电子照相用刮板、处理盒、和电子照相图像形成设备的制作方法
1.本公开涉及电子照相用刮板、处理盒、和电子照相图像形成设备。
背景技术:
2.在电子照相图像形成过程中,电子照相用刮板用于将显影剂(以下,也称为"调色剂")的层厚度调节为薄层,显影剂由显影剂承载构件承载并且输送至图像承载构件。使电子照相用刮板与显影剂承载构件接触,并且使调色剂通过在接触区域中形成的空间,以调节调色剂层的厚度。
3.目前使用的此类电子照相用刮板包括压接至显影剂承载构件的树脂层,和用于以预定的压接力将刮板压接至显影剂承载构件的板簧。具有此类构造的电子照相用刮板容易以均匀的压接力压接在整个显影剂承载构件上。日本专利申请特开no.2008
‑
90160公开了包括板簧和树脂层的电子照相用刮板,其中树脂层包括热塑性聚酯弹性体。近来,需要提供高品质图像的高速、高耐久电子照相设备。在中速以上的打印机中,电子照相图像形成设备内的振动和显影剂承载构件的振动增大。这些振动会引起显影剂承载构件和电子照相用刮板之间的接触区域振动,从而在某些情况下产生不稳定的接触状态。此类不稳定的接触区域会导致显影剂承载构件中显影剂的层厚度不均匀,在某些情况下产生横条纹形式的浓度不均匀的电子照相图像(以下,也称为"条带图像(banding images)")。
技术实现要素:
4.本公开的至少一个方面旨在提供有助于提供高品质电子照相图像的电子照相用刮板。本公开的至少一个方面旨在提供能够形成高品质电子照相图像的处理盒。此外,本公开的至少一个方面旨在提供可以提供高品质电子照相图像的电子照相图像形成设备。
5.根据本公开的一个方面,提供一种将与接触构件接触的电子照相用刮板,该电子照相用刮板包括:板簧,和树脂层,所述树脂层覆盖板簧的表面的至少一部分以形成接触区域,其中板簧的一端部固定,使得从板簧的固定端到另一端的长度(l)为5mm以上且20mm以下,从而使另一端位移1mm所需的力为5n/m以上且100n/m以下,并且其中树脂层满足以下要求(1)至(3)。
6.(1)树脂层的厚度为0.05mm以上且2.00mm以下。
7.(2)在5℃以上且40℃以下的范围内树脂层的tanδ值为0.05以上且0.70以下。
8.(3)树脂层的弹性模量为1.0mpa以上且60.0mpa以下。
9.根据本公开的另一个方面,提供一种包括显影剂承载构件和与显影剂承载构件接触的电子照相用刮板的电子照相图像形成设备。
10.此外,根据本公开的还一个方面,提供一种可拆卸地安装至电子照相图像形成设备的主体的处理盒,该处理盒包括显影剂承载构件和与显影剂承载构件接触的电子照相用刮板。
11.参照附图,从以下示例性实施方案的描述,本发明的进一步特征将变得明显。
附图说明
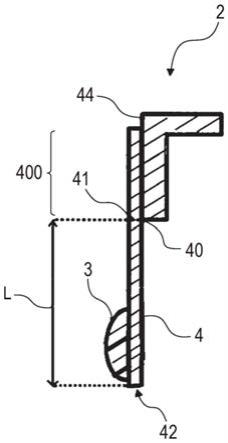
12.图1是示出根据本公开的一个方面的电子照相用刮板的图。
13.图2是示出图1中所示的刮板与接触构件的表面接触的状态的一个实例的图。
14.图3a是示出图2中所示的刮板的另一个实例的图。
15.图3b是示出图2中所示的刮板的另一个实例的图。
16.图3c是示出图2中所示的刮板的另一个实例的图。
17.图4是示出根据本公开的一个方面的电子照相用刮板的生产设备的一个实例的图。
18.图5是根据本公开的一个方面的电子照相用刮板的生产设备中成形鼓的一个实例的截面示意图。
19.图6是示出根据本公开的一个方面的显影单元的一个实例的图。
20.图7是示出根据本公开的一个方面的处理盒的一个实例的图。
21.图8是示出根据本公开的一个方面的图像形成设备的一个实例的图。
22.图9是电子照相图像形成用刮板的振动衰减的测量设备的示意图。
23.图10是示出根据本公开的一个方面的电子照相用刮板的生产设备的一个实例的图。
具体实施方式
24.现在将参照附图详细描述本公开的优选实施方案。
25.本公开的至少一个方面是一种将与接触构件接触的电子照相用刮板。该电子照相用刮板包括板簧和树脂层,所述树脂层覆盖板簧的表面的至少一部分,以形成与例如显影剂承载构件等接触构件接触的接触区域。当板簧的一端部固定,使得从固定端到另一端的长度(l)为5mm以上且20mm以下时,使另一端位移1mm所需的力为5n/m以上且100n/m以下。此外,树脂层满足以下要求。
26.(1)树脂层的厚度为0.05mm以上且2.00mm以下。
27.(2)在5℃以上且40℃以下的范围内树脂层的tanδ值为0.05以上且0.70以下。
28.(3)树脂层的弹性模量为1.0mpa以上且60.0mpa以下。
29.现在将详细描述将本公开用作电子照相用刮板的情况。用于实施本公开的实施方案示出本公开,但是这些实施方案不应解释为对本公开的限制。
