发光显示装置、以及用于发光显示装置的带遮光层的纤维片的制作方法
1.本发明涉及通过来自发光构件的发光使文字、图标等记号、图案、图像进行发光显示的发光显示装置。
背景技术:
2.近年来,提出了一种发光显示装置,其利用透光性片材覆盖发光构件,在熄灭时不易看到发光构件的存在,在发光构件的发光体点亮时,在表面浮现出文字、图标等记号、图案、图像。
3.例如,下述专利文献1公开有一种合成皮革,其是在坯布上层叠了由聚氨酯树脂形成的表皮层而成的,380~780nm的波长区域的可见光透射率在局部为0.10~11.90%。而且,专利文献1公开了为了局部形成遮光区域而将切割成期望形状的厚纸粘贴、缝合、钩挂、熔接等在坯布的背侧。
4.另外,下述专利文献2公开了一种使用了透明或半透明的弹性体片的透光性的人造皮革片,其特征在于,在该弹性体片的背面或表面具备烟雾印刷层,在该弹性体片的背面、即最外层具备用于浮现文字、图形或花纹、或者它们的组合设计的掩模印刷层,在该弹性体片的表面设有皮革花纹的凹凸。
5.另外,下述专利文献3公开了一种皮革状发光片,其具备发光构件和包含纤维基材的透光性皮革状片,透光性皮革状片以覆盖发光构件的方式配置,使发光构件的发光从形成于面内的至少一个区域的透光部透过。而且,公开有如下内容:包含纤度0.8dtex以下的极细纤维的无纺布和高分子弹性体、且表观密度为0.5g/cm3以上的纤维基材由于致密,因此尺寸稳定性优异,而且在对应于透光部的区域,在形成与对应于非透光部的区域相比被切削而薄层化的薄壁部时,精密加工性优异等,从这一方面考虑也是优选的。另外,公开了通过对纤维基材涂布含有着色剂的涂液并干燥,形成遮光层。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2013-177714号公报
9.专利文献2:日本特开2014-173203号公报
10.专利文献3:日本特开2016-081817号公报
技术实现要素:
11.发明所要解决的问题
12.如专利文献3所公开,在具有透光性的无纺布、织物等纤维片上形成局部的遮光区域而得到的带遮光层的纤维片优选用于制造通过来自发光构件的发光而使文字、图标等记号、图案、图像进行发光显示的发光显示装置。为了在纤维片上形成局部的遮光区域,可以考虑使用印刷形成遮光层的方法。根据这样的方法,能够容易地生产使文字、图标等记号、图案、图像进行发光显示的发光显示装置所优选使用的带遮光层的纤维片。
13.但是,在对现有的纤维片印刷了用于形成遮光区域的遮光层的情况下,油墨的承载产生不均,由此,难以形成涂布不均少的高遮光性的遮光区域。
14.本发明的目的在于提供具备形成有遮光层的带遮光层的纤维片的发光显示装置中的具备通过印刷形成且高遮光性和涂布不均少的遮光层的带遮光层的纤维片。
15.用于解决问题的方法
16.本发明的一方面提供一种发光显示装置,其具备发光构件和覆盖发光构件的发光面的带遮光层的纤维片,其中,带遮光层的纤维片包含纤维片和局部印刷于纤维片的至少任一面而形成的遮光层,纤维片的形成有遮光层的面的基于iso25178的算术平均高度sa为3~20μm,纤维片的表观密度为0.5g/cm3以上。在这样的发光显示装置中,在使作为带遮光层的纤维片的背光而配置的发光构件进行发光时,选择性地遮挡来自发光构件的发光,使文字、图标等记号、图案、图像进行发光显示。另一方面,在发光构件不发光时,发光构件被纤维片覆盖而隐藏。而且,根据形成有遮光层的面的算术平均高度sa为3~20μm、表观密度为0.5g/cm3以上的纤维片,能够通过印刷而容易地形成高遮光性和涂布不均少的遮光层。
17.另外,在遮光层被印刷在纤维片的位于发光面一侧的第一面的情况下,即使在位于外表面侧的第二面形成有后述的表面树脂层或形成有经起毛处理的设计面时,也不会对设计面造成影响,能够在纤维片上形成遮光层。另外,在遮光层被印刷在纤维片的不位于发光面一侧的第二面的情况下,即使在为了将后述的透明树脂成型体一体化而在位于发光面一侧的第一面进行注塑成型时,印刷而成的遮光层也不易由于注塑成型的热及压力而渗出或流动。
18.另外,就带遮光层的纤维片而言,在纤维片的不位于发光面一侧的第二面具有将表层的纤维进行了立毛处理的立毛面的情况下,能够形成麂皮状皮革等立毛皮革的外观,从这一方面考虑是优选的。另外,优选在具有立毛面的带遮光层的纤维片中具有可见光波长范围380~780nm的光透射率的平均值为5~15%、进一步为7~12%的透光部。
19.另外,就带遮光层的纤维片而言,在纤维片的不位于发光面一侧的第二面进一步具备具有透光性的表面树脂层的情况下,通过选择表面树脂层的设计,能够赋予具有粒面皮革感、木质感、石材感、金属感等高级感的外观,从这一方面考虑是优选的。
20.另外,在纤维片包含纤度1dtex以下的极细纤维的无纺布和含浸赋予至无纺布的3~40质量%的高分子弹性体的情况下,容易得到算术平均高度sa为3~20μm、表观密度为0.5g/cm3以上的纤维片,从这一方面考虑是优选的。
