具有上下双面内容层的立体玩具折页书及其生产工艺的制作方法
1.本发明属于玩具折页书及其生产工艺技术领域,具体是涉及一种具有上下双面内容层的立体玩具折页书及其生产工艺。
背景技术:
2.市场上供儿童阅读小故事的玩具书多种多样,一般的玩具折页书,如公开号cn214647052u公布的《一种触感体验版仔书》、cn204543579u公布的《一种内嵌式翻页的儿童玩具书》等,它们通常只具有单面内容层,而且目前立体玩具书生产领域,由于所用材料多样,产品结构和工艺复杂,在实际生产过程中,即使部分流程可以由自动化设备完成,但是在转贴、组装等环节仍依赖手工操作来完成成品,无法实现全自动化生产,整体生产效率较低、成本高。
技术实现要素:
3.本发明目的在于针对上述问题,提供一种具有上下双面内容层的立体玩具折页书及其生产工艺,解决折页书结构单一、成本高、生产效率低等问题。
4.本发明是通过以下技术方案实现的:具有上下双面内容层的立体玩具折页书,其包括基材层,于该基材层的上下表面均分别依次复合有粘接层、书页层,且所述书页层的内部面域中分别成型有若干个镂空部,于每个镂空部内附着有与镂空部形状相应的至少一层图案层。
5.所述粘接层亦开设与书页层相应的镂空部,所述图案层通过基材层或图案层材料自身的粘性或磁性方式相互附着位于镂空部内;或通过印刷、镶嵌方式定位于镂空部内。
6.所述基材层、粘接层、书页层上均成型有折痕线。
7.所述折痕线有两组以上,折页书通过折痕线呈风琴式折叠。
8.本发明同时提供一种立体玩具折页书的高速旋转模切生产工艺,玩具折页书包括基材层、粘接层、书页层,该生产工艺采用高速旋转模切机进行,其包括如下步骤:
9.步骤a,通过裁边圆刀模切辊组对粘接层料带进行裁边,再将裁好边的粘接层料带与书页层料带复合,然后通过镂空圆刀模切辊组在粘接层料带和书页层料带上模切成型出镂空部轮廓线,排除镂空部轮廓线内的粘接层和书页层废料,形成具有镂空部的粘接层料带、书页层料带复合料带;将具有镂空部的粘接层料带、书页层料带复合料带与基材层料带复合;
10.步骤b,再通过图案圆刀模切辊在图案层料带上模切出图案层,并使图案层对位进入书页层料带和粘接层料带的镂空部中并附着在基材层料带上;最后根据折页书规格进行分切。
11.作为一种较佳的实施例,步骤a中,在基材层料带的上下两面均分别复合粘接层料带和书页层料带,具体为:
12.在高速旋转模切机的起始端,在第一书页层料带的下方复合第一托底保护膜料
带,在第一书页层料带的上方,上下复合第一粘接层料带和第一过渡离型膜料带,通过第一裁边圆刀模切辊组在第一粘接层料带两侧成型料带边缘线后剥离料带边缘线以外的第一粘接层料带废料,再通过第一翻转辊组将第一粘接层料带和第一过渡离型膜料带翻转复合到第一书页层料带上,形成自下而上依次为第一托底保护膜料带、第一书页层料带、第一粘接层料带、第一过渡离型膜料带的四层复合料带;然后将该四层复合料带通过第一镂空圆刀模切辊组模切,在第一过渡离型膜料带、第一粘接层料带、第一书页层料带上形成第一镂空部轮廓线,再通过第一排废料带排除第一过渡离型膜料带以及位于第一镂空部轮廓线内的第一过渡离型膜废料、第一粘接层废料和第一书页层废料,然后在第一粘接层料带上方复合基材层料带,形成自下而上依次为第一托底保护膜料带、具有镂空部的第一书页层料带、具有镂空部的第一粘接层料带、基材层料带的四层主料带;