30.[显影剂量调节刮板的构造]
[0031]
图1示出根据本公开的一个方面的电子照相用刮板的一个实例的示意性截面图。电子照相用刮板2至少包括板簧4和树脂层3。树脂层3形成将与例如显影剂承载构件等接触构件1接触的接触区域。板簧4在一端部即固定部400处固定至支承构件44,并且当将固定部400中最靠近另一端42的点定义为固定端41时,将从固定端41到作为自由端的另一端42的长度定义为长度“l”。树脂层3的厚度是指树脂层3距其面向板簧4的表面的最大厚度。
[0032]
如图2中所示,在电子照相用刮板2中,板簧4固定至支承构件44。固定点40用作支点,以使另一端42与接触构件1的表面接触。
[0033]
[树脂层]
[0034]
树脂层3:
[0035]
(1)厚度为0.05mm以上且2.00mm以下,
[0036]
(2)在5至40℃范围内的温度下的tanδ值为0.05以上且0.70以下,和
[0037]
(3)在5至40℃范围内的温度下的弹性模量为1.0mpa以上且60.0mpa以下。
[0038]
本发明人发现,即使显影剂承载构件振动,也可以通过优化树脂层的厚度以及在实际使用温度下树脂层的弹性模量和tanδ来防止显影剂承载构件上的调色剂层的厚度不均匀。对抑制调色剂层的厚度不均匀有效的是,例如,归因于显影辊的振动的初期振幅的降低和振动的早期衰减之间的高相容性。
[0039]
<tanδ>
[0040]
调节树脂层的tanδ对于传递至电子照相用刮板的振动的早期衰减是有效的。作为粘弹性物质的高分子化合物的tanδ表示通过将损耗弹性模量e"除以储能弹性模量e'获得的值,并且是表示粘弹性物质变形时作为热能损失能量的能力的参数。
[0041]
在作为实际使用环境的5℃以上且40℃以下的范围内的温度下,弹性层的tanδ的下限为0.05以上,优选0.10以上。由此,作为弹性层的变形的结果,归因于显影辊的振动可以作为热能有效地损失。tanδ的上限为0.70以下,优选0.50以下,特别优选0.30以下,以防止直至变形的树脂恢复其原始形状的时间增加,并且由此防止调色剂层的厚度不均匀。
[0042]
<储能弹性模量e'(弹性模量)>
[0043]
使用储能弹性模量e'(以下,也简称为"弹性模量")小的树脂层对降低初期振幅是有效的。具体地,通过在作为实际使用环境的5℃~40℃范围内的温度下,将弹性模量控制为60.0mpa以下,优选50.0mpa以下,特别是15.0mpa以下,可以降低传输至显影刮板的振动的初期振幅。弹性模量的下限为1.0mpa以上,优选2.0mpa以上,特别是5.0mpa以上,以防止电子照相用刮板对显影剂承载构件的不均匀接触压力的产生。
[0044]
<树脂层的厚度>
[0045]
树脂层的厚度为0.05mm以上,更优选0.10mm以上。如果树脂层的厚度为0.05mm以上,可以充分确保可以吸收振动的树脂的量,并且由此可以有效地将振动转换为热能。结果,可以提供归因于显影构件的振动的早期衰减。
[0046]
同时,树脂层厚度的上限为2.00mm以下,更优选1.00mm以下。如果将树脂层的厚度控制为2.00mm以下,电子照相用刮板可以具有调节显影构件的表面上调色剂层的更均匀的力,以提供厚度均匀的调色剂层。结果,可以防止归因于调色剂层的厚度不均匀的图像不均匀。
[0047]
在满足所有这三个要求的电子照相用刮板中,树脂层可以快速吸收显影剂承载构件的振动,以防止电子照相图像中条带的产生。另外,电子照相用刮板可以提供在显影辊的表面上的厚度更均匀的调色剂层,以防止电子照相图像中浓度不均匀和条纹(stripes)的产生。
[0048]
<树脂层的形成材料>
[0049]
树脂层可以由任意树脂形成。优选使用热固化的聚氨酯弹性体。在tanδ大的树脂将振动转换为热能的同时,树脂温度的增加导致tanδ降低。因此,转换的热应当快速消散。具有高热导率的热固化的聚氨酯弹性体可以使从振动能转换的热有效地消散。
[0050]
热固化的聚氨酯弹性体由至少包含多异氰酸酯和多元醇的氨基甲酸酯原料来制备。优选的热固化的聚氨酯弹性体通过使包含聚醚多元醇或聚酯多元醇的至少之一的多元
醇与4,4'
‑
二苯甲烷二异氰酸酯反应来制备。
[0051]
现在将详细描述这些原料。
[0052]
(多异氰酸酯)
[0053]
多异氰酸酯的实例包括:4,4'
‑
二苯甲烷二异氰酸酯(mdi)、2,4
‑
甲苯二异氰酸酯(2,4
‑
tdi)、2,6
‑
甲苯二异氰酸酯(2,6
‑
tdi)、二甲苯二异氰酸酯(xdi)、1,5
‑
萘二异氰酸酯(1,5
‑
