一种大口径光学透镜组的高精度装调方法
1.本技术涉及望远镜结构技术领域,特别是涉及一种大口径光学透镜组的高精度装调方法。
背景技术:
2.为了满足大规模时域巡天、银河系测量、暗物质和暗能量探测、太阳系外行星搜索等需求,世界上已建造了多台大视场望远镜,如日本天文台8.2m昴星团望远镜(subaru)、宽视场暗能量光谱仪(desi)、8.4米口径的同轴三反大视场望远镜lsst、泛星计划pan-starrs的两台2米级望远镜ps1和ps2、兴隆观测基地2.16米望远镜等等。为了实现大相对孔径和大视场,上述望远镜的一个主要特点是采用了主焦点形式光学系统,且在主焦点位置处采用了口径非常大的光学透镜,如lsst中最大透镜口径为1.6米。
3.主焦点形式的大视场望远镜的光学原理如图1所示,由非球面的主反射镜 103和若干片光学透镜组102构成,来自无穷远处目标的光束经过主反射镜103 镜反射后,进入光学透镜组102完成各阶像差的校正,最后被像面位置处的高灵敏度探测器101接收,实现光信号到电信号的转换,从而获得清晰的目标图像。
4.大视场巡天望远镜要实现预期的探测能力及测量精度,保证光学系统的成像质量是非常重要的,而光学透镜的相对位置精度及镜面面形精度是保证光学系统性能的前提。对于大口径光学透镜组来说,同时保证所有透镜的位置精度和面形精度均满足光学系统的需求的难度非常大,原因在于以下四个方面:
5.(1)光学透镜装调难度随着口径的增大而大大提高;
6.(2)光学透镜的面形精度与位置精度之间相互耦合,即调整透镜的位置时会造成面形精度下降;
7.(3)透镜间位置误差包括间隔误差和同轴误差,而对于大透镜来说,间隔和同轴测量难度较大。
8.对于小型透镜组来说,目前主要采用定心装调的方式,即直接将透镜放在镜座内,透镜与镜座之间设置一定的间隙,通过各个透镜边缘的调整顶丝来调整各个透镜之间的同轴偏差。各个透镜的间隔偏差通过深度千分尺来测量,并通过修磨透镜之间的隔圈来调整间隔误差。这种装调方式对于小口径透镜来说是非常有效的,因为小型透镜组位置调整和检测非常容易操作,这显然很难应用于大口径光学透镜组的装调。另外严重的缺点:在透镜组装调时并未考虑透镜镜面面形精度,只关注各个透镜之间相对位置偏差,这对于小透镜来说是可行的,因为透镜位置调整不会造成小口径透镜镜面面形精度下降。然而,对于大口径透镜来说,调整过程对镜面面形精度影响很大,在装调中不能仅考虑透镜相对位置偏差,还要考虑镜面面形精度,否则可能造成这样的现象:透镜之间相对位置偏差很小,但镜面面形精度很差,这同样会大大降低光学系统性能。此外,大口径透镜的间隔误差很难用深度千分尺来检测,只能用非接触测量手段,而且大口径透镜非常重,位置调整难度非常大,直接调整透镜很容易造成面形精度下降甚至损坏镜体。综上所述,现有的技术方法很难直接应
用于大口径光学透镜组的装调。
技术实现要素:
9.基于此,本技术提供一种大口径光学透镜组的高精度装调方法,在保证镜面面形精度的前提下实现各个透镜的装调与检测,使光学透镜组达到最佳的状态。
10.为解决上述问题,本技术提供一种大口径光学透镜组的高精度装调方法,包括:
11.s1、分别完成至少两个单透镜与其相应镜座的装调,形成若干个单透镜组件;
12.s2、将s1步骤中的若干个单透镜组件集成,形成透镜组。
13.进一步的,所述s1步骤中单透镜组件的装调方法包括:
14.s11、镜座位置调整,使镜座机械回转中心与参考轴重合;
15.s12、粗调透镜位置和角度;
16.s13、精调透镜位置、角度和高度并安装柔性支撑单元;
17.s14、精调透镜面形精度。
18.进一步的,所述s11步骤的具体方法包括:将所述镜座固定在定心仪的二维平移台上,转动回转台,并用百分表测量镜座的外圆,根据测量数据,利用微调机构调整二维平移台的位置,直到百分表示数波动在
±
0.01mm范围内,可认为所述镜座的机械回转中心与参考轴重合,调整完成后,锁定所述二维平移台的微调机构。
19.进一步的,所述s12步骤的具体方法包括:
20.在所述镜座内圆端面上均匀放置4~6个微调工装,并调整所述微调工装的升降滑块,使其高度一致;
21.将所述透镜落在所述微调工装中升降滑块的上端面上;