21.另外,本发明的另一方面提供一种带遮光层的纤维片,其是覆盖发光构件的发光面并选择性地透射发光构件的发光而使记号、图案、图像进行发光显示的发光显示装置所使用的带遮光层的纤维片,其包含:具有位于发光面一侧的第一面及位于外表面侧的第二面的纤维片、和局部印刷于第一面及第二面中至少任一面的遮光层,纤维片的形成有遮光层的面的基于iso25178的算术平均高度sa为3~20μm,纤维片的表观密度为0.5g/cm3以上。
22.发明效果
23.根据本发明,可得到在具备形成有遮光层的带遮光层的纤维片的发光显示装置中的通过印刷形成且涂布不均少、具备高遮光性的带遮光层的纤维片。
附图说明
24.图1是具备第一实施方式的带遮光层的纤维片3的发光显示装置10的示意图。
25.图2是带遮光层的纤维片3的示意图。
26.图3是具备第二实施方式的带遮光层的纤维片13的发光显示装置20的示意图。
27.图4是带遮光层的纤维片13的示意图。
28.图5是具备第三实施方式的带遮光层的纤维片23的发光显示装置30的示意图。
29.图6是带遮光层的纤维片23的示意图。
30.图7是具备第四实施方式的带遮光层的纤维片33的发光显示装置40的示意图。
31.图8是带遮光层的纤维片33的示意图。
32.图9是打磨处理工序的工序示意图。
33.符号说明
34.1 纤维片
35.2 遮光层
36.3 带遮光层的纤维片
37.4 表面树脂层
38.5 发光构件
39.5a 发光二极管装置(led)
40.5b 电路基板
41.10 第一实施方式的发光显示装置
42.11 纤维片
43.20 第二实施方式的发光显示装置
44.30 第三实施方式的发光显示装置
45.40 第四实施方式的发光显示装置
46.50 基材
47.100 打磨处理装置
48.111 送出辊
49.112 卷取辊
50.113 压接辊
51.114 打磨辊
52.115 驱动辊
53.116 抛光带
54.d 透光部
55.e 发光
具体实施方式
56.对本发明的发光显示装置及用于制造该发光显示装置的带遮光层的纤维片的实施方式进行说明。
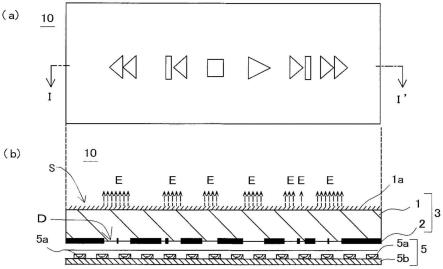
57.图1是第一实施方式的发光显示装置10的示意图,图1(a)示出了发光显示装置10发光时的情况的俯视示意图,图1(b)示出了图1(a)的i-i’截面的截面示意图。
58.参照图1(b),发光显示装置10具备发光构件5和覆盖发光构件5的发光面的带遮光层的纤维片3。发光构件5是在电路基板5b安装有多个发光二极管装置(led)5a的面发光装置。而且,发光构件5的led 5a通过被供给电力而发光。作为发光构件,可以使用发光显示装置等图像显示装置。另外,作为发光构件的亮度,从保持遮光层的遮蔽性,同时能够充分确保显示性能的方面考虑,优选为20~200流明,进一步优选为30~100流明。
59.图2是构成发光显示装置10的、带遮光层的纤维片3的示意图。图2(a)表示带遮光层的纤维片3的俯视示意图,图2(b)表示图2(a)的ii-ii’截面的截面示意图。
60.带遮光层的纤维片3包含纤维片1,该纤维片1包含无纺布、织物、或编物这样的纤维结构体。纤维片1具有位于发光显示装置10的发光面的一侧的第一面l、以及位于外表面侧的第二面s。第二面s是通过对形成纤维片1的表层的纤维进行打磨处理而起毛的具有麂皮状外观的立毛面1a。
61.如图2(a)所示,在带遮光层的纤维片3中,作为被局部印刷的遮光层2,形成有使表示音频装置的操作状态的停止、播放、跳过一曲、返回一曲、快进、倒退的图标的记号浮现的透光部d。需要说明的是,印刷的文字、图标等记号、图案、图像的设计可以根据目的而自由地选择。需要说明的是,“局部”是指具有未形成遮光层的透光部。
62.在对纤维片1的第一面l照射发光构件5发出的光的情况下,光入射到未形成遮光层的透光部d,穿过纤维片1从第二面s射出光。就纤维片1的透光性而言,可见光波长范围380~780nm内的透射率的算术平均值优选为0.1%以上,进一步优选为1.0%以上,特别优选为5.0%以上,尤其是优选为10%以上。在纤维片的可见光透射率的算术平均值过低的情况下,具有发光显示的文字、图标等记号、图案、图像变得不鲜明的倾向。另外,作为遮光层的透光性,优选可见光波长范围380~780nm内的透射率的算术平均值为0.05%以下,进一步为0.02%以下。
63.如上所述,在带遮光层的纤维片3中,在除表示音频装置的操作状态的图标的记号、即透光部d之外的部分,通过印刷而形成了黑色的遮光层2。遮光层2通过以例如包含碳黑、氧化钛等遮蔽性高的颜料和粘合剂的颜料油墨、包含具有遮光性的深色染料的染料油墨等油墨在纤维片1的表面进行印刷而形成。另外,在带遮光层的纤维片3中,纤维片1的形成遮光层2的面的算术平均高度sa为3~20μm。另外,纤维片1的表观密度为0.5g/cm3以上。