ndi)、对亚苯基二异氰酸酯(ppdi)、六亚甲基二异氰酸酯(hdi)、异佛尔酮二异氰酸酯(ipdi)、4,4'
‑
二环己基甲烷二异氰酸酯(氢化mdi)、四甲基二甲苯二异氰酸酯(tmxdi)、碳二亚胺
‑
改性的mdi、和聚亚甲基苯基多异氰酸酯(papi)。其中,优选的是mdi,因为它提供机械性能高的聚氨酯弹性体。
[0054]
(多元醇)
[0055]
多元醇的实例包括:例如聚己二酸乙二酯多元醇、聚己二酸丁二酯多元醇、聚己二酸己二酯多元醇、(聚乙烯/聚丙烯)己二酸酯多元醇、(聚乙烯/聚丁烯)己二酸酯多元醇、和(聚乙烯/聚新戊烯)己二酸酯多元醇等聚酯多元醇;通过己内酯的开环聚合而制备的聚己内酯系多元醇;例如聚乙二醇、聚丙二醇、和聚四亚甲基醚二醇等聚醚多元醇;和聚碳酸酯多元醇。这些可以单独使用或者以其两种以上的组合使用。此外,也可以使用丙烯酸酯或甲基丙烯酸酯与上述多元醇聚合的丙烯酸系多元醇,或者例如聚二甲基硅氧烷等将多个羟基化学引入硅酮化合物中的多元醇。
[0056]
热固化的聚氨酯弹性体的热导率受多元醇种类的显著影响。在不具有自由电子的树脂中,作为量子化的晶格振动的声子负责热传导。通过提高声子的平均自由程来提高热导率。在树脂的结晶部分中,因为这些部分晶格振动的调和性高,因此几乎不发生声子的散射。因此,优选选择结晶性高的多元醇,以提高热导率。
[0057]
其中,优选的是结晶性高的聚酯多元醇或聚醚多元醇。
[0058]
其中,聚醚多元醇是优选的,并且聚四亚甲基醚二醇是更优选的。如果聚氨酯弹性体的平均分子量大,则由多异氰酸酯形成的硬质部分(硬链段)和由多元醇形成的软质部分(软链段)可能局部化,并且在界面处发生声子的散射。这会降低热导率。因此,多元醇的平均分子量优选2000以下,更优选380以上且1600以下。换言之,最优选的多元醇是平均分子量为650以上且1000以下的聚四亚甲基二醇(ptmg)。
[0059]
因此,根据本公开的一个方面的热固化的聚氨酯弹性体优选在两个相邻的氨基甲酸酯键之间具有由下式(1)表示的结构:
[0060]
‑
[(ch2)
n
o]
m
‑ꢀꢀ
(1)
[0061]
其中n表示2以上的整数,并且m表示1以上的整数。此处,n和m是将热固化的聚氨酯弹性体中具有由式(1)表示的环氧烷结构部分的平均分子量控制为380至1600所需的数值。
[0062]
在热固化的聚氨酯弹性体中,聚醚多元醇在热固化的聚氨酯弹性体中的比例优选为50重量%以上且80重量%以下。如果聚醚多元醇的比例为50重量%以上,则可以获得所需的结晶性,并且如果该比例为80重量%以下,则可以获得所需的弹性模量。换言之,根据本公开的一个方面的热固化的聚氨酯弹性体优选包括热固化的聚氨酯弹性体的水解产物中由式(2)表示的多元醇,并且水解产物中的多元醇的比例为50至80重量%:
[0063]
ho
‑
[(ch2)
n
o]
m
‑
h
ꢀꢀ
(2)
[0064]
其中n表示2以上的整数;并且m表示1以上的整数。此处,n和m是将热固化的聚氨酯
弹性体中式(2)中的环氧烷结构部分的平均分子量控制为380至1600所需的数值。
[0065]
在本公开中,聚醚多元醇的分子量表示通过测量后述实施例中的水解产物的平均分子量而获得的值。
[0066]
(扩链剂)
[0067]
可以根据需要将任意扩链剂添加至氨基甲酸酯原料中,只要其分子量为200以下并且可以延长聚氨酯弹性体链即可。例如,使用二醇。此类二醇的实例包括:乙二醇(eg)、二甘醇(deg)、丙二醇(pg)、二丙二醇(dpg)、1,4
‑
丁二醇(1,4
‑
bd)、1,6
‑
己二醇(1,6
‑
hd)、1,4
‑
环己二醇、1,4
‑
环己烷二甲醇、亚二甲苯基二甲醇(对苯二甲醇)、和三甘醇。除了以上二醇以外,也可以使用其它多元醇。其实例包括三羟甲基丙烷、甘油、季戊四醇、和山梨糖醇。这些可以单独使用或者以其两种以上的组合使用。
[0068]
少量的扩链剂是优选的。多异氰酸酯可能密集地存在于扩链剂周围,使硬度局部提高。扩链剂的量的增加明确地导致大量硬度不同的部分的存在,并且在界面处发生声子的散射。这使热导率降低。因此,为了提高热导率,优选的是,不使用扩链剂。然而,为了改善生产性,期望通过添加适当量的扩链剂来增加固化速度。因此,优选添加少量的扩链剂。此时添加的量优选为0.25mmol/g以下,特别优选0.0mmol/g。换言之,在根据本公开的一个方面的热固化的聚氨酯弹性体中,水解产物中分子量为200以下的醇的含量相对于水解产物为0.25mmol/g以下,特别优选0.0mmol/g,即,水解产物优选不具有分子量为200以下的醇。
[0069]
(催化剂)
[0070]
