转印带102上的各颜色色调剂像传送至二次转印辊104的配置位置的定时,从定位辊113供给纸张p。
57.由此,各颜色色调剂像通过利用二次转印辊104形成的转印电场的作用统一二次转印于纸张p上。
58.之后,二次转印有各颜色色调剂像的纸张p从中间转印带102剥离并传送至定影装置105。定影装置105中,通过基于热及压力的定影处理,各颜色色调剂像定影于纸张p上,从而形成图像。
59.并且,形成有图像的纸张p通过传送辊114从图像形成装置1的纸张排出部t排出并供给至后处理装置2。
60.后处理装置2配置于图像形成装置1的纸张排出部t的下游侧,对形成有图像的纸张p进行装订处理等。
61.<后处理装置的结构>
62.接着,对后处理装置2的结构进行说明。图2是表示后处理装置2的结构的图。
63.后处理装置2中设置有:传送单元21,与图像形成装置1的纸张排出部t连接;及整理器单元22,对通过传送单元21传送而来的纸张p实施预先设定的处理。
64.并且,后处理装置2中设置有纸张处理控制部23,该纸张处理控制部23由被程序控制的cpu构成且控制后处理装置2的各机构部。作为控制单元的一例的纸张处理控制部23通过未图示的信号线与主体控制部106(参考图1)连接,彼此进行控制信号等的收发。
65.后处理装置2的传送单元21中设置有多个传送辊211,该多个传送辊211朝向整理器单元22传送通过图像形成装置1进行图像形成之后的纸张p。
66.整理器单元22中设置有:整理器单元主体221;纸张堆积部60,堆积所需张数的纸张p来生成纸张捆;及无钉装订单元50,不利用订书钉而对通过纸张堆积部60生成的纸张捆的端部实施装订处理。并且,整理器单元22中设置有:有钉装订单元70,利用订书钉对通过纸张堆积部60生成的纸张捆的端部实施装订处理;及钻孔单元80,对通过纸张堆积部60生成的纸张捆的端部进行钻孔处理。
67.并且,整理器单元22中设置有传送辊61,该传送辊61设置成可旋转且用于传送通过纸张堆积部60生成的纸张捆。整理器单元22中还设置有活动辊62,该活动辊62设置成能够以旋转轴62a为移动中心进行摆动,并能够向从传送辊61退避的位置及与传送辊61压接的位置移动。并且,整理器单元22中设置有堆叠器81,在堆叠器81堆叠有通过传送辊61及活动辊62传送来的纸张捆。堆叠器81与所保持的纸张捆的量相应地上下移动。
68.进行基于后处理装置2的处理时,首先,从图像形成装置1向后处理装置2的传送单元21搬入纸张p。搬入传送单元21的纸张p通过传送辊211送至整理器单元22。
69.送至整理器单元22的纸张p传送至纸张堆积部60。详细而言,纸张p在传送至纸张
堆积部60的上方之后落到纸张堆积部60。并且,通过设置于纸张堆积部60的支撑板67从下方支撑该纸张p。而且,该纸张p通过施加于支撑板67的倾斜及旋转的桨叶69在支撑板67上滑动移动。
70.之后,该纸张p与安装于支撑板67的端部的端部引导件64抵接。由此,在本实施方式中,纸张p的移动停止。
71.之后,纸张p每次从上游侧传送而来时都进行该动作,在纸张堆积部60上生成纸张p的后端部对齐的状态的纸张捆。该纸张捆可理解为记录材料捆。
72.并且,若预先设定的张数的纸张p堆积在支撑板67上而在支撑板67上生成纸张捆,则利用无钉装订单元50、有钉装订单元70、钻孔单元80等执行对纸张捆的后处理。另外,在本实施方式中,与后处理相应地设定预先设定的张数,即,在无钉装订单元50中设定为10张,在有钉装订单元70中设定为50张,在钻孔单元80中设定为70张。
73.若对纸张捆的后处理结束,则活动辊62朝向传送辊61进出,通过活动辊62及传送辊61挟持纸张捆。之后,传送辊61、活动辊62进行旋转驱动,已实施装订处理的纸张捆传送至堆叠器81。
74.图3是从图2的箭头iii方向观察无钉装订单元50等时的图。
75.在纸张堆积部60设置有对齐部件65。虽省略一部分图示,但对齐部件65设置于纸张堆积部60的宽度方向上的两端部。每当纸张p堆积在纸张堆积部60时,对齐部件65都与纸张p的侧边抵接,对齐纸张p的端部位置。并且,对齐部件65向纸张捆b的宽度方向移动,使纸张捆b向纸张捆b的宽度方向移动。
76.如以图3的箭头3a所示,无钉装订单元50设置成可向纸张捆b的传送方向移动。并且,无钉装订单元50在所移动的位置例如纸张捆b中的(3a)区域或(3b)区域等纸张捆b的传送方向上的多个位置进行装订处理。并且,无钉装订单元50向纸张捆b的角部附近移动,对纸张捆b中的(3c)区域所示的纸张捆b的角部进行装订处理。