64.此外,参照图1(b),在发光显示装置10中,在对发光构件5的led 5a赋予电流而使发光面发光的情况下,光从带遮光层的纤维片3的位于发光面一侧的第一面入射,光射入纤维片1的未形成遮光层2的透光部d,穿过纤维片1,如箭头e所示,从作为外表面侧的第二面s的与第一面的未形成遮光层2的区域对置的区域射出光。其结果是,如图1(a)所示,通过射出的光,在带遮光层的纤维片3的外表面侧的第二面浮现出说明音频装置的操作状态的图标。需要说明的是,在将发光构件5的led 5a熄灭的情况下,图标不易辨识,而且,发光构件5从外面也不易辨识。
65.另外,带遮光层的纤维片可以进一步在纤维片的不位于发光面一侧的第二面、即成为发光显示装置的外表面侧的面具备具有透光性的表面树脂层。图3是作为这样的发光显示装置的第二实施方式的发光显示装置20的示意图。图3(a)是示出了发光显示装置20发光时的情况的俯视示意图,图3(b)是图3(a)的iii-iii’截面的截面示意图。
66.参照图3(b),发光显示装置20具备发光构件5和覆盖发光构件5的发光面的带遮光
层的纤维片13。发光构件5与第一实施方式的发光构件5相同。另外,图4是构成发光显示装置20的带遮光层的纤维片13的示意图。图4(a)示出了带遮光层的纤维片13的俯视示意图,图4(b)示出了图4(a)的iv-iv’截面的截面示意图。
67.对于第二实施方式的发光显示装置20而言,在第一实施方式的发光显示装置10中,使用了在纤维片11的第二面层叠了具有透光性的表面树脂层4而成的带遮光层的纤维片13来代替纤维片1的不位于发光面一侧的第二面为麂皮状立毛面的带遮光层的纤维片3,除此之外,具有与第一实施方式的发光显示装置10相同的构成。
68.另外,带遮光层的纤维片可以在纤维片的不位于发光面一侧的第二面、即成为发光显示装置的外表面侧的面具备遮光层。图5是这样的第三实施方式的发光显示装置30的示意图。图5(a)是示出了发光显示装置30发光时的情况的俯视示意图,图5(b)是图5(a)的v-v’截面的截面示意图。
69.参照图5(b),第三实施方式的发光显示装置30具备发光构件5和覆盖发光构件5的发光面的带遮光层的纤维片23。发光构件5与第一实施方式的发光构件5相同。另外,图6是构成发光显示装置30的带遮光层的纤维片23的示意图。图6(a)是带遮光层的纤维片23的俯视示意图,图6(b)是示出了图6(a)的vi-vi’截面的截面示意图。
70.对于第三实施方式的发光显示装置30而言,第二实施方式的发光显示装置20中,使用了在纤维片11的不位于发光面一侧的第二面形成有遮光层12的带遮光层的纤维片23来代替在纤维片11的位于发光面一侧的第一面形成遮光层2,除此之外,具有与第二实施方式的发光显示装置20相同的构成。
71.根据使用了图5及图6所示的在纤维片11的不位于发光面一侧的第二面形成有遮光层12的带遮光层的纤维片23的第三实施方式的发光显示装置30,由于在接近纤维片11的外表面的位置形成有遮光层12,因此发光e的轮廓变得清晰。需要说明的是,根据第一实施方式及第二实施方式的发光显示装置10及发光显示装置20,由于从遮光层2入射的光在纤维片1的内部发生扩散,因此,与第三实施方式的发光显示装置30相比,具有发光e的轮廓稍微不鲜明的倾向。
72.对于第四实施方式的发光显示装置40而言,在第三实施方式的发光显示装置20中,使用了在纤维片11的位于发光面一侧的第一面形成有遮光层2、并且在纤维片1的不位于发光面一侧的第二面也形成有遮光层12的带遮光层的纤维片23,除此之外,具有与第二实施方式的发光显示装置20相同的构成。
73.使用了图7及图8所示的在纤维片11的位于发光面一侧的第一面及不位于发光面一侧的第二面这两者形成有遮光层12的带遮光层的纤维片33的第四实施方式的发光显示装置40实现如下的发光。第一面通过遮光层2提高入射光的指向性。另外,与第三实施方式的发光显示装置30同样,通过在接近外表面的第二面形成遮光层12,发光e的轮廓比发光显示装置30更清楚。另外,在将第一面的遮光层和第二面的遮光层设为互不相同的设计的情况下,可以进行自由度更优异的设计。
74.以上,对于第一实施方式~第四实施方式的发光显示装置的基本构成说明了其概要。接着,对于作为各实施方式的发光显示装置的特征的带遮光层的纤维片,按照其制造方法进行详细说明。
75.用于带遮光层的纤维片的制造的纤维片包含无纺布、织物、编物等纤维结构体,根
据需要,在纤维结构体的空隙中含浸赋予高分子弹性体。在纤维结构体中,优选为无纺布,特别优选为纤度1dtex以下的极细纤维的无纺布。极细纤维的无纺布易于提高纤维密度,提高表观密度,容易减小纤维的粗密不均,使表面平滑。以下,作为代表例详细说明使用包含极细纤维的无纺布的纤维基材的情况。
76.极细纤维的无纺布通过例如对海岛型(基质-微区型)复合纤维那样的极细纤维发生型纤维进行抱合处理并进行极细纤维化处理而得到。需要说明的是,在本实施方式中,对使用海岛型复合纤维的情况详细地进行说明。需要说明的是,也可以使用海岛型复合纤维以外的极细纤维发生型纤维来代替海岛型复合纤维,另外,也可以不使用极细纤维发生型纤维而将极细纤维纺丝。作为除海岛型复合纤维以外的极细纤维发生型纤维的具体例,可举出剥离分割型纤维、花瓣型纤维等,所述剥离分割型纤维是在纺丝后立即将多个极细纤维轻轻粘接而形成、并可通过机械性操作将其解开而形成多个极细纤维的纤维,所述花瓣型纤维是在熔融纺丝工序中使多种树脂交替地聚集成花瓣状而形成的。
