一种数字化防伪二维码铝板、制备方法及防伪瓶盖与流程
本发明属于包装装备,具体地说涉及一种数字化防伪二维码铝板、制备方法及防伪瓶盖。
背景技术:
1、铝板传统生产工艺大多为铝板正反两面进行涂布加工,获得产品需要的颜色,正面经过印刷获得产品的图案,最后在正面涂上透明光油,然后转入后续制盖加工,制盖经过落料、拉伸出铝筒时为半成品,在瓶盖半成品时用二维码喷码机对瓶盖顶部进行喷码作业,然后单独对瓶盖内垫进行二维码光刻,再将瓶盖进行滚扎获得需要的结构,然后与内垫进行组装,最后进行产品内外码关联检测,完成后即为成品。这种传统二维码防伪数字化是在瓶盖顶部与瓶盖内部垫片上面进行二维码喷码或激光刻码,然后导入防伪数据,用户在使用产品时对瓶盖顶部和内部进行扫码,从而对产品进行识别。在生产过程中生产效率低下,每分钟只能达到200~250个的生产速度,同时内码与外码容易出现数据关联错误,导致废品率严重超标达到6%。且传统垫片刻码后,对垫片有了一定的损伤,如果与内容物长期接触可能会导致损伤处破损、掉渣、脱落等不良现象、造成二维码无法识别或食品安全问题。
技术实现思路
1、本发明为了解决上述问题,提供了一种数字化防伪二维码铝板、制备方法及防伪瓶盖。
2、本发明的技术方案是这样实现的:一种数字化防伪二维码铝板,铝板正面设有数个二维码外码,在铝板反面与正面二维码外码相对应处设有二维码内码,铝板正面和反面分别设有保护性光油和食品级保护光油,每对二维码外码和二维码内码存有相互关联的防伪数据;
3、制备数字化防伪二维码铝板的方法,包括以下工艺步骤:
4、(1)、铝板涂布:将铝板正反两面进行涂布加工,获得产品需要的颜色,正面经过印刷获得产品图案;
5、(2)、光刻:对铝板正面进行二维码喷码,对铝板反面与正面二维码相对应处进行激光刻码,同时对内外码进行检测和关联,导入防伪数据;
6、(3)涂油:在铝板正面涂抹保护性光油,在铝板反面涂抹食品级保护光油,光油涂抹厚度为 0.013mm,涂油后进行烘干,烘干温度为165℃,时间为15分钟,烘干后即为成品防伪二维码铝板。
7、优选的,所述铝片正面的保护性光油为df70t0-8035,铝板反面食品级保护光油为sy9938;
8、利用数字化防伪二维码铝板制作的防伪瓶盖,包括外盖、连接筒、垫片,所述垫片为圆环形垫片,所述外盖上表面设有二维码外码,外盖内表面设有二维码内码,所述二维码外码与二维码内码相互关联,所述外盖内表面的二维码内码位于所述圆环形垫片中间圆孔内。
9、本发明的有益效果是:本发明在瓶盖包装的原材料铝板生产时直接进行内外码喷码和激光刻码同步生产,解决了内外码数据关联的同步问题,废品率大大降低,仅在3‰左右,同时生产效率大大提高,每分钟可达1800个左右,效率提高了7~9倍,可很好地满足客户的需求,大大减少了后期生产工序的各项检测;本发明制成的防伪瓶盖在外盖内外进行内外码喷码和激光刻码,与圆环形垫片组装,圆环形垫片的中间孔不会遮挡外盖内表面的二维码内码,扫码更为清晰,且相比于传统工艺则节省了垫片用料30%,与内容物长期接触不会导致损伤处破损、掉渣、脱落等不良现象,更符合食品卫生要求。
技术特征:
1.一种数字化防伪二维码铝板,其特征在于铝板正面设有数个二维码外码,在铝板反面与正面二维码外码相对应处设有二维码内码,铝板正面和反面分别设有保护性光油和食品级保护光油,每对二维码外码和二维码内码存有相互关联的防伪数据。
2.制备如权利要求1所述数字化防伪二维码铝板的方法,其特征在于包括以下工艺步骤:
3.如权利要求2所述的一种制备数字化防伪二维码铝板的方法,其特征在于所述铝板正面的保护性光油为8035,铝板反面的食品级保护光油为 sy-9938。
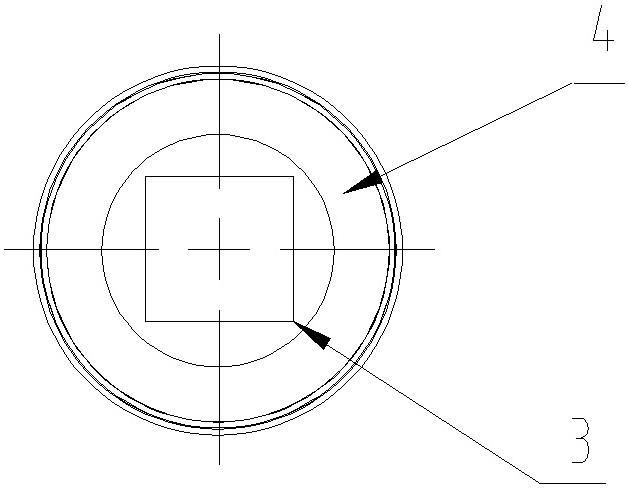
4.利用权利要求1所述数字化防伪二维码铝板制作的防伪瓶盖,包括外盖(1)、连接筒(5)、垫片(4),其特征在于所述垫片(4)为圆环形垫片,所述外盖(1)上表面设有二维码外码(2),外盖(1)内表面设有二维码内码(3),所述二维码外码(2)与二维码内码(3)相互关联,所述外盖内表面的二维码内码(3)位于所述圆环形垫片(4)中间圆孔内。
技术总结
本发明提供了一种数字化防伪二维码铝板、制备方法及防伪瓶盖,铝板正面设有数个二维码外码,在铝板反面与正面二维码外码相对应处设有二维码内码,铝板正面和反面分别设有保护性光油和食品级保护光油,每对二维码外码和二维码内码存有相互关联的防伪数据。本发明在瓶盖包装的原材料铝板生产时直接进行内外码喷码和激光刻码同步生产,解决了内外码数据关联的同步问题,废品率降低,生产效率提高,减少了后期生产工序的各项检测;且使用圆环形垫片,相比于传统工艺则节省了垫片用料30%,与内容物长期接触不会导致损伤处破损、掉渣、脱落等不良现象。
技术研发人员:都丞霖
受保护的技术使用者:烟台盛创包装科技股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!