可以将通常用于使聚氨酯弹性体固化的催化剂添加至氨基甲酸酯原料中。其实例包括叔胺催化剂。具体地,其实例包括:例如二甲基乙醇胺、n,n,n'
‑
三甲基氨基丙基乙醇胺、和n,n
‑
二甲基氨基己醇等氨基醇;例如三乙胺等三烷基胺;例如n,n,n'n'
‑
四甲基
‑
1,3
‑
丁二胺等四烷基二胺;三亚乙基二胺、哌嗪系化合物、和三嗪系化合物。也可以使用例如乙酸钾和辛酸钾等碱金属的有机酸盐。此外,也可以使用例如二月桂酸二丁基锡等通常在氨基甲酸酯化中使用的金属催化剂。这些可以单独使用或者以其两种以上的组合使用。
[0071]
可以添加至氨基甲酸酯原料中的其它材料的实例包括例如颜料、增塑剂、防水剂、抗氧化剂、紫外线吸收剂、和光稳定剂等添加剂。可以根据需要将这些添加剂配合在原料组合物中。
[0072]
[板簧]
[0073]
板簧是引起电子照相用刮板对显影剂承载构件的接触压力的构件。换言之,可以通过调节板簧的刚性使电子照相用刮板在更适当的压力下与显影剂承载构件接触。结果,可以以更好的方式控制显影剂承载构件上调色剂层的厚度。
[0074]
因此,当板簧的一端部固定,使得从固定端到另一端的长度(l)为5mm以上且20mm以下时,使另一端位移1mm所需的力为5n/m以上且100n/m以下。具有所述力为5n/m以上的板簧的电子照相用刮板给予电子照相用刮板以充足的弹性。结果,电子照相用刮板可以向显影剂承载构件提供适当的接触压力。该力优选为10n/m以上。通过将力控制为100n/m以下,可以防止将过度的应力施加在显影剂承载构件上的调色剂上。
[0075]
用于板簧的材料优选为金属或树脂。
[0076]
使用的金属可以是进行铬酸盐转化涂层和光泽树脂涂层的表面处理的钢板、不锈钢(例如sus304)、磷、青铜、和铝。其中,更优选的是不锈钢,因为它能够在适当接触压力下
与显影剂承载构件接触。
[0077]
树脂的实例包括例如丙烯酸系树脂、聚乙烯树脂、和聚酯树脂等热固性树脂。如果板簧需要导电性,可以将赋予导电性的材料添加至树脂中。
[0078]
赋予导电性的材料的实例包括离子导电剂或例如炭黑等电子导电材料。
[0079]
尽管没有特别限定,板簧的厚度优选为0.05mm以上且0.15mm以下。通过将板簧的厚度控制为0.05mm以上且0.15mm以下,板簧可以具有适当的弹性。此外,如图1中所示,优选在板簧的一端部处将板簧4固定至支承构件44,使得从固定端41到另一端42的长度(l)为5mm以上且20mm以下。通过固定板簧4使得长度(l)为5mm以上,可以使电子照相用刮板稳定地与显影剂承载构件接触。此外,通过固定板簧4使得长度(l)为20mm以下,可以防止板簧本身振动。
[0080]
如果用于板簧的材料是热塑性树脂,则板簧可以通过例如挤出成形或注射成形来成形。具体地,在通过挤出的成形中,板簧可以通过将热塑性树脂热熔融并且将热塑性树脂注入金属模具内来成形。在通过注射的成形中,板簧可以通过将热塑性树脂注入金属模腔内,随后冷却来成形。
[0081]
使用树脂层和板簧生产的电子照相用刮板的实例具体包括图2中示出的实施方案,和图3a至图3c中示出的实施方案。
[0082]
在图2和图3a至图3c中示出的电子照相用刮板2中,例如,如图6中所示,将支承构件44固定至显影单元601的框体603。将板簧4的与支承构件44的固定点40用作支点,以使板簧4与作为接触构件的显影剂承载构件1表面接触。刮板调节形成在影剂承载构件1的表面上的调色剂层605的厚度。用显影剂承载构件上的调色剂层605使形成在电子照相感光体5上的静电潜像显影。
[0083]
如图3a和3b中所示,形成与接触构件1的表面接触的接触区域的树脂层3可以一体地形成为覆盖板簧4的面向接触构件1的表面、远端的表面、和背面的涂层。可选地,如图2和图3c中所示,可以将树脂层3仅设置在板簧4的面向接触构件的表面上。树脂层3可以在接触构件1的接触部分中具有任意形状。该形状可以是图3a中示出的平面形状、图2中示出的弯曲形状、或图3b和图3c中示出的凸形状。该形状可以是凹形状。
[0084]
树脂层3可以通过例如浇铸、涂布成形、或片贴合等方法来形成。具体地,在通过浇铸的成形中,将用于电子照相用刮板的单个板簧4放置在金属模具中。将主剂和固化剂的混合物注入金属模具内,并且通过加热反应和固化。将产物从模具中脱离。以下,将通过加热而固化之前的主剂和固化剂的混合物称为"树脂层形成用混合物"。
[0085]