77.无钉装订单元50在纸张捆b中的用于装订(3a)区域的位置与用于装订(3b)区域的位置之间线性移动。另一方面,无钉装订单元50在纸张捆b中的用于装订(3b)区域的位置与用于装订(3c)区域的位置之间例如伴随45
°
的旋转而移动。
78.另外,在纸张堆积部60设置有多个缺口60a。由此,可避免无钉装订单元50与纸张堆积部60的干扰。
79.<无钉装订单元的结构>
80.接着,对无钉装订单元50的结构进行说明。图4是表示无钉装订单元50的结构的立体图。并且,图5的(a)、图5的(b)是图3的v-v线上的剖视图。
81.如图4所示,在作为装订装置的一例的无钉装订单元50设置有上方按压部件51。并且,在无钉装订单元50设置有与上方按压部件51成对且与上方按压部件51对置配置的下方按压部件52。
82.上方按压部件51设置成可相对于下方按压部件52进退(参考图中箭头d1及d2)。
83.在上方按压部件51设置有上方基部53及从上方基部53突出的上方凹凸部54。上方凹凸部54设置成沿着一方向(图中箭头4a方向)延伸。
84.在作为第1齿的一例的上方凹凸部54设置有多个上方凸部54a、多个上方凹部54b及多个上方连接面54c。
85.作为第1凸部的一例的上方凸部54a沿上方凹凸部54的长边方向排列配置有多个。并且,上方凸部54a从上方基部53的表面53a朝向下方突出。并且,上方凸部54a沿着上方凹凸部54的短边方向(与上方凹凸部54长边方向交叉的方向)形成。
86.作为第1凹部的一例的上方凹部54b形成于在上方凹凸部54的长边方向上相邻的2个上方凸部54a之间。若附带说明,则在上方凹凸部54的长边方向上,上方凸部54a和上方凹部54b是交替配置的。
87.上方连接面54c为连接上方凸部54a和与该上方凸部54a相邻而设置的上方凹部54b的面。
88.在下方按压部件52设置有下方基部57及从下方基部57突出的下方凹凸部58。下方凹凸部58设置成沿着上方凹凸部54的长边方向延伸。
89.在作为第2齿的一例的下方凹凸部58设置有多个下方凸部58a、多个下方凹部58b及多个下方连接面58c。
90.作为第2凸部的一例的下方凸部58a沿下方凹凸部58的长边方向排列配置有多个。并且,下方凸部58a从下方基部57的表面57a朝向上方突出。并且,下方凸部58a沿着下方凹凸部58的短边方向(与下方凹凸部58的长边方向交叉的方向)形成。
91.作为第2凹部的一例的下方凹部58b形成于在下方凹凸部58的长边方向上相邻的2个下方凸部58a之间。若附带说明,则在下方凹凸部58的长边方向上,下方凸部58a和下方凹部58b是交替配置的。
92.下方连接面58c为连接下方凸部58a和与该下方凸部58a相邻而设置的下方凹部58b的面。
93.上方按压部件51的上方凹凸部54通过隔着纸张捆b(参考图3)与下方按压部件52的下方凹凸部58啮合,按压纸张捆b而在纸张捆b形成凹凸。在此,上方按压部件51及下方按压部件52可以理解为通过上方凹凸部54和下方凹凸部58挟持纸张捆b进行按压的按压部件。
94.并且,如图5的(a)所示,在无钉装订单元50设置有:椭圆状的凸轮59,配置于上方按压部件51与下方按压部件52之间;及凸轮马达m1,从电源(未图示)接受电流供给来旋转,由此驱动凸轮59。
95.在无钉装订单元50还设置有显示器s,该显示器s监视供给至凸轮马达m1的电流的电流值。作为检测单元的一例的显示器s测定从电源供给至凸轮马达m1的电流的电流值。并且,将与所测定的电流值相关的信息发送至纸张处理控制部23。
96.在上方按压部件51的上方基部53设置有朝向下方按压部件52侧突出的突出部531b,而且在该突出部531b形成有贯穿孔531a。
97.在下方按压部件52的下方基部57设置有朝向上方按压部件51侧突出的突出部571b,在该突出部571b形成有未图示的贯穿孔。
98.并且,在本实施方式中,销pn穿过设置于上方按压部件51的贯穿孔531a及设置于下方按压部件52的贯穿孔。在本实施方式中,上方基部53及下方基部57以该销pn为中心摆动。
99.而且,在本实施方式中,在比销pn更靠纸张捆b侧设置有上方凹凸部54及下方凹凸部58,隔着销pn在与设置有纸张捆b的一侧相反的一侧设置有凸轮59。
100.在本实施方式中,若凸轮59受到凸轮马达m1的旋转力而旋转,则如图5的(b)所示,上方凹凸部54和下方凹凸部58以靠近的方式移动,纸张捆b被上方凹凸部54和下方凹凸部58挟持,对纸张捆b施加压力。由此,构成纸张捆b的纸张p的纤维缠绕,相邻的纸张p彼此接合,形成装订多个纸张p的装订部v。以下,将凸轮马达m1朝向上方凹凸部54和下方凹凸部58靠近的方向的旋转称为正向旋转。并且,凸轮马达m1可以理解为通过驱动力驱动上方按压部件51及下方按压部件52的驱动单元。
