一种涂胶机的制作方法
:
1.本实用新型涉及涂胶设备技术领域,具体的说是一种特别适用于半导体电路图像化处理工艺中薄片基板用的涂胶机。
背景技术:
2.半导体图像化处理工艺中,需要先在基板表面涂布光刻胶,通过光刻工艺曝光,然后现像、蚀刻。因为薄片基板通常厚度0.3~1mm,涂胶时涂胶辊与支撑辊之间间距通常需要设置为小于基板厚度值,现有技术涂胶机涂胶辊与支撑辊一般为等径胶辊,由于胶辊加工存在一定尺寸偏差,且使用一段时间后胶辊会产生变形,所以为保证涂胶质量,需将涂胶间距设置变小,以提供适合的压力,从而使涂胶辊上的光刻胶均匀转印到薄片基板表面,由此带来的不良后果是基板表面涂胶胶厚不均匀,且涂胶辊与支撑辊间距过小,涂胶辊与支撑胶辊部分位置接触,导致涂胶辊上光刻胶溢出,涂胶辊粘附支撑辊上的灰尘,污染光刻胶,导致产品品质不良增多。
3.为解决胶辊表面带液量不足导致的涂胶量少的问题,专利文献cn205797627u中公开了一种v型槽胶辊,通过在胶辊上设置多个环形v型槽,且v型槽连接点顶部宽度0.005
‑
0.5mm,相邻两个v型凹槽之间的夹角5~150度,来提高胶辊带液量。但这种胶辊对于薄片基板类产品来说,其参数设置范围太大,无法实现此类产品精确控制涂胶厚度精度
±
0.5μm。
技术实现要素:
4.本实用新型针对现有技术中存在的缺点和不足,提出了一种涂胶辊与薄片基板间压力可调、涂胶厚度均匀、能够有效避免光刻胶污染的涂胶机。
5.本实用新型通过以下措施达到:
6.一种涂胶机,工作台上设有支撑辊,支撑辊的上侧设有高度可调的涂胶辊,涂胶辊与支撑辊平行设置,其特征在于,支撑辊由第一支撑组件承托,涂胶辊由第二支撑组件承托,所述第一支撑组件中包括对称设置在工作台上的左侧立板、右侧立板,以及固定于左侧立板和右侧立板顶部的支撑横梁;第二支撑组件包括第二左立板和第二右立板,其中第二左立板与第二右立板的上端分别经高度调节螺杆与支撑横梁相连;支撑辊由支撑电动机驱动,涂胶辊由涂胶电动机驱动,支撑辊与涂胶辊转动方向相反。
7.本实用新型所述涂胶辊上侧还设有匀胶辊,匀胶辊与涂胶辊平行设置,且设有用于调节匀胶辊与涂胶辊间压力的间距调节机构。
8.本实用新型所述支撑辊对应基板涂胶区域处的外径,比非涂胶区域大1
‑
5mm,从而避免支撑辊与涂胶辊接触,污染光刻胶,影响涂胶质量。
9.本实用新型所述涂胶辊表面设有三元乙丙橡胶层,三元乙丙橡胶层表面设置沿涂胶辊长度方向设置的波浪型连续沟槽,沟槽形成的回转面与涂胶辊中轴线垂直,沟槽宽度为50
‑
200微米,深度范围为30
‑
150微米,v型槽角度范围为45
‑
90度,涂胶辊硬度范围为50
‑
80度。
10.本实用新型所述第二支撑组件中第二左立板、第二右立板的内侧分别对称设置左侧直线滑轨和右侧直线滑轨,直线滑轨内设有相配合的滑块,滑块上固定连接滑块座,直线滑轨的上端分别设有一组间距调节机构,所述间距调节机构包括螺母座、调节螺杆,其中螺母座固定在对应的第二左立板或第二右立板上直线滑轨的上端;匀胶辊两端分别与两块匀胶辊固定板相连,两块匀胶辊固定板分别与左侧滑块座、右侧滑块座相连,间距调节机构中的调节螺杆的一端连接滑块,调节螺杆的另一端与第二左立板/第二右立板的螺母座相连,通过调整调节螺杆与螺母座的相对位置,可以控制匀胶辊固定板与直线滑轨的相对位置,进而调节匀胶辊与涂胶辊之间间距,来达到调节匀胶辊与涂胶辊间压力的目的,使工作状态下,匀胶辊被动的与涂胶辊做反向转动,然后将匀胶辊上的胶液转印到涂胶辊上。
11.本实用新型所述第二左立板或第二右立板内侧的直线滑轨与水平方向夹角小于90
°
。