作为浇铸的另一个实例,也可以使用图4和图5中示出的使用成形鼓101和板簧用带板102进行连续成形的生产方法,成形鼓101包括在外周截面中连续形成的成形槽108和将成形鼓101加热至预定温度的加热机构109。在该生产方法中的基本生产单元中,将板簧用带板102从设置在开卷机103中的卷绕的板簧用带板102通过压力接触区域(引导辊)104供给至成形鼓101。在使成形鼓101绕水平轴旋转的同时,将树脂层形成用混合物从流延头105连续流延到形成在成形鼓的外周部分中的成形槽108内或者板簧用带板102上。板簧用带板102与设置在成形鼓的外周的槽的圆周速度同步地沿着成形槽108移动,以将槽密封,并且将具有与其一体地成形的树脂层的板簧用带板102在成形鼓旋转方向的下游从成形鼓的成形槽108中脱模。脱模的板簧用带板102经由引导辊104和输送辊106输送,并且通过随
后的步骤中设置的切割机107切割为适当的长度,以制备根据本公开的电子照相用刮板。在该生产方法中,从树脂层形成用混合物的浇铸位置的稍下游到取出位置,用板簧用带板102覆盖成形鼓的成形槽108,以形成成形腔116。在成形槽108的形状转印至该覆盖区域(covered zone)内的树脂层形成用混合物的同时,通过加热使混合物固化。
[0086]
根据需要,可以采取一些措施,以防止树脂层形成用混合物从成形腔116泄漏。具体地,可以通过在树脂层形成用混合物的浇铸位置的上游及其取出位置的下游对板簧用带板102施加张力,或者通过使支承带与板簧用带板102的更远的外周侧接触来增强密封性能。
[0087]
在通过涂布成形的成形中,用例如喷雾器等涂布装置将通过将热固性树脂分散在溶剂中而制备的热固性聚氨酯前体溶液涂布在板簧上,并且通过加热而固化,以形成板簧形式的接触区域。在通过片贴合的成形中,将热塑性树脂形成为片,并且将片彼此贴合以制备板簧。
[0088]
在接触区域的形成中,可以根据需要在板簧上形成粘接剂层。用于粘接剂层的材料的实例包括例如聚氨酯系、聚酯系、乙烯乙烯醇系(eva系)、和聚酰胺系粘接剂等热熔系粘接剂。
[0089]
[显影单元]
[0090]
图6示出根据本公开的另一个方面的显影单元的一个实例。该显影单元601包括容纳显影剂34的显影剂容器603、输送显影剂34的显影剂承载构件(接触构件、显影辊)1、和调节显影剂承载构件的表面上显影剂层厚度的显影剂接触构件8。使用的显影剂接触构件8是根据本公开的电子照相用刮板。根据需要,显影单元可以包括显影剂供给辊7。
[0091]
在显影单元601中,通过使显影单元的显影剂供给辊7沿箭头c的方向旋转,将显影剂(调色剂)34压向沿箭头b方向旋转的显影剂承载构件1的表面。压向显影剂承载构件1的表面的显影剂(调色剂)34伴随着显影剂承载构件1沿箭头b的方向旋转而进入显影剂接触构件2和显影剂承载构件1之间的空间,并且通过显影剂承载构件1的表面和显影剂接触构件2之间的接触区域摩擦带电。此时,显影剂承载构件1的表面上的调色剂相当于具有预定厚度的调色剂层605。随着显影剂承载构件1沿箭头b的方向旋转,将显影剂承载构件1的表面上的调色剂层605输送至与沿箭头a的方向旋转的感光体5的辊隙部,并且用调色剂层605使感光体5上的静电潜像(未示出)显影。随着显影剂承载构件1的旋转,将在静电潜像的显影中未消耗而残留在显影剂承载构件1上的残留调色剂从显影剂承载构件的下部回收至显影剂容器603中,并且在显影剂承载构件1和显影剂供给辊7之间的辊隙部处从显影剂承载构件1刮取。同时,通过显影剂供给辊7的旋转将显影剂容器内的调色剂重新供给至显影剂承载构件1。将重新供给的调色剂以与上述相同的方式用于感光体上的静电潜像的显影中。另一方面,随着显影剂供给辊7的旋转,将从显影剂承载构件1刮取的调色剂与显影剂容器603内的调色剂混合。
[0092]
[处理盒]
[0093]
根据本公开的另一个方面的处理盒包括显影单元,并且可拆卸地安装至电子照相图像形成设备的主体。图7示出根据本公开的另一个方面的处理盒的一个实例。图7中示出的处理盒包括配置在处理盒的框体703内部的显影单元601、感光体5、充电辊11、和清洁单元12。处理盒可拆卸地安装至电子照相图像形成设备的主体。除了以上构造以外,根据本公
开的处理盒可以具有以下构造:其中将感光体5上的显影剂图像转印在记录材料上的转印构件与以上构件一体地配置。
[0094]
[电子照相图像形成设备]
[0095]
根据本公开的另一个方面的电子照相图像形成设备包括显影单元。图8示出根据本公开的电子照相图像形成设备的一个实例。在图8中,分别设置用于彩色显影剂,即,黄色调色剂(显影剂)、品红色调色剂(显影剂)、青色调色剂(显影剂)、和黑色调色剂(显影剂)的图像形成单元a至d。图像形成单元a至d各自包括沿箭头方向旋转的作为静电潜像承载构件的感光体5。将以下部件设置在各感光体5周围:用于使感光体5均匀带电的充电单元11、将激光光10发射到均匀带电的感光体5上以形成静电潜像的曝光单元(未示出)、和将显影剂供给至具有静电潜像的感光体5以使静电潜像显影的显影单元9。另一方面,设置输送例如通过片材供给辊23供给的纸等记录材料22的转印输送带20,以围绕驱动辊16、从动辊21、和张紧辊19悬架。通过吸附辊24将吸附偏压电源25的电荷施加至转印输送带20,并且转印输送带20输送静电吸附至转印输送带20表面的记录材料22。