101.并且,若凸轮59受到基于凸轮马达m1的逆向旋转的旋转力而旋转,则上方凹凸部54和下方凹凸部58以分开的方式移动,由此,解除基于上方凹凸部54及下方凹凸部58的纸张捆b的按压。在此,逆向旋转是向与正向旋转相反的旋转。
102.另外,对于无钉装订单元50的具体结构,尤其是用于使上方凹凸部54和下方凹凸部58靠近来挟持纸张捆b的机构,并不限定于参考图5进行说明的结构。对于用于使上方凹凸部54和下方凹凸部58靠近来挟持纸张捆b的机构,可采用能够通过上方凹凸部54及下方凹凸部58挟持纸张捆b来加压的各种结构。
103.<装订处理中的按压部件与纸张捆之间的关系>
104.接着,对无钉装订单元50的装订处理中的上方按压部件51及下方按压部件52与纸张捆b之间的关系进行说明。
105.图6的(a)是表示无钉装订单元50开始装订处理之后经过的时间与供给至凸轮马达m1(参考图5)的电流的电流值之间的关系的图。并且,图6的(b)是表示经过时间t1时的上方按压部件51及下方按压部件52与纸张捆b之间的关系的图。并且,图6的(c)是表示经过时间t2时的上方按压部件51及下方按压部件52与纸张捆b之间的关系的图。
106.在无钉装订单元50的装订处理中,通过上方按压部件51和下方按压部件52靠近来与纸张捆b相接,并开始纸张捆b的按压,之后,随着时间的经过,上方按压部件51和下方按压部件52逐渐靠近并按压纸张捆b。
107.纸张处理控制部23以对上方按压部件51及下方按压部件52赋予为了使上方按压部件51和下方按压部件52靠近而所需的驱动力的方式进行控制。更具体地说,纸张处理控制部23以将为了使上方按压部件51和下方按压部件52靠近而所需的电流供给至凸轮马达m1的方式进行控制。并且,对凸轮马达m1供给电流的时间越长,上方按压部件51和下方按压部件52越靠近。因此,对凸轮马达m1供给电流的时间越长,纸张捆b中实施装订的部分的变形量越大。
108.在此,上方按压部件51及下方按压部件52若挟持纸张捆b则从纸张捆b受到反作用力,该反作用力越大,为了使上方按压部件51和下方按压部件52靠近而需要供给至凸轮马达m1的电流的电流值越大。因此,随着时间的经过而上方按压部件51及下方按压部件52从纸张捆b受到的反作用力变大时,供给至凸轮马达m1的电流的电流值也随着时间的经过而变大。并且,纸张捆b的反作用力越大施加于上方按压部件51及下方按压部件52的负荷越增加。
109.以下,对纸张处理控制部23通过使上方按压部件51及下方按压部件52将纸张捆b按压预先设定的时间来控制装订处理的情况进行说明。
110.若无钉装订单元50的装订处理开始,则首先凸轮马达m1受到电流的供给而旋转,并使凸轮59旋转。若凸轮59旋转,则如上所述,上方按压部件51的上方凹凸部54和下方按压
部件52的下方凹凸部58靠近,上方凹凸部54及下方凹凸部58与纸张捆b相接,对纸张捆b施加压力。
111.若对纸张捆b施加压力,则会产生纸张捆b的反作用力,但通过供给至凸轮马达m1的电流的电流值增加,上方凹凸部54和下方凹凸部58会进一步靠近。并且,若通过上方凹凸部54和下方凹凸部58靠近,纸张捆b被上方凹凸部54和下方凹凸部58挟持而伸展,则纸张捆b的反作用力也变大,施加于上方凹凸部54及下方凹凸部58的负荷也增加。通过如此,如图6的(a)所示,装订处理开始之后,随着时间的经过,供给至凸轮马达m1的电流的电流值增加。
112.若从装订处理开始之后经过时间t1,则上方按压部件51及下方按压部件52与纸张捆b之间的关系成为如图6的(b)所示。此时,纸张捆b被上方凹凸部54和下方凹凸部58挟持而伸展,变形为沿着上方凸部54a及下方凸部58a的形状。另一方面,在纸张捆b与上方凹部54b之间产生间隙g1,纸张捆b未变形为沿着上方凹凸部54的形状。换言之,纸张捆b未成为沿着上方连接面54c的状态。并且,在纸张捆b与下方凹部58b之间产生间隙g2,纸张捆b未变形为沿着下方凹凸部58的形状。换言之,纸张捆b未成为沿着下方连接面58c的状态。
113.并且,上方凹凸部54和下方凹凸部58进一步靠近,纸张捆b进一步伸展,构成纸张捆b的各纸张的纤维的一部分破断。若产生该破断,则纸张捆b的反作用力变小,施加于上方凹凸部54及下方凹凸部58的负荷减少。因此,如图6的(a)所示,在刚经过时间t1之后,为了使上方凹凸部54和下方凹凸部58靠近而供给至凸轮马达m1的电流的电流值减少。并且,此时,纸张捆b被进一步压入上方凹凸部54及下方凹凸部58。