22.用百分表测量透镜的外圆,根据测量值水平调整透镜位置,直至百分表示数波动在
±
0.03mm范围内,此时可以在定心仪测量ccd靶面上接收到透镜上表面反射的像。
23.进一步的,所述升降滑块的等高误差小于0.03mm。
24.进一步的,所述s13步骤的具体方法包括:
25.将所述柔性支撑单元连接于对应的铟钢支撑垫和所述镜座,
26.同步转动各个微调工装的精密丝杆使升降滑块同步上升或下降,使透镜与所述柔性支撑单元对准;
27.转动回转工作台,利用定心仪测量透镜的偏心误差和角度误差,根据所述偏心误差微调透镜的横向位置,根据所述角度误差利用所述微调工装调节透镜的倾斜,反复迭代调节。
28.进一步的,所述s14步骤的具体方法包括:
29.将所述单透镜组件放置在竖向检测光路内,调整45
°
反射镜和干涉仪对准检测光路,并检测凹面面形精度;
30.根据干涉仪检测结果,利用所述微调工装局部调节透镜面形精度,直至满足光学系统对面形精度要求为止。
31.进一步的,所述s2步骤将若干个单透镜组件集成,形成透镜组的方法包括:
32.s21、将第一组单透镜组件固定在定心仪二维平移台台面上,转动回转台,利用百分表测量镜座的外圆,根据测量数据,利用微调机构调整所述二维平移台的位置,直到百分
表示数波动在
±
0.02mm范围内;然后利用所述定心仪测量第一组单透镜组件上表面的偏心误差,并利用所述微调机构调整所述二维平移台位置,直至所述定心仪测量得到的偏心误差优于0.005mm;调整完成后,锁定所述二维平移台的微调机构;
33.s22、将第二组单透镜组件放置在所述第一组单透镜组件上方连接接口位置,转动回转台,并用百分表测量镜座的外圆,根据测量数据,利用所述微调机构调整所述二维工作台的位置,直到百分表示数波动在
±
0.02mm范围内;然后利用所述定心仪测量所述第二组单透镜组件上表面的偏心误差,并横向二维调整所述第二组单透镜组件的位置,直至偏心误差优于0.005mm;然后,再利用所述定心仪测量所述第二组单透镜组件下表面与所述第一组单透镜组件上表面的空气间隔,并与理论间隔对比,根据理论与实际偏差,修磨两个透镜组件之间的垫圈,重复上述过程,直至间隔误差与偏心误差均满足要求为止;
34.s23、重复步骤s22,直至所有透镜组件装调完成。
35.本技术的有益效果:本技术提供的大口径光学透镜组的装调方法,首先借助定心仪调整单个透镜与镜座的相对位置精度,形成单透镜组件;然后借助于干涉仪检测透镜镜面面形精度并借助于微调工装局部调整各个支撑点,使镜面面形精度达到最佳状态;最后借助于定心仪集成各个单个透镜形成光学透镜组。本技术提供的装调方法能够在保证镜面面形精度的前提下实现了各个透镜装调与检测,可以使光学透镜组达到最佳的状态,与传统方法相比,具有较高应用价值和创新性。
附图说明
36.图1为主焦点望远镜光学原理;
37.图2为本技术实施例提供的透镜离散多点支撑结构总体图;
38.图3为本技术实施例提供的光学透镜组示意图;
39.图4为光学透镜组的理想位置情况;
40.图5为光学透镜组的实际位置情况;
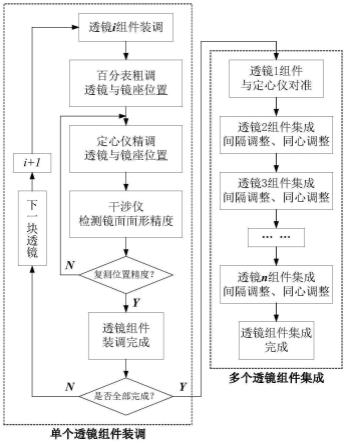
41.图6为本技术实施例提供的装调方法流程图;
42.图7为本技术实施例提供的定心仪的组成结构示意图;
43.图8为单个曲面偏差定义;
44.图9为本技术实施例提供的定心仪测量曲面偏差的工作原理图;
45.图10为被测曲面的ccd像;
46.图11本技术实施例提供的微调工装的放大图;
47.图12为本技术实施例提供的竖向检测光路示意图。
48.附图中各标号的含义为:
49.101-探测器;102-光学透镜组;103-非球面主镜;
50.201-镜座;202-透镜;203-铟钢垫;204-柔性支撑单元;205-垫圈;206
‑ꢀ
百分表;207-微调工装;
51.207-1-精密丝杆;207-2升降滑块;
52.202-1-第一透镜组件;202-2-第二透镜组件;
53.1-测量镜头;2-升降支臂;3-二维平移台;4-回转工作台。
具体实施方式
54.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施例。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本技术的公开内容的理解更加透彻全面。