77.在极细纤维无纺布的制造中,首先通过将可选择性去除的构成海岛型复合纤维的海成分(基质成分)的热塑性树脂、以及构成海岛型复合纤维的岛成分(微区成分)的热塑性树脂进行熔融纺丝,并拉伸而制造海岛型复合纤维,所述海岛型复合纤维的岛成分为形成极细纤维的树脂成分。
78.作为海成分的热塑性树脂,可以选择与岛成分的树脂在溶剂中的溶解性或在分解剂中的分解性不同的热塑性树脂。作为构成作为形成海成分的热塑性树脂的具体例子,可以列举例如:水溶性聚乙烯醇类树脂、聚乙烯、聚丙烯、聚苯乙烯、乙烯-丙烯树脂、乙烯-乙酸乙烯酯树脂、苯乙烯-乙烯树脂、苯乙烯-丙烯酸树脂等。
79.作为形成岛成分且形成极细纤维的树脂成分、即热塑性树脂,只要是能够形成海岛型复合纤维及极细纤维的树脂即可,没有特别限定。具体而言,可举出例如:聚对苯二甲酸乙二醇酯(pet)、间苯二甲酸改性pet、磺基间苯二甲酸改性pet、聚对苯二甲酸丁二醇酯、聚对苯二甲酸己二醇酯等芳香族聚酯;聚乳酸、聚丁二酸乙二醇酯、聚丁二酸丁二醇酯、聚丁二酸己二酸丁二醇酯、聚羟基丁酸酯-聚羟基戊酸酯树脂等脂肪族聚酯;聚酰胺6、聚酰胺66、聚酰胺10、聚酰胺11、聚酰胺12、聚酰胺6-12等聚酰胺;聚丙烯、聚乙烯、聚丁烯、聚甲基戊烯、含氯聚烯烃等聚烯烃等。它们可以单独使用,也可以组合两种以上使用。
80.作为极细纤维无纺布的制造方法,可以列举例如:将海岛型复合纤维进行熔融纺丝而制造网,将网进行抱合处理,然后从海岛型复合纤维中选择性地去除海成分而形成极细纤维的方法。作为制造网的方法,可以列举:对通过纺粘法等纺丝而成的长纤维海岛型复合纤维不进行切断而捕集至网上来形成长纤维网的方法、将长纤维切断成短纤维而形成短纤维网的方法等。其中,从容易提高纤维密度、提高表观密度、容易减小纤维的粗密不均而使表面平滑的方面考虑,特别优选为长纤维网。另外,为了赋予形态稳定性,也可以对形成的网实施熔接处理。
81.需要说明的是,长纤维不是指纺丝后有意切断而成的短纤维,而是指连续的纤维。进一步具体而言,是指例如,不是有意切断成纤维长度3~80mm左右的短纤维的纤维。极细纤维化前的海岛型复合纤维的纤维长度优选为100mm以上,在技术上是能够制造的,而且,只要不是在制造工序中不可避免地被切断,也可以达到数米、数百米、数千米或更长的纤维长度。需要说明的是,由于后述的抱合时的针刺、表面的抛光,在制造工序中有时长纤维的
一部分不可避免被地切断而形成短纤维。
82.在直至去除海岛型复合纤维的海成分而形成极细纤维的任意工序中,通过实施抱合处理及利用水蒸气进行的热收缩处理等纤维收缩处理,能够使海岛型复合纤维致密。作为抱合处理,例如可举出将网叠合5~100片左右,进行针刺、高压水流处理的方法。
83.海岛型复合纤维的海成分在形成网之后的适当的阶段被溶解或分解,被提取去除。通过这样的分解去除或溶解去除,海岛型复合纤维被极细纤维化,形成纤维束状的极细纤维的无纺布。纤维束状的极细纤维的无纺布也可以通过热收缩处理、加热辊或加热压而进一步提高表观密度。
84.极细纤维的纤度没有特别限定,从容易使极细纤维的纤维密度变高而使表观密度变高,从而使用于印刷遮光层的油墨容易通过毛细现象渗入纤维片的方面考虑,优选为纤度1dtex以下,进一步优选为0.01~0.6dtex,特别优选为0.02~0.5dtex。
85.为了赋予形态稳定性,赋予充实感,根据需要也可以在无纺布等纤维结构体的纤维间的空隙中含有高分子弹性体。高分子弹性体的种类没有特别限定。作为其具体例,可举出例如:聚碳酸酯类聚氨酯、聚酯类聚氨酯、聚醚类聚氨酯等各种聚氨酯;丙烯酸类弹性体;聚氨酯丙烯酸复合弹性体;聚氯乙烯;合成橡胶等。其中,从粘接性、机械特性优异的方面考虑,优选为聚氨酯。
86.作为对无纺布等纤维结构体赋予高分子弹性体的方法,可举出使高分子弹性体的溶液或乳液含浸于纤维结构体后,使高分子弹性体凝固的方法。作为使高分子弹性体的溶液或乳液含浸于纤维结构体的方法,优选采用进行1次或多次以在纤维结构体中成为给定的含浸状态的方式浸渍溶液或乳液并利用加压辊等进行挤压的处理的浸渍夹持法。另外,作为其它的方法,也可以采用棒涂法、刮刀涂布法、辊涂法、缺角轮涂布法、喷涂法等。
87.通过将高分子弹性体的溶液或乳液含浸于纤维结构体中,使高分子弹性体凝固,能够对纤维结构体赋予高分子弹性体。
88.作为纤维片中的高分子弹性体的含有比例,从通过提高纤维密度而使纤维片的表观密度变高、用于印刷遮光层的油墨容易通过毛细管现象渗入的方面考虑,优选为3~40质量%,进一步优选为8~35质量%,特别优选为12~30质量%。
89.由此,可得到纤维片的基材。得到的纤维片的基材根据需要通过切片处理、打磨处理等进行厚度调整。