114.若从装订处理开始之后经过时间t2,则上方按压部件51及下方按压部件52与纸张捆b之间的关系成为如图6的(c)所示。此时,纸张捆b进入在经过时间t1时(参考图6的(b))产生的间隙g1及间隙g2,在纸张捆b中由于破断而缠绕变得松弛的各纸张的纤维开始缠绕。由此,纸张捆b变形为沿着上方凹凸部54及下方凹凸部58的形状。换言之,纸张捆b成为沿着上方连接面54c及下方连接面58c的状态。
115.之后,若纸张捆b受到上方凹凸部54及下方凹凸部的按压力,则纸张捆b的反作用力会再次变大,但通过供给至凸轮马达m1的电流的电流值也再次增加,上方凹凸部54和下方凹凸部58进一步靠近,持续进行纸张捆b的按压。并且,若经过与上方按压部件51及下方按压部件52按压纸张捆b的预先设定的时间相对应的时间t3(参考图6的(a)),则结束向凸轮马达m1的电流供给。由此,解除基于上方按压部件51及下方按压部件52的纸张捆b的按压。
116.如此,在利用无钉装订单元50的装订处理中,通过上方按压部件51及下方按压部件52花费时间按压纸张捆b,装订纸张捆b。在此,作为上方按压部件51及下方按压部件52的按压时间,存在为了确保装订的性能而所需的按压时间,该按压时间根据构成成为装订处理对象的纸张捆b的纸张的张数而不同。因此,若与构成成为装订对象的纸张捆b的纸张的张数无关地根据规定的按压时间按压纸张捆b,则根据构成纸张捆b的纸张的张数,有时装订的性能下降。另外,按压时间是上方按压部件51及下方按压部件52按压纸张捆b的时间。
117.例如,构成纸张捆b的纸张的张数少时,为了装订该纸张捆b而所需的按压时间变短。另一方面,构成纸张捆b的纸张的张数多时,为了装订该纸张捆b而所需的按压时间变长。
118.并且,进行对纸张的张数少的纸张捆b的装订处理时,若设定与用于装订纸张的张
数多的纸张捆b的时间相同的按压时间,则会持续施加超过所需的负荷,如此一来,有时装订时的时间不必要地变长而生产率降低或纸张捆b中实施装订的部分会破损。并且,进行对纸张的张数多的纸张捆b的装订处理时,若设定与用于装订纸张的张数少的纸张捆b的时间相同的按压时间,则对纸张捆b的按压不充分,有时会导致装订不完全。
119.相对于此,在本实施方式中,纸张处理控制部23以成为与成为装订处理对象的纸张捆b相应的按压时间的方式进行控制。更具体地说,纸张处理控制部23以在装订处理开始之后施加于上方按压部件51及下方按压部件52的负荷减少的定时之后解除基于上方按压部件51及下方按压部件52的按压的方式进行控制。
120.利用无钉装订单元50装订纸张捆b时,纸张捆b被按压而构成纸张捆b的各纸张的纤维的一部分破断之后,纸张捆b进一步被按压而在纸张捆b中由于破断而缠绕变得松弛的各纸张的纤维缠绕,由此装订纸张捆b。在此,如上所述,在施加于上方按压部件51及下方按压部件52的负荷减少的定时,在纸张捆b中由于破断而缠绕变得松弛的各纸张的纤维开始缠绕。
121.因此,在本实施方式中,也可以持续按压纸张捆b,直至施加于上方按压部件51及下方按压部件52的负荷减少的定时之后,由此确保按压时间,直至在纸张捆b中由于破断而缠绕变得松弛的各纸张的纤维缠绕。换言之,在本实施方式中,持续按压纸张捆b,直至纸张捆b被上方按压部件51及下方按压部件52按压而纸张捆b成为沿着上方连接面54c及下方连接面58c的状态的定时之后。
122.<装订控制处理>
123.接着,对装订控制处理进行说明。装订控制处理为控制基于无钉装订单元50的纸张捆b的装订处理的处理。装订控制处理通过纸张处理控制部23的控制来进行。并且,若对纸张处理控制部23指示执行利用无钉装订单元50的装订处理,则开始装订控制处理。
124.图7是表示装订控制处理的流程的流程图。
125.首先,纸张处理控制部23判定构成成为装订处理对象的纸张捆b的纸张的张数是否为下限张数以上(s101)。下限张数为用于判定为需要设定与成为装订处理对象的纸张捆b相应的按压时间的纸张的张数下限值。下限张数可以理解为预先设定的第1张数。下限张数可以是任意张数,例如为5张。在本实施方式中,进行如下控制来实现装订处理的效率化,所述控制为在装订由比5张多的张数即8张等纸张构成的纸张捆b时进行按压时间的设定,使装订由比5张少的张数即3张等纸张构成的纸张捆b时的按压时间一致。