13.在高速旋转模切机的中段、在基材层料带的上方处,沿与主料带运行反方向,先复合第二托底保护膜料带和第二书页层料带,再于第二书页层料带的上方、沿与主料带运行同向,上下复合第二粘接层料带和第二过渡离型膜料带,并通过第二裁边圆刀模切辊组在第二粘接层料带两侧成型料带边缘线后剥离料带边缘线以外的第二粘接层料带废料,再通过第二翻转辊组将第二粘接层料带翻转与第二书页层料带复合,然后经过第二镂空圆刀模切辊组模切,在第二过渡离型膜料带、第二粘接层料带、第二书页层料带上形成第二镂空部轮廓线,再通过第二排废料带排除第二过渡离型膜料带以及位于第二镂空部轮廓线内的第二过渡离型膜废料、第二粘接层废料和第二书页层废料,再通过第三翻转辊组将该复合料带翻转复合到主料带的基材层料带上,形成自下而上依次为:第一托底保护膜料带、具有镂空部的第一书页层料带、具有镂空部的第一粘接层料带、基材层料带、具有镂空部的第二粘接层料带、具有镂空部的第二书页层料带、第二托底保护膜料带;即此时基材层料带的上下两面均分别复合粘接层料带和书页层料带;
14.上述七层复合料带进行步骤b作业,先剥离位于上层的第二托底保护膜料带,通过位于料带上方的放料辊放料的上图案层料带和上图案圆刀模切辊成型出对应第二镂空部形状的第二图案层,并使第二图案层对位进入第二书页层的第二镂空部中,与基材层料带上表面吸附;然后剥离位于下方的第一托底保护膜料带,通过位于料带下方的放料辊放料的下图案层料带和下图案圆刀模切辊成型出对应第一镂空部形状的第一图案层,并使第一图案层对位进入第一书页层的第一镂空部中,与基材层料带下表面吸附;
15.最后,再于料带下方复合第三托底保护膜料带,通过分切圆刀模切辊组对含有上下图案层的料带进行分切,模切出基材层、粘接层、书页层的外形轮廓以及中部的折痕线,再排除第三托底保护膜料带即可。
16.上述工艺中,所述基材层为pet膜材或磁性材料,所述粘接层为双面胶,所述图案层为布料或皮毛或亮片或其他可提供触觉或视觉反馈的材料,所述书页层为平纹布或书写纸。
17.折页书分切后,根据页数叠合后沿一边装订、另一边沿折痕线切断形成常规开页书。
18.另一种实施例中,立体玩具折页书的高速旋转模切生产工艺,玩具折页书包括基材层、粘接层、书页层,该生产工艺采用高速旋转模切机进行,其包括如下步骤:
19.步骤a,通过镂空圆刀模切辊组在书页层料带上模切成型出镂空部轮廓线,排除镂
空部轮廓线内的书页层废料,再将该书页层料带与粘接层料带复合到基材层料带表面;
20.步骤b,再通过图案圆刀模切辊在图案层料带上模切出图案层,并使图案层对位进入书页层料带的镂空部中并附着在粘接层料带上;最后根据折页书规格进行分切。
21.本发明玩具折页书采用自动化高速旋转模切工艺生产,提高了产品自动化生产率,降低人工成本,生产效率高,且适用于多种不同材质的料带进行运行,而且具有上下双面内容层结构,相同空间的书页具有更多的内容,从而使用产品的成本进一步降低。
附图说明
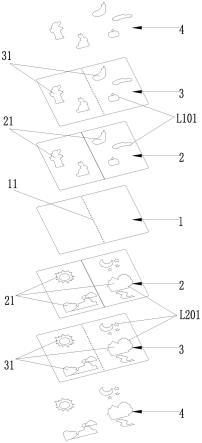
22.图1为本发明一种实施例折页书的分解示意图;
23.图2是本发明生产工艺的运行流程图;
24.图3是本发明另一种实施例的层次结构示意图;
25.图中字母u所在辊为收集废料或自带膜的收料辊。
具体实施方式
26.下面结合具体实例及附图来进一步阐述本发明。