90.然后,纤维片的基材被进一步压制,调整表观密度。具体而言,通过对纤维片的基材在常温下进行压制或进行加热的热压,减少纤维片的基材中的空隙,提高纤维结构体的纤维密度。压制的装置没有特别限定,优选使用手动加压机、辊压机。
91.在压制的情况下,作为其压制压力,从保持外观品质的方面考虑,优选以5~20mpa,进一步优选以8~15mpa左右进行压制。另外,在使用热压的情况下,作为加热辊的设定温度,从保持外观品质的方面考虑,优选为100~150℃,进一步优选为110~120℃。
92.由此,可调整纤维片的基材的表观密度。压制后的纤维片的表观密度为0.50g/cm3以上,优选为0.50~0.95g/cm3,特别优选为0.50~0.90g/cm3。在压制后的纤维片的表观密度低于0.50g/cm3的情况下,纤维密度低,因此,用于印刷遮光层的油墨通过毛细现象向厚度方向的渗入减少而容易在面方向上扩散。为此,难以以能够形成遮光性高和涂布不均少的遮光层的方式均匀地涂布油墨。
93.另外,在纤维片的基材中,为了使印刷遮光层的纤维片的面平滑,优选通过打磨对纤维片的基材的印刷遮光层的面进行平滑化处理。
94.作为使印刷遮光层的面平滑的打磨处理,可举出如下方法:使表面被砂纸覆盖的旋转的打磨辊与纤维片的基材的印刷遮光层的面接触,实施磨削处理。通过这样的打磨处理,使纤维片的基材的印刷遮光层的面平滑。
95.图9表示对纤维片的基材50的印刷遮光层的面n进行打磨的使用了打磨处理装置100的打磨处理工序的工序示意图的一例。如图9所示,打磨处理装置100具有:送出基材50的送出辊111、卷取基材50的卷取辊112、压接辊113、打磨辊114、驱动辊115、以及抛光带116。基材50朝向卷取辊112沿行进方向c被输送。
96.抛光带116是表面为砂纸的环状带,架设于打磨辊114和驱动辊115。在驱动辊115上连接有使未图示的轴旋转的旋转驱动马达,通过轴的旋转而使驱动辊115旋转,由此,使架设于打磨辊114和驱动辊115的抛光带116旋转。
97.打磨辊114和压接辊113以夹隔基材50对置的方式配置。压接辊113是圆周面平滑的橡胶制辊。压接辊113向d方向按压基材50。压接辊113沿旋转方向c旋转,打磨辊114沿旋转方向b旋转。
98.基材50一边被施加张力,一边从送出辊111向卷取辊112沿方向a送出。然后,从送出辊111送出,被卷取辊112卷取。对于基材50而言,在从送出到卷取的过程中,使架设于打磨辊114的旋转的抛光带116的砂纸与基材50的印刷遮光层的面n接触,由此进行打磨处理。
99.抛光带116在外周具有例如#120~#600左右的粘固有细磨粒的砂纸。
100.通过在压接辊113和打磨辊114之间调整对基材50的印刷遮光层的面n赋予的d方向的压力,可调整施加于打磨辊114的负载电流。在负载电流过低的情况或过高的情况下,电流值稳定的运行变得困难。
101.打磨辊114的转速取决于打磨辊的直径、砂纸的型号,优选为300~1500rpm,进一步优选为300~1000rpm。基材50的输送速度也取决于打磨辊的直径、砂纸的型号,优选为2~10m/min,进一步优选为3~6m/min。
102.将从送出辊111送出的基材50进行打磨处理时,抛光带116对基材50的印刷遮光层的面n施加的剪切力可以通过使打磨辊114的转速和负载电流、基材50的输送速度发生变化而调整。在打磨辊114的转速、电流值、输送速度大的情况下,剪切力增大,在打磨辊114的转速、电流值、输送速度小的情况下,剪切力减小。
103.通过如上所述的打磨处理,使纤维片的印刷遮光层的面变得平滑。对于这样调整的纤维片的形成遮光层的面而言,基于iso 25178的算术平均高度sa为3~20μm,优选为3~12μm。需要说明的是,基于iso25178的算术平均高度(sa)是表示各点的高度相对于表面的平均面之差的绝对值的平均的参数。
104.在纤维片的形成遮光层的面的算术平均高度sa超过20μm的情况下,印刷遮光层的面过于起毛而缺乏平滑感,在印刷中油墨不精确地刷至印刷面,油墨发生扩散,因此,形成的遮光层成为不均匀的厚度,发光产生不均。另外,在纤维片的形成遮光层的面的算术平均高度sa低于3μm的情况下,涂布油墨后,锚定效应难以发挥作用,油墨的固定性降低。
105.由此,可得到用于形成遮光层的纤维片。纤维片的厚度可根据设为目标的可见光透射率、用途而适当调整,优选为0.1~3mm,进一步优选为0.15~1mm,特别优选为0.2~
0.9mm。在纤维片过厚的情况下,具有透光性降低的倾向。
106.然后,通过在得到的纤维片的算术平均高度sa被调整为3~20μm的面印刷遮光层,从而得到覆盖发光构件的发光面并使发光构件的发光选择性地透射而使文字、图标等记号、图案、图像进行发光显示的发光显示装置中使用的带遮光层的纤维片。
