一种自承式8字型光缆脱锌粉质量管控设备及方法与流程
1.本发明属于光缆加工设备领域,更具体地,涉及一种自承式8字型光缆脱锌粉质量管控设备及方法。
背景技术:
2.8字型自承式光缆是一种适用于长途通信和局间通信的光缆。8字型自承式光缆的结构是将单模或多模光纤套入由高模量的聚酯材料做成的松套管中,套管内填充防水化合物。缆芯的中心是一根金属加强芯,松套管(和填充绳)围绕中心加强芯绞合成紧凑的圆形缆芯,缆芯内充以阻水填充物,涂塑铝带纵包后,和钢绞线集成到一个8字型的聚乙烯护套成缆。
3.8字型自承式光缆的传输损耗小、色散低,能合理的设计及精确的控制松套管中光纤的余长及成缆方式,使光缆具有优良的抗拉性能和温度性能。光缆结构紧凑,采用sz层绞结构,确保光缆在恶劣的环境下,光纤不受到应力。加强件外和缆芯内充满阻水缆膏,确保了光缆防潮、阻水效果。钢带纵包缆芯使光缆挡潮效果更为优良,且有抗侧压作用和防弹能力。镀锌钢绞线作自承件满足极高的抗拉强度,非常适合跨距100m及以下自承式架空敷设,施工速度快,节省吊线及光缆挂钩。
4.自承式8字型光缆因为其特殊的大跨距悬挂铺设方式,深受特定用户的欢迎,但是制造单位在实际制造过程中面临很多的品控难题:镀锌钢绞线在放线过程中需要较大的放线张力,最后的出口路径必须与缆芯平行的方式进入机头模具,这样就不可避免地需要路径导向,镀锌钢绞线上的镀锌层在大张力作用下与导向轮的碾压式接触过程中,不同程度掉锌粉,造成的结果就是锌粉随机地跟随镀锌钢绞线进入光缆产品填充在护套内,聚集的锌粉导致在光缆护套成型的过程中,护套在一些部位的截面会变薄,在高压火花检测仪对光缆护套进行完整性检测时,会出现高压火花异常的残次品。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种自承式8字型光缆脱锌粉质量管控设备及方法,其可将白油纳入镀锌钢绞线使用中,减少镀锌钢绞线表层的脱锌粉概率,成本低,效果好。
6.为实现上述目的,按照本发明的一个方面,提供了一种自承式8字型光缆的锌粉质量管控设备,其特征在于,包括机架、油罐、油管、流量控制器和毛毡体,其中:
7.所述油罐安装在所述机架上,所述油罐内储存有白油,并且该油罐具有出油口;
8.所述毛毡体具有作为镀锌钢绞线移动通道的贯穿孔,以便毛毡体包裹从贯穿孔通过的镀锌钢绞线;
9.所述油管的进油端连接所述出油口;
10.所述流量控制器安装在所述油管上的,以控制从油管的出油端流出的白油的流量;
11.所述油管的出油端布置在对应于所述毛毡体的位置,以让白油流到毛毡体上,从而通过毛毡体将白油涂抹在镀锌钢绞线上。
12.优选地,所述流量控制器为阀门或流量计。
13.优选地,所述流量计为微小流量流量计。
14.优选地,所述毛毡体有两组,分别为第一毛毡体和第二毛毡体并且它们沿着镀锌钢绞线的移动方向依次设置,所述第二毛毡体用于擦去镀锌钢绞线上的多余的白油。
15.优选地,所述油管包括透明的出油管和可弯折后定型的蛇管并且它们的第一端固定连接在一起,所述出油管的第二端连接所述油罐的出油口,所述蛇管的第二端布置在对应于所述毛毡体的位置。
16.优选地,所述机架包括立柱和升降架,所述升降架高度可调整地安装在所述立柱上,所述油罐安装在所述升降架上。
17.优选地,所述机架包括立柱和模架,所述毛毡体可拆卸安装在所述模架上。
18.优选地,所述油罐的注油口处设置有消声器。
19.优选地,所述油罐透明。
20.按照本发明的另一个方面,还提供了所述的一种自承式8字型光缆的锌粉质量管控设备进行锌粉质量管控的方法,其特征在于,包括以下步骤:
21.1)打开流量控制器,让油罐中的白油通过油管流到毛毡体上;
22.2)让镀锌钢绞线从毛毡体的贯穿孔穿过,并且保证毛毡包裹镀锌钢绞线,从而将白油抹在镀锌钢绞线上;