27.如图1-图3所示,具有上下双面内容层的立体玩具折页书,其包括基材层1,于该基材层1的上下表面均分别依次复合有粘接层2、书页层3,且所述粘接层2、书页层3的内部面域中分别成型有若干个镂空部21、31,于每个镂空部21内的基材层1表面附着有与镂空部形状相应的至少一层图案层4。
28.所述基材层1、粘接层2、书页层3上均成型有折痕线11。
29.所述折痕线11有两组以上,折页书可通过折痕线11呈风琴式折叠。或者,折页书分切后,根据页数叠合后沿一边装订、另一边沿折痕线切断形成常规开页书。
30.本发明同时提供一种立体玩具折页书的高速旋转模切生产工艺,玩具折页书包括基材层1、粘接层2、书页层3,该生产工艺采用高速旋转模切机进行,其包括如下步骤:
31.步骤a,通过裁边圆刀模切辊组对粘接层料带进行裁边,再将裁好边的粘接层料带与书页层料带复合,然后通过镂空圆刀模切辊组在粘接层料带和书页层料带上模切成型出镂空部轮廓线,排除镂空部轮廓线内的粘接层和书页层废料,形成具有镂空部的粘接层料带、书页层料带复合料带;将具有镂空部的粘接层料带、书页层料带复合料带与基材层料带复合;
32.步骤b,再通过图案圆刀模切辊在图案层料带上模切出图案层,并使图案层对位进入书页层料带和粘接层料带的镂空部中并附着在基材层料带上;最后根据折页书规格进行分切。
33.结合图2所示,作为一种较佳的实施例,步骤a中,在基材层料带j1的上下两面均分别复合粘接层料带和书页层料带,具体为:
34.在高速旋转模切机的起始端,在第一书页层料带s1的下方复合第一托底保护膜料带t1,在第一书页层料带s1的上方,上下复合第一粘接层料带n1和第一过渡离型膜料带g1,通过第一裁边圆刀模切辊组c1在第一粘接层料带n1两侧成型料带边缘线后剥离料带边缘线以外的第一粘接层料带废料,再通过第一翻转辊组z1将第一粘接层料带n1和第一过渡离型膜料带g1翻转复合到第一书页层料带s1上,形成自下而上依次为第一托底保护膜料带
t1、第一书页层料带s1、第一粘接层料带n1、第一过渡离型膜料带g1的四层复合料带;然后将该四层复合料带通过第一镂空圆刀模切辊组l1模切,在第一过渡离型膜料带g1、第一粘接层料带n1、第一书页层料带s1上形成第一镂空部轮廓线l101,再通过第一排废料带p1排除第一过渡离型膜料带g1以及位于第一镂空部轮廓线l101内的第一过渡离型膜废料、第一粘接层废料和第一书页层废料,然后在第一粘接层料带n1上方复合基材层料带j1,形成自下而上依次为第一托底保护膜料带t1、具有镂空部的第一书页层料带s1、具有镂空部的第一粘接层料带n1、基材层料带j1的四层主料带;
35.在高速旋转模切机的中段、在基材层料带j1的上方处,沿与主料带运行反方向,先复合第二托底保护膜料带t2和第二书页层料带s2,再于第二书页层料带s2的上方、沿与主料带运行同向,上下复合第二粘接层料带n2和第二过渡离型膜料带g2,并通过第二裁边圆刀模切辊组c2在第二粘接层料带n2两侧成型料带边缘线后剥离料带边缘线以外的第二粘接层料带废料,再通过第二翻转辊组z2将第二粘接层料带n2翻转与第二书页层料带s2复合,然后经过第二镂空圆刀模切辊组l2模切,在第二过渡离型膜料带g2、第二粘接层料带n2、第二书页层料带s2上形成第二镂空部轮廓线l201,再通过第二排废料带p2排除第二过渡离型膜料带g2以及位于第二镂空部轮廓线l201内的第二过渡离型膜废料、第二粘接层废料和第二书页层废料,再通过第三翻转辊组z3将该复合料带翻转复合到主料带的基材层料带j1上,形成自下而上依次为:第一托底保护膜料带t1、具有镂空部的第一书页层料带s1、具有镂空部的第一粘接层料带n1、基材层料带j、具有镂空部的第二粘接层料带n2、具有镂空部的第二书页层料带s2、第二托底保护膜料带t2;即此时基材层料带j1的上下两面均分别复合粘接层料带和书页层料带;