107.遮光层通过利用油墨在纤维片的算术平均高度sa被调整为3~20μm的面印刷待发光显示的文字、图标等记号、图案、图像而形成。作为遮光层的印刷中使用的印刷方法,可举出丝网印刷、凹版印刷、喷墨印刷等。在这些方法中,从能够通过较廉价的工艺稳定地涂布遮光层、印刷量产性优异的方面考虑,优选为丝网印刷。
108.遮光层的印刷中使用的油墨可使用包含碳黑、氧化钛等遮蔽性高的颜料和丙烯酸类树脂等粘合剂的颜料油墨、包含深色染料的染料油墨。另外,用于印刷的油墨的粘度可根据印刷方法而设计为优选的范围,在丝网印刷的情况下,从适当浸透至纤维片的方面考虑,优选利用溶剂稀释后的涂布油墨的粘度为10~100pa
·
sec左右。
109.作为这样形成的遮光层的厚度,优选为5~80μm,进一步优选为20~50μm左右。
110.另外,如第二实施方式的发光显示装置20及第三实施方式的发光显示装置30中所示,可以在纤维片11的第二面上形成具有透光性的表面树脂层4。
111.表面树脂层4是用于赋予粒面皮革感、木质感、石材感、金属感等具有高级感的设计性的外观的具有透光性的树脂层。通过在纤维片11的不位于发光面一侧的成为外表面侧的第二面层叠形成具有透光性的表面树脂层,能够对发光显示装置赋予粒面皮革感、木质感、石材感、金属感等具有高级感的设计方面的外观。
112.作为形成表面树脂层的方法,可举出如下方法:通过干式造面法、直接涂布法等方法在纤维片的表面形成包含聚氨酯等具有透光性的高分子弹性体的树脂层的方法。干式造面法是在脱模纸等支撑基材上形成包含高分子弹性体的树脂膜后,在该树脂膜的表面涂布粘接剂,与纤维片的表面贴合,根据需要进行压制粘接,剥离脱模纸,由此形成具有透光性的表面树脂层的方法。另外,直接涂布法是将包含高分子弹性体的液态树脂或树脂液直接涂布于纤维片的表面之后,使其固化,由此形成表面树脂层的方法。
113.作为用于形成表面树脂层的高分子弹性体,可以使用聚氨酯、丙烯酸类弹性体等。表面树脂层选择具有透光性的材料。用于形成这样的表面树脂层的高分子弹性体的种类没有特别限定。作为其具体例,可举出例如:聚碳酸酯类聚氨酯、聚酯类聚氨酯、聚醚类聚氨酯等各种聚氨酯;丙烯酸类弹性体;聚氨酯丙烯酸复合弹性体;聚氯乙烯弹性体;合成橡胶等。这些高分子弹性体可以单独使用,也可以组合2种以上使用。其中,从耐磨损性、耐弯曲性等机械特性优异的方面考虑,优选为聚氨酯。表面树脂层的厚度没有特别限定,例如,优选为20~200μm左右。另外,表面树脂层也可以以纤维片的立毛共存的方式形成。
114.表面树脂层的透光性优选为带遮光层的纤维片的透光部的可见光透射率成为0.1%以上、进一步成为1.0%以上、特别成为5.0%以上、尤其成为10%以上那样的透光性。
115.以上说明的发光显示装置可以根据目的及用途而适当改变其构成。具体而言,例如,可以使透明树脂成型体与纤维片的发光面一侧的第一面的表层一体化。具体而言,在模内成型用模具的模腔内,以与模腔表面对置的方式配置带遮光层的纤维片的不位于发光面一侧的第二面,进行将透明树脂注塑至模腔内的注塑成型,由此,使具有透光性的透明树脂成型体与发光面一侧的第一面一体化。
116.以上说明的实施方式的发光装置能够在家电产品、汽车、飞机、船舶、建筑物等的内装的装饰中形成发光显示的表面。
117.实施例
118.以下,通过实施例更具体地说明本发明。需要说明的是,本发明的范围并不受这些实施例任何限定。
119.首先,以下对本实施例中使用的评价方法进行总结说明。
120.(算术平均高度sa)
121.使用非接触式的表面粗糙度/形状测定机“数字显微镜vhx-6000”(keyence公司制造)测定了纤维片的遮光层的印刷面的基于iso 25178的算术平均高度sa。具体而言,利用聚酯制的毛刷(nippon seal公司制造etiquette brush(注册商标)、通称seal brush)沿顺纹方向对纤维片的遮光层的印刷面整毛10次,通过从高亮度led照射的结构化照明光,利用400万像素单色c-mos相机以100倍的倍率对被整毛的面的18mm
×
24mm的范围进行了发生畸变的条纹投影图像拍摄。然后,对得到的图像进行分析处理,求得算术平均高度(sa)。测定进行3次,并采用其平均值作为各数值。
122.(表观密度)
123.依据jis l 1913测定厚度(mm)及单位面积重量(g/cm2),根据这些值计算出表观密度(g/cm3)。
124.(纤度)
125.对于纤度而言,以3000倍拍摄立毛人造皮革的截面的扫描电子显微镜(sem)照片,随机选择10个纤维的截面并测定截面面积,计算出该截面面积的平均值,根据各树脂的密度进行换算而计算出纤度。
126.(透光性)
127.对于纤维片的透光部的透光性而言,使用分光光度计u-4100(hitachihigh-tech sciences公司)测定可见光波长范围380~780nm的透射率,计算其平均值,求得可见光透射率,通过求得的可见光透射率进行了评价。
128.(涂布性)
129.在各纤维片的印刷遮光层的面,使用黑油墨及丝网印版(t-270)在100mm见方丝网印刷厚度约20μm的遮光层,根据以下基准,通过肉眼观察判定了有无黑油墨的涂布不均。