[0096]
设置用于图像形成单元a至d的转印偏压电源18。各转印偏压电源18施加电荷,以将各感光体5上的显影剂图像转印至通过转印输送带20输送的记录材料22上。转印偏压通过设置在转印输送带20的背面的转印辊17施加。将通过图像形成单元a至d形成的用于各颜色的显影剂图像依次叠加并且转印至通过与图像形成单元a至d同步移动的转印输送带20输送的记录材料22上。
[0097]
此外,彩色电子照相图像形成设备包括通过加热使在记录材料22上叠加并且转印的显影剂图像定影的定影单元15,和将具有所得图像的记录材料22排出至设备外部的输送单元(未示出)。
[0098]
各图像形成单元包括清洁单元12,所述清洁单元12包括除去未转印而残留在感光体5上的转印残留显影剂的清洁刮板,以清洁感光体的表面。在能够形成图像的状态下,清洁的感光体5待机。
[0099]
设置在各图像形成单元中的显影单元9包括容纳显影剂34的显影剂容器603和显影剂承载构件1,显影剂承载构件1设置为关闭显影剂容器603的开口以使得显影剂承载构件1的从显影剂容器603露出的部分面向感光体5。
[0100]
将显影剂供给辊7设置在显影剂容器603内,以将显影剂34供给至显影剂承载构件1并且刮除显影剂承载构件1上的在显影之后未使用的残留显影剂。此外,将显影剂接触构件8设置在显影剂容器603内,以使显影剂承载构件1上的显影剂形成为薄膜并且使显影剂摩擦带电。将这些部件设置为与显影剂承载构件1接触。显影剂承载构件1和显影剂供给辊7沿向前方向旋转。
[0101]
根据本公开的一个方面可以提供即使例如显影剂承载构件等接触构件振动,也可以维持稳定的接触状态,并且可以稳定地形成高品质电子照相图像的电子照相用刮板。根据本公开的另一个方面可以提供可以形成稳定的电子照相图像的处理盒和电子照相图像形成设备。
[0102]
实施例
[0103]
现在将通过生产例和实施例的方式具体描述根据本公开的电子照相用刮板,但是这些不应解释为对本公开的技术范围的限制。
[0104]
[实施例1]
[0105]
1.热固性聚氨酯组合物的制备
[0106]
(预聚物的合成)
[0107]
使57.6质量份4,4'
‑
二苯甲烷二异氰酸酯(mdi)和42.4质量份分子量为1000的聚四亚甲基醚二醇(ptmg)在80℃氮气气氛下反应3小时,以制备预聚物(nco:15.8%)。
[0108]
将商品名"millionate mt"(商品名,由nippon polyurethane industry co.,ltd.制造)用作mdi。将"ptg1000"(商品名,由hodogaya chemical co.,ltd.制造)用作ptmg。
[0109]
(热固性氨基甲酸酯形成用原料混合物的制备)
[0110]
将ptmg、1,4
‑
丁二醇(由kishida chemical co.,ltd.制造)、三羟甲基丙烷(由kishida chemical co.,ltd.制造)、和氨基甲酸酯固化用催化剂混合,以制备热固性氨基甲酸酯形成用原料。使用的固化用催化剂为作为异氰酸酯化催化剂的"polycat46"(商品名,由evonik japan co.,ltd.制造)和作为氨基甲酸酯化催化剂的"kaolizer no.25"(商品名,由kao corporation制造)。材料的组成如下所示,其中排除催化剂的制备之后的原料混合物的总量为100质量份:
[0111][0112]
2.电子照相用刮板的生产方法
[0113]
电子照相用刮板通过图10中示出的生产设备来生产。将预聚物和固化剂分别投入罐110和111中,并且在用测量泵112和113测量的同时供给至混合头114。在搅拌下用混合头114将预聚物和固化剂均匀混合,以制备聚氨酯组合物。
[0114]
成形鼓101由金属制成,并且通过大致水平的旋转轴115来旋转支承。成形设备的成形鼓101具有宽度为6mm和深度为0.1mm并且沿旋转方向设置的连续成形槽,该槽是电子照相设备用刮板构件的原型(base)。对成形鼓的外周部进行含氟电镀。在实施例中,通过驱动设备使成形鼓101以1rpm旋转。
[0115]