23.3)牵引装置牵引镀锌钢绞线水平移动,从而将毛毡体上的白油抹在镀锌钢绞线的外表面及沟槽内的表面上;
24.4)镀锌钢绞线经过导向轮的导向后再进入到挤塑机的模具内,挤塑机在镀锌钢绞线和缆芯的外围成型护套。
25.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
26.1)本发明通过油罐和毛毡体的配合,通过毛毡体将白油抹在镀锌钢绞线上,可起到良好的润滑作用;在镀锌钢绞线进入挤塑机的模具之前,金属导向轮与镀锌钢绞线接触可减少对镀锌钢绞线的摩擦,降低镀锌钢绞线的磨损,从而减少镀锌钢绞线的脱粉概率。
27.2)本发明的油罐为透明,出口油管也透明,通过可视化的油罐与出口油管,可实时观察白油的容量和流出情况。
28.3)本发明的蛇管在弯折后可保持形状,其在任意位置可定位,方便蛇管调整位置来对准毛毡体,可以很方便地在该场景使用。
29.4)本发明的流量计采用微小流量流量计,其定量精准,定量化使用保证白油的抹涂量精准管控。
30.5)通过两组毛毡体配合,一组在镀锌钢绞线上进行抹白油,一组擦去多余的白油,简易的抹、擦一体模架思路,成本低,效果好。
31.6)在镀锌钢绞线的外围成型护套形成光缆后,镀锌钢绞线上的白油具有一定的防水作用,防止水气渗透腐蚀,可有效保护护套内的镀锌钢绞线。
附图说明
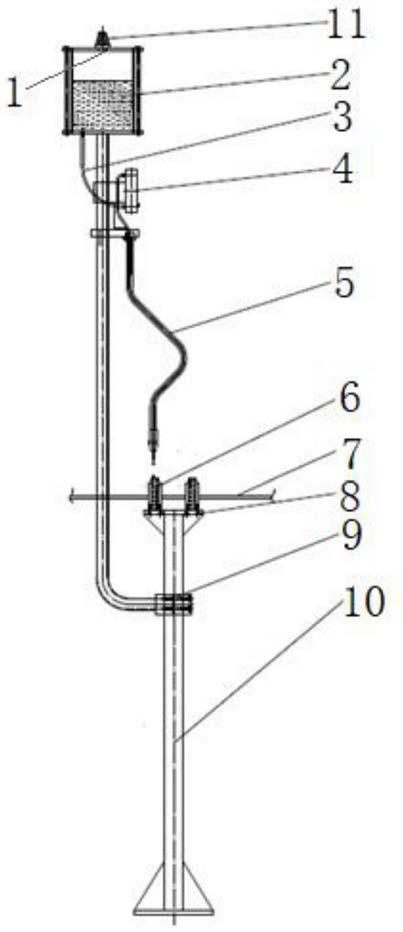
32.图1是本发明的结构示意图;
33.图2是本发明中镀锌钢绞线通过毛毡体的示意图。
具体实施方式
34.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
35.参照图1、图2,一种自承式8字型光缆的锌粉质量管控设备,包括机架12、油罐2、油管、流量控制器4和毛毡体6,其中:
36.所述油罐2和毛毡体6均所述安装在所述机架12上,所述油罐2内储存有白油,所述罐体优选为透明的,这样可以随时观察油罐2内白油的储量,本发明的白油优选采用工业级白油。所述油罐2的注油口1处设置有消声器11,这样可以消声,防止注油声音过大造成噪声。该油罐2具有出油口,所述毛毡体6具有作为镀锌钢绞线7移动通道的贯穿孔,以便毛毡体6包裹从贯穿孔通过的镀锌钢绞线7;毛毡体6富有弹性,可在镀锌钢绞线7通过时变形并保持始终夹住镀锌钢绞线7;而且毛毡体6的耐磨性较好,经久耐用,能够承受镀锌钢绞线7移动进的摩擦,使得毛毡体6上的毛不掉落到镀锌钢绞线7的缝隙内而影响光缆护套的成型厚度。毛毡体6可以是一卷毛毡片卷成的结构,贯穿孔即为一卷毛毡片的中心孔,毛毡体6也可以直接是毛毡片固定在限位块上形成的结构,中间预留贯穿孔。
37.所述油管的进油端连接所述出油口,油罐2里面的白油可以从出油口进入到油管。
38.所述流量控制器4安装在所述油管上的,以控制从油管的出油端流出的白油的流量;所述流量控制器4为阀门或流量计,如果是阀门的话,则可通过启、闭阀门来控制白油的流出,通过阀门的开度可以控制白油的流量大小。而流量计则可以定量地控制白油的流量。优选地,所述流量计为微小流量流量计,通过微小流量流量计的微量调整方法,可以通过微流量的流量计开关,可视化地、定量地完成白油到毛毡体6上的白油量,不至于大水漫灌式的不可控,镀锌钢绞线7移动方向上的前后两处毛毡体6均安装在模架8上形成一体式结构,集中完成了白油的抹匀与镀锌钢绞线7上的多余白油油滴的擦除工作,简单可靠。框架8包括架体和安装在架体上的、用于固定毛毡片的限位块13。
39.所述油管的出油端布置在对应于所述毛毡体6的位置,以让白油流到毛毡体6上,从而通过毛毡体6将白油涂抹在镀锌钢绞线7上。油管的出油端可以设置在毛毡体6的上方,白油在自重的情况下流到毛毡体6上。白油流到毛毡体6的毛上后,由于毛毡体6是夹着镀锌钢绞线7,相当于是包裹着镀锌钢绞线7,因此毛毡体6的毛上的白油可以转发到镀锌钢绞线7上,从而可有效防止镀锌钢绞线7上的锌粉的脱落。