12.本实用新型工作台下侧设置胶桶、胶泵,并经与胶泵相连的管路,将胶液送入喷嘴,喷嘴设置在匀胶辊上方,从而使胶液直接喷洒至匀胶辊,再经匀胶辊完成涂胶辊辊体上胶液的涂布。
13.本实用新型在工作时,通过高度调节螺杆,可以调节第二支撑组件相对于第一支撑组件的相对高度,进而调节支撑辊与涂胶辊之间间距,使涂胶辊与支撑辊保持等间距;第二支撑组件中两立板上开口,装有匀胶辊固定板,匀胶辊安装在匀胶辊固定板上,匀胶辊固定板与第二组侧板上滑块座连接,通过间距调节机构调节匀胶辊与涂胶辊之间的压力,涂胶辊经涂胶电动机驱动,支撑辊经支撑电动机驱动,使涂胶辊与支撑辊做相对反方向转动;匀胶辊与涂胶辊通过压力接触,被动的与涂胶辊做相对反向转动,胶泵抽取胶桶中胶液通过喷嘴滴注到匀胶辊上,胶液转印到涂胶辊上,基板通过涂胶辊和支撑辊之间,胶液转印到基板上;此外,支撑辊对应基板涂胶位置胶辊比非涂胶区域直径大1
‑
5mm,避免与涂胶辊接触,消除了支撑辊表面异物污染光刻胶;涂胶辊表面由打磨光滑的三元乙丙橡胶表面加工有多个波浪型沟槽,相邻沟槽彼此间距相同,沟槽宽度值50~200μm,深度值30~150μm,角度45~90
°
,胶辊硬度50~80,该沟槽形成的回转面与辊子轴线垂直,匀胶辊与涂胶辊间压力可调,使涂胶辊表面的光刻胶厚度均匀,转印到薄片状基板表面的光刻胶厚更加均匀且厚度可控,厚度控制精度可达
±
0.5μm,极大地提高了涂胶质量。
附图说明:
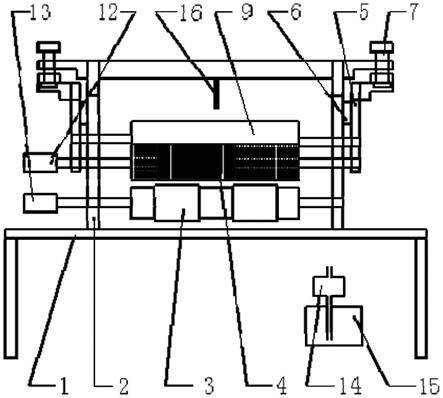
14.附图1是本实用新型的结构示意图。
15.附图2是本实用新型中涂胶辊与匀胶辊的侧面示意图。
16.附图3是本实用新型中涂胶辊的一种结构示意图。
17.附图4是本实用新型中间距调节机构的一种结构示意图。
18.附图标记:工作台1、第一支撑组件2、支撑辊3、涂胶辊4、第二支撑组件5、第一组侧板与第二组侧板间滑块6、高度调节机构7、匀胶辊固定板8、匀胶辊9、滑块座10、间距调节机构11、涂胶电动机12、支撑电动机13、胶泵14、胶桶15、喷嘴16、直线滑轨17、螺母座18、调节螺杆19、滑块20、沟槽宽度a、沟槽深度b、沟槽角度c。
具体实施方式:
19.下面结合附图和实施例,对本实用新型作进一步的说明。
20.如附图所示,本实用新型提出了一种涂胶机,工作台1上设有支撑辊3,支撑辊3的上侧设有高度可调的涂胶辊4,涂胶辊4与支撑辊3平行设置,支撑辊3由第一支撑组件2承托,涂胶辊4由第二支撑组件5承托,所述第一支撑组件2中包括对称设置在工作台1上的左侧立板、右侧立板,以及固定于左侧立板和右侧立板顶部的支撑横梁;第二支撑组件5包括第二左立板和第二右立板,其中第二左立板与第二右立板的上端分别经高度调节螺杆与支撑横梁相连;支撑辊3由支撑电动机13驱动,涂胶辊4由涂胶电动机12驱动,支撑辊3与涂胶辊4转动方向相反。
21.本实用新型所述涂胶辊4上侧还设有匀胶辊9,匀胶辊9与涂胶辊4平行设置,且设有用于调节匀胶辊9与涂胶辊4间压力的间距调节机构11。
22.本实用新型所述支撑辊3对应基板涂胶区域处的外径,比非涂胶区域大1
‑
5mm,从而避免支撑辊3与涂胶辊4接触,污染光刻胶,影响涂胶质量。
23.本实用新型所述涂胶辊4表面设有三元乙丙橡胶层,三元乙丙橡胶层表面设置沿涂胶辊长度方向设置的波浪型连续沟槽,沟槽形成的回转面与涂胶辊中轴线垂直,沟槽宽度为50
‑
200微米,深度范围为30
‑
150微米,v型槽角度范围为45
‑
90度,涂胶辊硬度范围为50
‑
80度。