130.a:均匀地涂布
131.b:存在未涂布的部分/具有涂布不均
132.(遮光性)
133.从丝网印刷后的带遮光层的纤维片的印刷面照射光源,根据以下基准,通过肉眼观察判定了从相反面观察时的光的透射程度。光源设为亮度40流明、直径3.5mm的圆形,与样品的距离设为1.0mm。
134.a:完全不透光。
135.b:以光源的轮廓不清晰的程度透射。
136.c:以光源的轮廓清晰的程度透射。
137.[实施例1]
[0138]
使作为海成分的热塑性树脂的乙烯改性聚乙烯醇、作为岛成分的热塑性树脂的tg
为110℃的经间苯二甲酸改性的聚对苯二甲酸乙二醇酯分别单独地熔融。然后,向复合纺丝用喷嘴供给各熔融树脂,该复合纺丝用喷嘴以并列状配置有多个喷嘴孔,可以形成在海成分中分布有25个均匀截面面积的岛成分的截面。此时,一边调节压力一边进行供给,使得海成分与岛成分的质量比成为海成分/岛成分=25/75。然后,从设定成喷嘴温度260℃的喷嘴孔喷出熔融树脂。
[0139]
然后,用以平均纺丝速度成为3700m/分的方式调节了气流压力的喷气喷嘴型的抽吸装置对从喷嘴孔喷出的熔融树脂进行抽吸而拉伸,纺丝平均纤度为2.1dtex的海岛型复合长纤维。对于纺丝得到的海岛型复合长纤维,一边从网的背面抽吸一边连续地堆积在可动型的网上。然后,为了抑制表面的毛刺,利用42℃的金属辊轻轻按压网上的堆积的海岛型复合长纤维。然后,从网剥离海岛型复合长纤维,使其穿过表面温度75℃的格子花纹的金属辊与背辊之间,由此,以线压200n/mm进行热压。由此,得到了长纤维网。
[0140]
接着,向得到的长纤维网的表面喷雾混合有抗静电剂的油剂后,使用叠布装置叠合10片长纤维网,制作叠合网,进一步喷雾防断针油剂。然后,通过针刺叠合网,进行三维抱合处理,得到了抱合网。
[0141]
得到的抱合网通过如下所述进行湿热收缩处理而致密化。具体而言,相对于抱合网均匀地喷雾10质量%的18℃的水,在温度70℃、相对湿度95%的气体氛围中,在不施加张力的状态下放置3分钟进行热处理,由此,使其湿热收缩,提高表观的纤维密度。然后,为了使抱合网进一步致密化而进行了干热辊压制。
[0142]
接着,如下所述使聚氨酯含浸于致密化后的抱合网中。使以聚碳酸酯/醚类聚氨酯为主体的聚氨酯乳液(固体成分浓度30%)含浸于致密化后的抱合网中。然后,利用150℃的干燥炉干燥水分,进一步使非发泡的聚氨酯交联。
[0143]
将得到的聚氨酯与抱合网的复合体在95℃的热水中浸渍20分钟,由此,提取去除海岛型复合长纤维中包含的海成分,利用120℃的干燥炉进行干燥。由此,得到了厚度约1.50mm的纤维片的基材。
[0144]
然后,将厚度约1.50mm的纤维片的基材切片成两半。然后,利用#120的砂纸以成平坦的方式打磨纤维片的基材的位于后述的发光构件的发光面一侧且印刷遮光层的面、即第一面。打磨处理的条件如下,将打磨辊的转速设定为650
±
50rpm,将旋转方向相对于纤维片的行进方向设定为反方向,将基材的输送速度设定为3m/min,以厚度的实测值成为目标厚度的0.36
±
0.03mm的方式进行两次处理。另外,对于发光构件的不位于发光面一侧的成为发光显示装置的外表面侧的第二面的打磨处理而言,除了变更成#240的砂纸以外,在与第一面相同的条件下进行。
[0145]
然后,将手动加压机的模具温度设定为常温,将面压设定为8.8mpa,对上述纤维片进行了压制。由此,得到了纤维片a。
[0146]
纤维片a是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布中的聚氨酯的厚度0.35mm、表观密度0.515g/cm3的纤维片。纤维片a的印刷遮光层的面的基于iso 25178的算术平均高度sa为8.8μm,将其相反面形成为算术平均高度sa为13.4μm的麂皮状的立毛面。
[0147]
将结果示于下述表1。纤维片a是显示出良好的涂布性和高遮光性的纤维片。
[0148][0149]
[实施例2]
[0150]
除了将压制温度变更成110℃来代替常温以外,与实施例1同样地进行,制造了纤
维片b。纤维片b是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的厚度0.23mm、表观密度0.815g/cm3的纤维片。纤维片b的印刷遮光层的面的基于iso 25178的算术平均高度sa为5.6μm,将其相反面形成为算术平均高度sa为5.2μm的麂皮状的立毛面。将结果示于表1。纤维片b是表现出良好的涂布性和高遮光性的纤维片。
[0151]
[实施例3]
[0152]
除了将压制温度变更成140℃来代替常温以外,与实施例1同样地进行,制造了纤维片c。纤维片c是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的厚度0.22mm、表观密度0.853g/cm3的纤维片。纤维片c的印刷遮光层的面的基于iso 25178的算术平均高度sa为4.2μm,将其相反面形成为算术平均高度sa为4.1μm的麂皮状的立毛面。将结果示于表1。纤维片c是表现出良好的涂布性和高遮光性的纤维片。