板簧用带板102由宽度为15mm且厚度为0.08mm的不锈钢(sus304)制成,并且设置为覆盖成形鼓101上的成形槽。将带板102在通过引导件116和引导辊104调节行程的同时供给至成形鼓101。将具有与成形鼓101不同的驱动机构的输送辊106和调节带板102行程的引导辊104与成形鼓101的圆周速度同步旋转。
[0116]
聚氨酯组合物的配置位置在距成形鼓104和板簧用带板102之间的初始接触部相对于成形鼓101的移动方向的上游50mm的位置处的成形鼓上。聚氨酯组合物的排出位置为垂直方向上比配置位置高5mm的位置。
[0117]
在成形鼓101的成形槽中,使用设置在成形鼓101内的加热机构109将注入的聚氨
酯组合物的温度调节至135℃,以通过加热预定时间来使聚氨酯组合物固化。随后,将产物从成形鼓101除去,并且用切割机107切割为预定的尺寸。
[0118]
在接下来的步骤中,将具有树脂层的板簧焊接并且固定至支承构件,所述支承构件是具有无铬表面处理层的电镀锌钢板zincoat 21(商品名,由nippon steel corporation制造)。此时,固定板簧,使得从固定至支承构件的板簧的固定端到板簧的另一端的长度l为12mm。使与固定至支承构件的板簧的固定端相反的另一端位移1mm所需的力为15n/m。
[0119]
通过以下方法评价由此生产的电子照相用刮板的振动吸收性能和图像。
[0120]
3.动态粘弹性分析
[0121]
使用动态流变仪(商品名:eplexor 500n;由gabo制造)在以下测量条件下进行测量。待测量的树脂层通过从板簧切出树脂层来制备。在5℃、25℃、和40℃温度下的评价结果示出在表5至表7中。
[0122]
静态负荷:1.5%
[0123]
动态负荷:0.25%
[0124]
测量温度范围:
‑
30℃至50℃
[0125]
频率:10hz
[0126]
采样:每2℃
[0127]
升温速度:0.5℃/分钟
[0128]
4.聚氨酯组合物的水解产物的数均分子量的测量
[0129]
将从板簧切出的树脂层放入氢氧化钠水溶液中,随后通过在温度80℃下加热来水解,以制备水解产物。在接下来的步骤中,水解产物用1n盐酸来中和,并且干燥,以获得固体水解产物。随后,将固体溶解在thf中,以制备0.1质量%的thf溶液。使用thf溶液在以下条件下测量水解产物的分子量分布:
[0130]
分析仪:hlc
‑
8120gpc(由tosoh corporation制造)
[0131]
柱:两个柱tskgel superhzmm(由tosoh corporation制造)
[0132]
溶剂:thf(添加20mmol/l三乙胺)
[0133]
温度:40℃
[0134]
thf的流速:0.6ml/分钟
[0135]
检测器:ri(折射率)检测器。
[0136]
使用tsk标准聚苯乙烯a
‑
1000、a
‑
2500、a
‑
5000、f
‑
1、f
‑
2、f
‑
4、f
‑
10、f
‑
20、f
‑
40、f
‑
80、和f
‑
128(由tosoh corporation制造)作为用于制作校准曲线的标准样品来制作校准曲线。从基于校准曲线的测量样品的保留时间,确定聚醚多元醇在水解产物中的比例、数均分子量、和1g水解产物中分子量为200以下的醇的量(mmol/g)。
[0137]
5.电子照相图像形成用刮板的振动衰减的测量
[0138]
显影剂调节刮板的振动衰减使用图9中所示的设备来测量。具体地,使电子照相用刮板2与金属辊51隔着间隔件50以40gf/cm的线压力接触。间隔件50在金属辊51和电子照相用刮板2的整个长度区域存在并且厚度为1mm。将电子照相用刮板2的非接触端固定在能够将以上接触压力施加至金属辊51的位置处。使用微振动计52(激光多普勒振动计lv
‑
1800:由ono sokki co.,ltd.制造)获得电子照相用刮板2的接触区域的背侧的位移。在该状态
下,将间隔件50从接触区域向金属辊51的切线方向拉出,以使电子照相用刮板2与金属辊51碰撞。碰撞之后,电子照相用刮板2反弹并且再次与金属辊51碰撞,并且重复振动。测量直到振幅达到10μm以下为止的时间(以下,也称为"振动吸收时间")t(毫秒(msec))。在5℃、25℃、和40℃温度的环境下进行评价。
[0139]
6.图像的评价
[0140]
首先,准备彩色激光打印机(商品名:sateralbp5400,由canon inc.制造)作为电子照相图像形成设备。改造彩色激光打印机,使得记录介质的输出速度为200mm/秒(尺寸a4,纵向输出)。图像的分辨率为600dpi,并且一次带电的输出为直流电压
‑
1100v。
[0141]