36.上述七层复合料带进行步骤b作业,先剥离位于上层的第二托底保护膜料带t2,通过位于料带上方的放料辊放料的上图案层料带a1和上图案圆刀模切辊d1成型出对应第二镂空部形状的第二图案层42,并使第二图案层42对位进入第二书页层的第二镂空部中,与基材层料带j1上表面吸附;然后剥离位于下方的第一托底保护膜料带t1,通过位于料带下方的放料辊放料的下图案层料带a2和下图案圆刀模切辊d2成型出对应第一镂空部形状的第一图案层,并使第一图案层对位进入第一书页层的第一镂空部中,与基材层料带下表面吸附;
37.根据镂空部的形状和数量,可以选择对应形状和所需数量的上、下图案圆刀模切辊,以生产出不同形状和数量的图案层;或者,每个镂空部内同时容纳多种不同材质的图案层,可以翻页取出或调整上下顺序等;例如本实施例中,上图案圆刀模切辊d1、下图案圆刀模切辊d2分别有三个,其对应不同材质、不同形状的图案层,例如布料、不同颜色亮片等,对应在镂空部内形成三层图案层4,使图案层具有不同的触感或视觉效果,便于幼童辨认;
38.最后,再于料带下方复合第三托底保护膜料带t2,通过分切圆刀模切辊组q1对含有上下图案层的料带进行分切,模切出基材层1、粘接层2、书页层3的外形轮廓以及中部的折痕线11,再排除第三托底保护膜料带t3即可。
39.该折页书成品叠合时可以通过一边切边,另一边装订的方式变成常规开页书籍。
40.上述工艺中,所述基材层为pet膜材,所述粘接层为双面胶,所述图案层为布或亮片,所述书页层为平纹布或书写纸。
41.另一种实施例中,立体玩具折页书的高速旋转模切生产工艺,玩具折页书包括基
材层、粘接层、书页层,该生产工艺采用高速旋转模切机进行,其包括如下步骤:步骤a,通过镂空圆刀模切辊组在书页层料带上模切成型出镂空部轮廓线,排除镂空部轮廓线内的书页层废料,再将该书页层料带与粘接层料带复合到基材层料带表面;步骤b,再通过图案圆刀模切辊在图案层料带上模切出图案层,并使图案层对位进入书页层料带的镂空部中并附着在粘接层料带上;最后根据折页书规格进行分切。这种实施例中,粘接层不形成镂空部,仅书页层形成镂空部,图案层可以利用粘接层的粘性附着在粘接层上位于镂空部中。
42.另一种产品实施例中,书页层中的镂空部形状稍小于图案层,图案层通过镶嵌方式与书页层固定。
43.另一种产品实施例中,贴合图案层的步骤可以替换成印刷图案层,通过印刷辊组在图案层料带上印刷图案形成图案层。
44.综上,本发明玩具折页书采用自动化高速旋转模切工艺生产,提高了产品自动化生产率,降低人工成本,生产效率高,且适用于多种不同材质的料带进行运行,而且具有上下双面内容层结构,相同空间的书页具有更多的内容,从而使用产品的成本进一步降低。
45.以上实施例仅为本发明较优的实施方式,仅用于解释本发明,而非限制本发明,本领域技术人员在未脱离本发明精神实质与原理下所作的任何改变、替换、组合、简化、修饰等,均应为等效的置换方式,均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1