[0153]
[实施例4]
[0154]
除了在压制后,利用#120的砂纸对印刷面实施打磨处理以外,与实施例1同样地进行,制造了纤维片d。纤维片d是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的厚度0.36mm、表观密度0.535g/cm3的纤维片。纤维片d的印刷遮光层的面的基于iso 25178的算术平均高度sa为17.8μm,将其相反面形成为算术平均高度sa为14.1μm的麂皮状的立毛面。将结果示于表1。纤维片d是表现出良好的涂布性和高遮光性的纤维片。
[0155]
[实施例5]
[0156]
在剥离纸的表面涂布聚碳酸酯类无黄变型的聚氨酯树脂的溶液,以80℃干燥10分钟,由此,形成了厚度30μm的聚氨酯膜。然后,在形成的聚氨酯膜的表面上进一步涂布成为粘接层的聚碳酸酯类无黄变型的双组份固化型聚氨酯溶液,以50℃干燥3分钟,由此,形成了厚度70μm的粘接层。由此,形成了厚度100μm的平坦的树脂层。
[0157]
然后,在实施例1中得到的纤维片a的算术平均高度sa为13.4μm的面贴合形成于剥离纸的粒面状的树脂层,以80℃加热2分钟。由此,制备了具备树脂层的厚度0.45mm的粒面状人造皮革的纤维片e。纤维片e是含浸赋予了聚氨酯的无纺布的表观密度为0.540g/cm3的纤维片。纤维片e的印刷遮光层的面的基于iso 25178的算术平均高度sa为9.1μm。将结果示于表1。纤维片e是表现出良好的涂布性和高遮光性的纤维片。
[0158]
[比较例1]
[0159]
除了未实施压制处理以外,与实施例1同样地进行,制造了纤维片f。纤维片f是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的厚度0.41mm、表观密度0.452g/cm3的纤维片。纤维片f的印刷遮光层的面的基于iso 25178的算术平均高度sa为8.6μm,将其相反面形成为算术平均高度sa为12.4μm的麂皮状的立毛面。将结果示于表1。纤维片f没有涂布不均,涂布性良好,但在来自光源的光照射时,在遮光层确认到很少的漏光,遮光性低。
[0160]
[比较例2]
[0161]
除了未实施压制处理,并利用#100的砂纸打磨印刷遮光层的面、即第一面来代替用#120的砂纸进行打磨以外,与实施例1同样地进行,制造了纤维片g。纤维片g是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的厚度0.41mm、表观密度0.466g/cm3的纤维片。纤维片g的印刷遮光层的面的基于iso 25178的算术平均高度sa为
21.7μm,将其相反面形成为算术平均高度sa为12.7μm的麂皮状的立毛面。将结果示于表1。纤维片g是具有涂布不均、涂布性差、在来自光源的光照射时在遮光层确认到极少的漏光、遮光性也低的纤维片。
[0162]
[比较例3]
[0163]
以具有包含纤度0.05dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的方式变更纤维片基材的制造条件,且未实施压制处理,并利用#100的砂纸打磨印刷遮光层的面、即第一面来代替利用#120的砂纸进行打磨,除此以外,与实施例1同样地进行,制造了纤维片h。纤维片h是厚度0.41mm、表观密度0.582g/cm3的纤维片。纤维片h的印刷遮光层的面的基于iso 25178的算术平均高度sa为24.2μm,将其相反面形成为算术平均高度sa为12.8μm的麂皮状的立毛面。将结果示于表1。纤维片h的遮光性良好,但具有涂布不均。
[0164]
[比较例4]
[0165]
准备了在表观密度为0.429g/cm3的含浸赋予了聚氨酯的无纺布的表面具有聚氨酯树脂层的厚度0.57mm的作为粒面状人造皮革的纤维片i。纤维片i的印刷遮光层的面的基于iso 25178的算术平均高度sa为34.5μm。将结果示于表1。纤维片i是具有涂布不均、而且在来自光源的光照射时遮光层与透光部的边界不清楚且缺乏遮蔽性的纤维片。
[0166]
[比较例5]
[0167]
除了追加了在打磨后为了使印刷遮光层的面、即第一面变得平滑而涂布少量的聚氨酯进行填充处理的工序以外,与实施例2同样地进行,制造了纤维片j。纤维片j是具有包含纤度0.08dtex的极细纤维的无纺布和含浸赋予至无纺布的聚氨酯的厚度0.21mm、表观密度0.891g/cm3的纤维片。纤维片j的印刷遮光层的面的基于iso 25178的算术平均高度sa为2.5μm,将其相反面形成为算术平均高度sa为4.9μm的麂皮状的立毛层。将结果示于表1。纤维片j的遮光性良好,但具有涂布不均。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1