126.构成纸张捆b的纸张的张数比下限张数少时(在s101中为“否”),装订控制处理结束。此时,纸张处理控制部23通过利用无钉装订单元50将纸张捆b按压预先设定的时间来进行纸张捆b的装订处理。与构成成为装订处理对象的纸张捆b的纸张的张数无关地设定该预先设定的时间。
127.另一方面,构成纸张捆b的纸张的张数为下限张数以上时(在s101中为“是”),纸张处理控制部23向凸轮马达m1供给电流来使凸轮马达m1正向旋转驱动(s102)。由此,上方按压部件51和下方按压部件52靠近,开始基于上方按压部件51及下方按压部件52的纸张捆b的按压。
128.纸张处理控制部23判定供给至凸轮马达m1的电流的电流值是否已成为供给稳定值以上(s103)。供给稳定值是用于判定对凸轮马达m1的电流供给变得稳定的值。该供给稳
定值可以是任意值,例如为1a。在此,显示器s(参考图5)测定供给至凸轮马达m1的电流的电流值,当所测定的电流值成为供给稳定值以上时,向纸张处理控制部23发送信号。纸张处理控制部23根据是否接收到该信号来进行上述判定。在否定结果持续的期间,纸张处理控制部23持续进行步骤s103的处理。
129.另一方面,若供给至凸轮马达m1的电流的电流值成为供给稳定值以上(在s103中为“是”),纸张处理控制部23判定供给至凸轮马达m1的电流的电流值是否减少了非噪声值以上(s104)。非噪声值为用于判定为供给至凸轮马达m1的电流的电流值的减少不是电源的噪声引起的减少的值。该非噪声值例如为0.5a。在此,显示器s在供给至凸轮马达m1的电流的电流值减少了非噪声值以上时,检测施加于上方按压部件51及下方按压部件52的负荷减少的情况。显示器s若检测到施加于上方按压部件51及下方按压部件52的负荷的减少,则向纸张处理控制部23发送信号。纸张处理控制部23根据是否接收到该信号来进行上述判定。在否定结果持续的期间,纸张处理控制部23持续进行步骤s104的处理。
130.若供给至凸轮马达m1的电流的电流值减少非噪声值以上(s104中为“是”),则进入下一步骤。
131.纸张处理控制部23向凸轮马达m1供给特定时间的电流来使凸轮马达m1正向旋转驱动,并使基于上方按压部件51及下方按压部件52的纸张捆b的按压持续。之后,纸张处理控制部23使凸轮马达m1逆向旋转驱动,解除基于上方按压部件51及下方按压部件52的纸张捆b的按压(s105)。在此,特定时间是作为在基于上方按压部件51及下方按压部件52的纸张捆b的按压开始之后,从施加于上方按压部件51及下方按压部件52的负荷减少开始至纸张捆b的装订结束为止所需的时间来设定的时间。与构成成为装订处理对象的纸张捆b的纸张的张数无关地设定特定时间。
132.如上所述,在本实施方式中,纸张处理控制部23以在上方按压部件51及下方按压部件52开始按压纸张捆b之后上方按压部件51及下方按压部件52的负荷减少的时机之后解除按压的方式进行控制。更具体地说,在本实施方式中,纸张处理控制部23以在显示器s检测到上方按压部件51及下方按压部件52的负荷减少的时机之后解除按压的方式进行控制。换言之,在本实施方式中,纸张处理控制部23以在纸张捆b被上方按压部件51及下方按压部件52按压而纸张捆b沿着在上方凹凸部54中遍及上方凹部54b至上方凸部54a而形成的面的时机之后解除按压的方式进行控制。在此,遍及上方凹部54b至上方凸部54a而形成的面例如为上方连接面54c。
133.并且,在本实施方式中,显示器s检测供给至凸轮马达m1的电流的值的减少。尤其,在本实施方式中,显示器s在供给至凸轮马达m1的电流的值减少了0.5a以上时,检测上方按压部件51及下方按压部件52的负荷的减少。
134.并且,在本实施方式中,在纸张捆b的纸张的张数比下限张数多时,以在上方按压部件51及下方按压部件52的负荷减少的时机之后解除按压的方式进行控制。
135.<变形例>
136.接着,对装订控制处理的变形例进行说明。
137.图8是表示作为变形例的装订控制处理的流程的流程图。
138.首先,纸张处理控制部23进行步骤s201至步骤s203的处理。该步骤s201至步骤s203为与图7所示的装订控制处理的步骤s102至步骤s104的处理相同的处理。
139.若供给至凸轮马达m1的电流的电流值减少非噪声值以上(s203中为“是”),则纸张处理控制部23判定构成装订处理对象即纸张捆b的纸张的张数是否为负荷减少张数以下(s204)。负荷减少张数为用于判定为需要使通过基于上方按压部件51及下方按压部件52的按压而施加于纸张捆b的负荷减少的纸张张数的阈值。负荷减少张数可以是任意张数,例如为3张。并且,负荷减少张数可以理解为预先设定的第2张数。