24.本实用新型所述第二支撑组件5中第二左立板、第二右立板的内侧分别对称设置左侧直线滑轨和右侧直线滑轨,直线滑轨内设有相配合的滑块,滑块上固定连接滑块座,直线滑轨17的上端分别设有一组间距调节机构11,所述间距调节机构11包括螺母座18、调节螺杆19,其中螺母座18固定在对应的第二左立板或第二右立板上直线滑轨的上端;匀胶辊9两端分别与两块匀胶辊固定板8相连,两块匀胶辊固定板8分别与左侧滑块座、右侧滑块座相连,间距调节机构11中的调节螺杆19的一端连接滑块20,调节螺杆19的另一端与第二左立板/第二右立板的螺母座18相连,通过调整调节螺杆19与螺母座18的相对位置,可以控制匀胶辊固定板8与直线滑轨17内的相对位置,进而调节匀胶辊与涂胶辊之间间距,来达到调节匀胶辊与涂胶辊间压力的目的,使工作状态下,匀胶辊被动的与涂胶辊做反向转动,然后将匀胶辊上的胶液转印到涂胶辊上。
25.本实用新型工作台下侧设置胶桶15、胶泵14,并经与胶泵14相连的管路,将胶液送入喷嘴16,喷嘴16设置在匀胶辊上方。
26.实施例1:
27.本例提出了一种涂胶机,包括工作台1,第一支撑组件2安装在工作台1上,支撑辊3安装在第一支撑组件2中两立板之间,涂胶辊4安装在第二支撑组件5之间,第一支撑组件2的两立板与第二支撑组件的两立板5经两个滑块6对应连接,通过高度调节机构7调节第二支撑组件5相对于第一支撑组件2的相对位置,实现支撑辊3与涂胶辊4之间间距调节,通过调节涂胶辊与支撑辊保持等间距;
28.第二组侧板5上开口,装有匀胶辊固定板8,匀胶辊9安装在第二组侧板上匀胶辊固定板8上,匀胶辊固定板8连接在滑块座10上,通过间距调节机构11调节匀胶辊9与涂胶辊4之间的压力,
29.本例所述第二支撑组件5中第二左立板、第二右立板的内侧分别对称设置左侧直
线滑轨和右侧直线滑轨,直线滑轨内设有相配合的滑块,滑块上固定连接滑块座,直线滑轨的上端分别设有一组间距调节机构,所述间距调节机构11包括螺母座、调节螺杆,其中螺母座固定在对应的第二左立板或第二右立板上直线滑轨的上端;匀胶辊9两端分别与两块匀胶辊固定板8相连,两块匀胶辊固定板8分别与左侧滑块座、右侧滑块座相连,间距调节机构中的调节螺杆的一端连接滑块,调节螺杆的另一端与第二左立板/第二右立板的螺母座相连,通过调整调节螺杆与螺母座的相对位置,可以控制匀胶辊固定板在直线滑轨内的相对位置,进而调节匀胶辊与涂胶辊之间间距,来达到调节均胶辊与涂胶辊间压力的目的,使工作状态下,匀胶辊被动的与涂胶辊做反向转动,然后将匀胶辊上的胶液转印到涂胶辊上
30.涂胶辊4一侧均装有电动机12,支撑辊3一侧装有电动机13,带动涂胶辊4与支撑辊3做相对反方向转动,匀胶辊9与涂胶辊4通过压力接触,被动的与涂胶辊4做相对反向转动,胶泵14抽取胶桶15中胶液通过喷嘴16滴注到匀胶辊9上,胶液转印到涂胶辊4上,基板通过涂胶辊4和支撑辊3之间,胶液转印到基板上。
31.本例中,支撑辊3对应基板涂胶位置胶辊比非涂胶区域直径大1
‑
5mm,避免与涂胶辊4接触,消除了支撑辊表面异物污染光刻胶;涂胶辊4表面由打磨光滑的三元乙丙橡胶表面加工有多个波浪型沟槽,相邻沟槽彼此间距相同,沟槽宽度值50~200μm,深度值30~150μm,角度45~90
°
,胶辊硬度50~80,该沟槽形成的回转面与辊子轴线垂直,匀胶辊与涂胶辊间压力可调,使涂胶辊表面的光刻胶厚度均匀,转印到薄片状基板表面的光刻胶厚更加均匀且厚度可控,厚度控制精度可达
±
0.5μm,极大地提高了涂胶质量。
32.本实用新型在基板表面涂布的光刻胶胶厚均匀,且涂胶过程中涂胶辊与支撑辊表面不接触,避免光刻胶污染,极大地改善涂胶产品品质。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1