55.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
56.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
57.实施例1:
58.本发明所述方法是基于大口径光学透镜离散多点柔性支撑结构提出的,用于大口径光学透镜的离散多点柔性支撑结构如图2所示,在透镜周边均匀粘接若干个铟钢垫203,每个铟钢垫203上设置多个螺纹孔,通过多个离散的柔性支撑单元204连接于铟钢垫203和镜座201之间,实现了透镜202与镜座201的连接并形成独立的透镜组件,每个柔性支撑单元204具有多个方向的柔度来适应结构变形或热变形对镜面面形精度造成的影响。这里所述的支撑结构并不是指特定的透镜,而是一种通用的结构形式。
59.在各个透镜与镜组形成独立组件后,再将各个组件装配在一起即形成光学透镜组,这里以两个透镜情况为例,如图3所示,多块透镜情况与两块情况类似。每个透镜有两个光学面,在理想情况下,第一透镜组件202-1和第二透镜组件202-2光轴重合,且两个透镜间隔与理论间隔一致。而实际情况下,第一透镜组件202-1和第二透镜组件202-2有一定的偏差,如图5所示,偏差包括位置偏差δr,光轴角度偏差θ,间隔偏差δd。除以上相对偏差以外,各个透镜镜面还存在一定面形误差,面形误差大小与各个透镜柔性支撑单元相关。
60.本技术提供的大口径光学透镜组装调方法包括两个步骤:第一步是单个透镜与其镜座及其他附件装调形成独立的组件,该步骤借助于定心仪和干涉仪共同完成,其中定心仪用于检测透镜与其镜座之间的位置偏差,透镜与其镜座之间位置偏差过大会造成下一步多个透镜无法集成,干涉仪用于检测镜面面形误差;第二步是将前一步得到的多个透镜组件集成为一个整体,即光学透镜组,该步骤借助于定心仪来检测各个透镜之间的相对位置偏差。
61.需要说明的是,光学透镜偏心误差的定义以及定心仪测量偏差的基本原理介绍如下:定心仪的基本结构组成如图7所示,主要部件包括:高精度回转工作台4,回转晃动误差优于0.5
″
,晃动位置误差优于0.005mm;测量镜头1,发射和接收测量信号,检测镜面偏差;升降支臂2,用于安装测量镜头,采用步进电机驱动滚珠丝杠驱动升降动作,具体高度位置由直线光栅尺记录反馈;二维平移台3,放置在回转工作台上台面位置,二维平移台3的上表面与回转工作台4的回转轴垂直。
62.单个曲面偏差定义如图8所示,其中参考轴定义为回转工作台4的回转轴,偏差包括位置偏差和倾斜偏差,位置偏差定义为曲率中心与参考轴的距离
△
,角度偏差定义为参考轴与曲面交点的法线与参考轴的夹角arctan(
△
/r)。
63.定心仪测量曲面偏差的工作原理如图9所示,测量镜头发出的光束透过被测曲面聚焦在曲率中心位置,并沿被测表面法线方向反射回测量镜头,并成像于ccd靶面。当被测曲面处于理想位置时,即被测曲面的曲率中心通过参考轴时,被测曲面反射回的光束在ccd靶面的像位于靶面中心。当曲率中心与参考轴不重合时,ccd靶面的像将偏离中心,当回转工作台4转动时,ccd靶面的像将绕靶面中心画圈,如图9所示。除此以外,当有多个被测曲面时,利用低相干干涉测量方法,定心仪还可以实现曲面之间空气间隔的测量,具体实现原理不再赘述。
64.具体的,本技术实施例提供的一种大口径光学透镜组装调方法流程如下,请参阅图12。
65.(一)单透镜组件的装调,即透镜与其镜座的装调过程:
66.(1)镜座位置调整:将镜座放置在定心仪二维平移台3台面上,并用螺钉固定;然后转动回转工作台4,并用百分表206测量镜座201的外圆,根据测量数据,利用微调机构调整二维工作台的位置,直到百分表示数波动在
±
0.01mm 范围内,可以认为镜座机械回转中心与参考轴重合;调整完成后,锁定二维平移台3的微调机构。
67.(2)粗调透镜位置和角度:首先在镜座内圆端面上均匀放置4~6个微调工装207,并调整微调工装207的升降滑块207-2,使其高度一致,等高误差小于 0.03mm;然后,将透镜落在微调工装207中升降滑块207-2的上端面上;然后,用百分表206测量透镜的外圆,根据测量值水平调整透镜位置,直至百分表示数波动在