140.构成纸张捆b的纸张的张数比负荷减少张数多时(s204中为“否”),进入下一步骤。
141.纸张处理控制部23对凸轮马达m1供给特定时间的将占空比作为第1值的脉冲来使其正向旋转驱动,并使基于上方按压部件51及下方按压部件52的纸张捆b的按压持续。之后,纸张处理控制部23使凸轮马达m1逆向旋转驱动,解除基于上方按压部件51及下方按压部件52的纸张捆b的按压(s205)。另外,占空比为脉冲宽度相对于脉冲周期的比例。第1值例如为0.5。
142.并且,构成纸张捆b的纸张的张数为负荷减少张数以下时(s204中为是),进入步骤s206。
143.纸张处理控制部23对凸轮马达m1供给特定时间的将占空比作为第2值的脉冲来使其正向旋转驱动,并使基于上方按压部件51及下方按压部件52的纸张捆b的按压持续。之后,纸张处理控制部23使凸轮马达m1逆向旋转驱动,解除基于上方按压部件51及下方按压部件52的纸张捆b的按压(s206)。在此,第2值为小于第1值的值。第2值例如为0.25。
144.另外,在上述的例中,根据构成纸张捆b的纸张的张数是否为负荷减少张数以下,变更供给至凸轮马达m1的脉冲的占空比,但并不限定于此。
145.纸张处理控制部23例如可以如下,即,纸张的张数比负荷减少张数多时,对凸轮马达m1供给特定时间的脉冲,纸张的张数为负荷减少张数以下时,对凸轮马达m1供给特定时间的直流电流。并且,纸张处理控制部23也可以如下,即,构成纸张捆b的纸张的张数为负荷减少张数以下时,与比负荷减少张数多时相比,缩短对凸轮马达m1供给电流的时间。即,构成纸张捆b的纸张的张数为负荷减少张数以下时,以与比负荷减少张数多时相比,减少施加于上方按压部件51及下方按压部件52的负荷的方式进行控制即可。
146.如上所述,在变形例中,纸张捆b的纸张的张数比负荷减少张数少时,与多时相比,纸张处理控制部23使上方按压部件51及下方按压部件52的负荷减少之后的上方按压部件51及下方按压部件52的负荷减少。
147.<变形例2>
148.接着,对装订控制处理的另一变形例(变形例2)进行说明。
149.图9的(a)是表示无钉装订单元50开始装订处理之后经过的时间与供给至凸轮马达m1的电流的电流值之间的关系的图。并且,图9的(b)是表示施加于上方按压部件51及下方按压部件52的负荷减少之前供给电流的时间的长度与负荷减少之后的按压时间之间的对应关系的图。
150.如上所述,在本实施方式中,在上方按压部件51及下方按压部件52的负荷减少的定时之后解除按压。在此,根据构成成为装订处理的对象的纸张捆b的纸张的张数,作为施加于上方按压部件51及下方按压部件52的负荷减少之后的按压时间,有时确保装订的性能所需的时间会不同。例如,构成纸张捆b的纸张的张数少时或由于纸张本身的厚度薄或者间隙多等而纸张捆b易变形时,纸张捆b易沿着凹凸的齿且还易产生装订所需的纸张捆b的变
化。另一方面,构成纸张捆b的纸张的张数多时或由于纸张本身的厚度厚或者间隙少等而纸张捆b不易变形时,纸张捆b不易沿着凹凸的齿且还不易产生装订所需的纸张捆b的变化。因此,纸张捆b沿着凹凸的齿为止的时间即施加于上方按压部件51及下方按压部件52的负荷减少为止所需的时间与之后所需的负荷的量具有相对关系。
151.因此,在变形例2中,将施加于上方按压部件51及下方按压部件52的负荷减少之后的按压时间控制为与纸张捆b相应的时间。更具体地说,与从开始对凸轮马达m1供给电流之后至施加于上方按压部件51及下方按压部件52的负荷减少为止的时间相应地设定按压时间。并且,在从开始对凸轮马达m1供给电流之后至施加于上方按压部件51及下方按压部件52的负荷即将减少之前为止的时间内,与供给至凸轮马达m1的电流的电流值相对于时间的斜率相应地设定按压时间。
152.将在开始装订处理之后开始对凸轮马达m1供给电流的定时设为时间t4(参考图9的(a)),将供给至凸轮马达m1的电流的电流值减少的定时设为时间t5。
153.若构成纸张捆b的纸张的张数变多,则有时时间t4至时间t5为止的时间会变长,在该情况下,有时从时间t5至纸张捆b的装订结束为止所需的按压时间也会变长。并且,若构成纸张捆b的纸张的张数变少,则有时时间t4至时间t5为止的时间会变短,在该情况下,有时从时间t5至纸张捆b的装订结束为止所需的按压时间也会变短。在本实施方式中,时间t4至时间t5为止的时间长时,以使施加于上方按压部件51及下方按压部件52的负荷减少之后的按压时间变长的方式进行控制。并且,时间t4至时间t5为止的时间短时,以使施加于上方按压部件51及下方按压部件52的负荷减少之后的按压时间变短的方式进行控制。另外,以下,将施加于上方按压部件51及下方按压部件52的负荷减少之后的按压时间称为减少后按压时间。