准备用于彩色激光打印机的电子照相处理盒作为电子照相处理盒。将安装至电子照相处理盒的调节显影剂量的刮板替换为根据实施例的电子照相用刮板。此时,将与固定端41相对的板簧的另一端到支承构件的位移量调节为1mm。
[0142]
将电子照相处理盒安装至彩色激光打印机,以形成电子照相图像。所得的图像(以下,也称为"e字母图像")包括在a4尺寸纸的面积中覆盖率为1%的4点字母"e"。使用的图像形成法是所谓的间歇打印,其中将e字母图像连续输出在两张纸上,并且停止打印3秒。在输出20000张e字母图像之后,输出一张半色调图像(在电子照相感光体的旋转方向和垂直方向上,以2点的间隔绘制的宽度为1点的横线的图像)。目视观察所得的半色调图像,以基于以下标准确定归因于显影辊振动的条带的存在/不存在以及归因于通过电子照相用刮板对调色剂层的不良调节的浓度不均匀和条纹的存在/不存在以及这些缺陷的程度。在5℃、25℃、和40℃温度的环境下进行评价。
[0143]
评价标准:
[0144]
<条带>
[0145]
等级a:未观察到条带。
[0146]
等级b:在半色调图像的一部分中观察到具有显影辊的间距的条带。
[0147]
等级c:在整个半色调图像中观察到条带。
[0148]
<浓度不均匀,条纹>
[0149]
等级a:未观察到浓度不均匀或条纹。
[0150]
等级b:观察到浓度不均匀和/或条纹。
[0151]
[实施例2至19]
[0152]
除了将板簧的厚度、树脂层形成用氨基甲酸酯原料、和树脂层的厚度中的至少之一改变为如表1至表3中所示的以外,以与实施例1中相同的方式生产电子照相用刮板。
[0153]
[比较例1至6]
[0154]
除了将板簧的厚度、树脂层形成用氨基甲酸酯原料、和树脂层的厚度中的至少之一改变为如表4中所示的以外,以与实施例1中相同的方式生产电子照相用刮板。
[0155]
根据实施例1至19和比较例1至6的电子照相用刮板的评价结果示出在表5至表7中。如表5和表6中所示,在根据实施例1至19的电子照相用刮板中,在所有测量温度下,振动吸收时间t为3.0msec以下,并且未观察到条带、浓度不均匀、和条纹。
[0156]
在根据比较例1的电子照相用刮板中,在40℃温度下的弹性模量为0.8mpa。在该温度的环境下,在输出图像中观察到浓度不均匀和条纹。这可能是因为在该温度下的树脂层过软并且变形恢复力弱,导致调色剂层厚度不均匀。
[0157]
在根据比较例2的电子照相用刮板中,在5℃温度下的弹性模量为63.2mpa。相同温度下的振动吸收时间t为3.1msec,并且在该温度的环境下输出的半色调图像中观察到条带。这可能是因为在5℃温度下振动没有充分缓和,并且由此周期性地产生调色剂层的薄的部分,引起条带。
[0158]
在根据比较例3的电子照相用刮板中,在40℃温度下的tanδ为0.03。相同温度下的振动吸收时间t为3.2msec,并且在该温度的环境下输出的半色调图像中观察到条带。这可能是因为在40℃温度下振动没有充分缓和,并且由此周期性地产生调色剂层的薄的部分,引起条带。
[0159]
在根据比较例4的电子照相用刮板中,在5℃温度下的tanδ为0.71。在该温度的环境下输出的半色调图像中观察到浓度不均匀和条纹。这可能是因为在该温度下树脂层从变形中恢复需要较长时间,导致调色剂层的厚度不均匀。
[0160]
在根据比较例5的电子照相用刮板中,如表7中所示,尽管振动吸收能力优异,在所有温度下的环境下输出的半色调图像中观察到浓度不均匀和条纹。这可能是因为树脂层的厚度为2.10mm,其根据位置而改变施加在显影辊的表面上的调色剂层上的力,导致调色剂层的厚度不均匀。
[0161]
在根据比较例6的电子照相用刮板中,如表7中所示,在25℃和40℃温度下,振动吸收时间t超过3.0msec,并且在这些温度的环境下输出的半色调图像中观察到条带。这可能是因为树脂层的厚度小至0.04mm,并且归因于显影辊的振动没有充分缓和,导致在调色剂层中周期性地产生薄的部分。
[0162]
在比较例1、4、和5中,不能形成均匀的显影剂的薄层,导致调节不良。
[0163]
表1
[0164][0165]
表2
[0166][0167]
表3
[0168][0169]
表4
[0170][0171]
表5
[0172][0173]
表6
[0174][0175]
表7
[0176][0177]
虽然已参照示例性实施方案描述了本公开,但应理解本公开不限于公开的示例性实施方案。所附权利要求的范围应符合最宽泛的解释以涵盖全部此类修改以及等同的结构和功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1