±
0.03mm范围内,此时可以在定心仪测量ccd靶面上接收到透镜上表面反射的像。
68.(3)精调透镜位置、角度和高度并安装柔性支撑单元:将柔性支撑单元204 放置在各个对应的连接位置,并同步转动各个微调工装207的精密丝杆207-1 使得升降滑块207-2同步上升或下降,直至透镜边缘pad上的螺孔与柔性支撑单元204上光孔位置对准;转动回转工作台4,利用定心仪测量透镜的偏心误差和角度误差;根据偏心误差的大小微调透镜的横向位置,并根据角度偏差的大小利用微调工装207调节透镜的倾斜,此步骤中偏心误差和角度误差的调节需要反复迭代调节,直至两项误差均满足使用要求;最后,调节完成后,连接各个柔性支撑单元204的螺钉并拧紧。
69.(4)精调透镜面形精度:在上述透镜位置和角度调节并安装了柔性支撑单元204后,不可避免的造成各个柔性支撑单元204的应力不均匀,导致了镜面面形精度非常差,为此需要局部微调柔性支撑单元204来精调镜面面形精度。搭建竖向检测光路如图12所示,通过45
°
反射镜将光路折转为水平,并用干涉仪来检测面形;将上述单透镜组件放置在竖向检测光路内,调整45
°
反射镜和干涉仪对准检测光路,并检测凹面面形精度;在镜面面形精度云图上可以看出镜面会出现局部像散比较大的高低点,在这些高点的位置处,柔性支撑单元204 的左右各放置一个微调工装207,旋转微调工装207的精密螺杆,使升降滑块 207-2顶紧透镜下端面,并松开柔性支撑单元204的连接螺钉,继续旋转精密螺杆,然后再拧紧连接螺钉并反向旋转精密螺杆释放微调工装207,再检测镜面面形精度,重复上述调整过程,直至镜面面形精度满足使用要求;
70.上述步骤(1)~(2)是一个迭代的过程,即透镜偏心和角度误差调整时时会导致镜面面形变差,调整镜面面形时同样会造成偏心或角度误差,因此需要反复实施步骤(1)~(4),直至偏心和角度误差以及镜面面形精度均满足要求为止。
71.(二)透镜组装调,即各个单透镜组件集成过程
72.(1)第一块透镜组件调整:将第一透镜组件202-1放置在定心仪二维平移台3台面上,并用螺钉固定;然后转动回转工作台4,并用百分表206测量镜座的外圆,根据测量数据,利用微调机构调整二维平移台3的位置,直到百分表示数波动在
±
0.02mm范围内;然后用定心仪测量第一透镜组件202-1上表面的偏心误差,并利用微调机构调整二维平移台3位置,直至定心仪测量得到的偏心误差优于0.005mm,即可以认为第一透镜组件与参考轴重合;调整完成后,锁定二维平移台3的微调机构。
73.(2)第二透镜组件装调:将第二透镜组件202-2放置在第一透镜组件202-1 上方连接接口位置;然后转动回转工作台4,并用百分表206测量镜座的外圆,根据测量数据,利用微调机构调整二维平移台3的位置,直到百分表示数波动在
±
0.02mm范围内;然后,利用定心仪测量第二透镜组件上表面的偏心误差,并横向二维调整第二透镜组件202-2的位置,直至偏心误差优于0.005mm;然后,再利用定心仪测量第二透镜组件下表面与第一透镜组件上表面的空气间隔,并与理论间隔对比,根据理论与实际偏差,修磨两个透镜组件之间的垫圈205,如图3所示;重复上述过程,直至间隔误差与偏心误差均满足要求为止。
74.(3)后续单透镜组件装调:重复步骤2,直至所有透镜组件装调完成。
75.本技术提供的大口径光学透镜组的装调方法,首先借助定心仪调整单个透镜与镜座的相对位置精度,形成单透镜组件;然后借助于干涉仪检测透镜镜面面形精度并借助于微调工装局部调整各个支撑点,使镜面面形精度达到最佳状态;最后借助于定心仪集成各个单个透镜形成光学透镜组。本技术提供的装调方法能够在保证镜面面形精度的前提下实现了各个透镜装调与检测,可以使光学透镜组达到最佳的状态,与传统方法相比,具有较高应用价值和创新性。
76.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
77.以上实施例仅表达了本技术的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1