154.并且,若构成纸张捆b的纸张的张数变多,则在供给至凸轮马达m1的电流的电流值增加时,有时电流值相对于时间的斜率会变大。即,越是纸张的张数多的纸张捆b,被按压时产生的纸张捆b的反作用力越大,但与该大反作用力大相应地,为了使上方按压部件51和下方按压部件52靠近而所需的电流值也变大,电流值相对于时间的斜率变大。并且,若构成纸张捆b的纸张的张数变少,则在供给至凸轮马达m1的电流的电流值增加时,有时电流值相对于时间的斜率会变小。在本实施方式中,该电流值的斜率大时,以使减少后按压时间变长的方式进行控制。并且,电流值的斜率小时,以使减少后按压时间变短的方式进行控制。
155.显示器s按预先设定的时间,将表示供给至凸轮马达m1的电流的电流值的信息发送至纸张处理控制部23。预先设定的时间例如为0.1秒。纸张处理控制部23根据从显示器s获取的信息计算时间t4至时间t5为止的时间长度。并且,根据从显示器s获取的信息计算施加于上方按压部件51及下方按压部件52的负荷减少之前的电流值相对于对凸轮马达m1的电流供给时间的斜率。
156.图9的(b)所示的“时间”表示通过纸张处理控制部23计算出的时间t4至时间t5为止的时间长度。并且,图9的(b)所示的“斜率”表示通过纸张处理控制部23计算的电流值的斜率。
157.时间t4至时间t5为止的时间比长期时间“短”且电流值的斜率比长期斜率值“小”时,纸张处理控制部23将减少后按压时间设定为第1时间。在此,长期时间及长期斜率值均为用于判定为为了确保装订性能需要加长减少后按压时间的阈值。
158.并且,时间t4至时间t5为止的时间比长期时间“长”且电流值的斜率比长期斜率值“大”时,纸张处理控制部23将减少后按压时间设定为第2时间。第2时间为比第1时间长的时间。
159.并且,时间t4至时间t5为止的时间比长期时间“短”且电流值的斜率比长期斜率值“大”时,纸张处理控制部23将减少后按压时间设定为第2时间。
160.而且,时间t4至时间t5为止的时间比长期时间“长”且电流值的斜率比长期斜率值“大”时,纸张处理控制部23将减少后按压时间设定为第3时间。该第3时间为比第2时间长的时间。
161.图10是表示变形例2中的装订控制处理的流程的流程图。
162.首先,纸张处理控制部23进行步骤s301至步骤s303的处理。该步骤s301至步骤s303的处理为与图7所示的装订控制处理中的步骤s102至步骤s104的处理相同的内容。
163.若供给至凸轮马达m1的电流的电流值减少非噪声值以上(s303中为“是”)则进入下一步骤。
164.纸张处理控制部23计算开始对凸轮马达m1供给电流之后至施加于上方按压部件51及下方按压部件52的负荷减少为止的时间及供给至凸轮马达m1的电流的电流值相对于时间的斜率(s304)。
165.纸张处理控制部23根据计算出的时间的长度及电流值的斜率,将减少后按压时间设定为第1时间、第2时间及第3时间中的任一个。并且,对凸轮马达m1供给所设定的时间的电流来使其正向旋转驱动,并使基于上方按压部件51及下方按压部件52的纸张捆b的按压持续。之后,纸张处理控制部23使凸轮马达m1逆向旋转驱动,解除基于上方按压部件51及下方按压部件52的纸张捆b的按压(s305)。
166.如上所述,在本实施方式中,纸张处理控制部23控制在上方按压部件51及下方按压部件52的负荷减少的时机之后的上方按压部件51及下方按压部件52的按压时间。更具体地说,纸张处理控制部23根据上方按压部件51及下方按压部件52开始按压纸张捆b之后至上方按压部件51及下方按压部件52的负荷减少为止的时间来设定按压时间。
167.以上,对本发明的实施方式进行了说明,但本发明的技术范围并不限定于上述实施方式中记载的范围。从技术方案的范围的记载可知对上述实施方式加以各种变更或改良的方式也包含在本发明的技术范围中。
168.在本实施方式中,显示器s在检测到供给至凸轮马达m1的电流的电流值的减少时,检测施加于上方按压部件51及下方按压部件52的负荷的减少。在此,检测施加于上方按压部件51及下方按压部件52的负荷的减少的方法并不限定于检测电流值的方法。