40.进一步,所述毛毡体6有两组,分别为第一毛毡体6和第二毛毡体6并且它们沿着镀锌钢绞线7的移动方向依次设置,所述第二毛毡体6用于擦去镀锌钢绞线7上的多余的白油。镀锌钢绞线7在牵引装置的牵引下水平移动,第二毛毡体6在对应于镀锌钢绞线7的部位可以预先加一些白油在上面,以防在刚开始的时候将镀锌钢绞线7上的白油全部擦去。第二毛毡体6容纳的白油的量肯定要少于第一毛毡体6容纳的白油的量,这样才能起到擦去镀锌钢
绞线7上多余的白油的作用。
41.进一步,所述油管包括透明的出油管3和可弯折后定型的蛇管5并且它们的第一端固定连接在一起,所述出油管3的第二端连接所述油罐2的出油口,所述蛇管5的第二端布置在对应于所述毛毡体6的位置。透明的出油管3可以方便地看出油管3内的白油的流动是否顺畅,是否有堵塞。而且蛇管5是可以弯折的管道,其弯折后,可以很方便地将蛇管5的第二端对准毛毡体6,方便让白油流到毛毡体6上。
42.进一步,所述机架12包括立柱10和升降架9,所述升降架9高度可调整地安装在所述立柱10上,所述油罐2安装在所述升降架9上。则调整升降架9,有助于油罐2内的白油在自重的情况下从油管内流出。而且还可以调整油管的出油端与毛毡体6之间的间距,让它们之间的间距合适,从而方便油管内的油流出到毛毡体6上时不要引起白油的飞溅,以及不要让白油的动量太大浪费白油。
43.进一步,所述机架12包括立柱10和模架8,所述毛毡体6可拆卸安装在所述模架8上,便于更换毛毡体6。毛毡体6长期与镀锌钢绞线7摩擦会引起毛毡体6的发热磨损以及毛毡体6上的白油变质,因此在使用一段时间后需要更换毛毡体6。
44.白油无色、无味、对高度运转的机械设备有较好的润滑作用,通过在镀锌钢绞线7上涂抹一层薄薄的白油层,可以减少接触摩擦力,进而可以减少镀锌钢绞线7上镀的锌粉在线导向过金属导向轮表面时表层的脱锌粉概率,降低掉粉;此外,白油本身液体张力附着在钢丝表面,可以包裹着脱落的锌粉,减少新粉聚集、集中掉落的可能性。在实际工艺执行过程中也验证了这一点,掉粉相关的次品率降低了90%,两个毛毡体6的抹擦一体化,很好实现了涂白油,白油的定量滴灌以及多余油滴的擦除都能保证后续在挤塑机中护套获得良好的成型(多余的白油油层也会降低形成护套的pe聚合物与镀锌钢绞线7的剥离强度)。
45.按照本发明的另一个方面,还提供了一种自承式8字型光缆脱锌粉质量管控方法,其利用所述自承式8字型光缆的锌粉质量管控设备进行锌粉质量管控,包括以下步骤:
46.1)打开流量控制器4,让油罐2中的白油通过油管流到毛毡体6上,让毛毡体6沾上白油,这样就可以在镀锌钢绞线7的表面各处都抹上白油。当然,由于油管内的白油流得比较慢,为了提升工作效率,刚开始为让镀锌钢绞线7迅速地抹上白油,也可以预先让整个毛毡体6先全部沾上一些白油,然后再将毛毡体6安装到机架12上。
47.2)让镀锌钢绞线7从毛毡体6的贯穿孔穿过,并且保证毛毡包裹镀锌钢绞线7,与从而将白油抹在镀锌钢绞线7上;毛毡体6上的白油的量不能太多,太多使得镀锌钢绞线7上的白油层太厚,会造成浪费;也不能太少,太少会抹得不均匀,使得镀锌钢绞线7后续与金属导向轮的接触下仍然容易掉锌粉,应根据实际工作生产情况来调整白油的流量。
48.3)牵引装置牵引镀锌钢绞线7水平移动,从而将毛毡体6上的白油抹在镀锌钢绞线7的外表面及沟槽内的表面上。
49.4)镀锌钢绞线7经过导向轮的导向后再进入到挤塑机的模具内,其与缆芯平行的方式进入挤塑机的机头模具,挤塑机在镀锌钢绞线7和缆芯的外围成型护套。
50.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1