169.例如,也可以将检测凸轮马达m1的输出的输出传感器设置于无钉装订单元50。凸轮马达m1的输出为凸轮马达m1驱动凸轮59的力。若供给至凸轮马达m1的电流值减少,则该凸轮马达m1的输出下降。换言之,若施加于上方按压部件51及下方按压部件52的负荷减少,则为了使上方按压部件51和下方按压部件52靠近而所需的凸轮马达m1的输出下降。因此,也可以设为输出传感器检测凸轮马达m1的驱动力的下降。更具体地说,可以设为在输出传感器检测到凸轮马达m1的输出的下降时,检测施加于上方按压部件51及下方按压部件52的负荷的减少。并且,也可以设为如下,即,纸张处理控制部23若从输出传感器获得施加于上方按压部件51及下方按压部件52的负荷减少的通知,则控制之后的按压时间。在该情况下,
输出传感器可以理解为检测上方按压部件51及下方按压部件52的负荷的减少的检测单兀。
170.并且,也可以将检测上方按压部件51的上方凹凸部54(参考图6的(b))与下方按压部件52的下方凹凸部58之间的距离的距离传感器设置于无钉装订单元50。当施加于上方按压部件51及下方按压部件52的负荷减少时,随着纸张捆b进入图6的(b)所示的间隙g1及间隙g2,上方凹凸部54和下方凹凸部58在每单位时间内靠近的程度变大。因此,距离传感器可以在检测到上方凸部54a与和该上方凸部54a对置的下方凹部58b之间的距离的每单位时间的变化量大于预先设定的变化量时,检测施加于上方按压部件51及下方按压部件52的负荷的减少。预先设定的变化量为用于判定为施加于上方按压部件51及下方按压部件52的负荷减少的阈值。并且,也可以设为如下,即,纸张处理控制部23若从距离传感器获得施加于上方按压部件51及下方按压部件52的负荷减少的通知,则控制之后的按压时间。在该情况下,距离传感器可以理解为检测上方按压部件51及下方按压部件52的负荷的减少的检测单元。
171.并且,也可以将检测上方按压部件51及下方按压部件52施加于纸张捆b的压力的压力传感器设置于无钉装订单元50。当施加于上方按压部件51及下方按压部件52的负荷减少时,上方按压部件51及下方按压部件52施加于纸张捆b的压力减少。因此,压力传感器可以在检测到施加于纸张捆b的压力的减少时,检测施加于上方按压部件51及下方按压部件52的负荷的减少。并且,也可以设为如下,即,纸张处理控制部23若从压力传感器获得施加于上方按压部件51及下方按压部件52的负荷减少的通知,则控制之后的按压时间。在该情况下,压力传感器可以理解为检测上方按压部件51及下方按压部件52的负荷的减少的检测单元。
172.并且,在本实施方式中,对纸张处理控制部23控制按压时间的情况进行了说明,但并不限定于此。
173.例如,纸张处理控制部23也可以根据施加于上方按压部件51及下方按压部件52的负荷减少的定时,控制上方按压部件51及下方按压部件52施加于纸张捆b的压力。纸张处理控制部23例如可以增加供给至凸轮马达m1的电流的电流值来代替加长按压纸张捆b的时间,从而增加基于上方按压部件51及下方按压部件52的纸张捆b的按压力。并且,纸张处理控制部23可以减少供给至凸轮马达m1的电流的电流值来代替缩短按压纸张捆b的时间,从而减少基于上方按压部件51及下方按压部件52的纸张捆b的按压力。
174.并且,也可以将检测凸轮马达m1的转速的转速传感器设置于无钉装订单元50。并且,纸张处理控制部23也可以从转速传感器获取凸轮马达m1的转速信息,并根据所获取的信息控制凸轮马达m1的转速。例如,纸张处理控制部23也可以以如下方式控制,即,在上方按压部件51及下方按压部件52的负荷减少之后,使凸轮马达m1正向旋转预先设定的次数之后使凸轮马达m1逆向旋转,从而解除上方按压部件51及下方按压部件52的按压。预先设定的次数为上方按压部件51及下方按压部件52的负荷减少之后为了装订纸张捆b所需的凸轮马达m1的转速。并且,纸张处理控制部23例如可以增加装订结束为止的凸轮马达m1的转速来代替加长按压纸张捆b的时间。并且,纸张处理控制部23可以减少装订结束为止的凸轮马达m1的转速来代替缩短按压纸张捆b的时间。
175.上述本发明的实施方式是以例示及说明为目的而提供的。另外,本发明的实施方式并不全面详尽地包括本发明,并且并不将本发明限定于所公开的方式。很显然,对本发明所属的领域中的技术人员而言,各种变形及变更是自知之明的。本实施方式是为了最容易
理解地说明本发明的原理及其应用而选择并说明的。由此,本技术领域中的其他技术人员能够通过对假定为各种实施方式的特定使用最优化的各种变形例来理解本发明。本发明的范围由以上的权利要求及其等同物来定义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1