基于非球面弯月型透镜的3D打印边缘光斑矫正方法及装置与流程
基于非球面弯月型透镜的3d打印边缘光斑矫正方法及装置
技术领域
1.本发明属于3d打印机技术领域,尤其涉及一种基于非球面弯月型透镜的3d打印边缘光斑矫正方法及装置。
背景技术:
2.增材制造,即3d打印技术,是一种以数字模型文件为基础,通过逐层打印金属、塑料、陶瓷、砂等可粘合材料的方式来成型物体的技术,突破了传统工艺的加工限制,能够快速成型具备复杂结构的零件。根据耗材种类及送料方式的不同,3d打印装置采用的技术类型也不同,包括:光固化成型技术sla、选区激光熔化技术slm、选区激光烧结技术简称sls。其中,sls、slm工艺都是基于层层铺粉后采用激光器等热源对粉体进行烧结或者熔覆。
3.在振镜扫描打印过程中,扫描光束在不同的扫描位置会出现倾斜情况,扫描坐标不同,倾斜斜率也不一样。因此在打印过程中,中间部分的打印质量会比较好,边缘位置的打印质量会下降。
4.针对上述问题,本技术人的在先申请提出了一种激光3d打印机边缘光斑面积补偿方法(授权公布号:cn113459678b)和一种3d打印机调焦装置(授权公布号:cn215867306u)。一种激光3d打印机边缘光斑面积补偿方法包括以下步骤:取光束垂直照射至打印平台时的光斑直径为理想扫描线宽;扫描过程中,当光束倾斜照射至打印平台时,基于光束的倾斜角度以及照射到打印平台上的光斑的扫描方向,通过光斑倾斜补偿法计算决定实际扫描线宽的两个端点,使得实际扫描线宽的两个端点的距离与理想扫描线宽相同;通过变焦系统不断地调整光斑的面积,使光斑的实际扫描线宽的两个端点的位置与前述两个端点位置一致,用不断调整的光斑完成扫描。一种3d打印机调焦装置包括依次设置于外壳内部的光源、聚焦镜组、调焦透镜组以及将扩散的光束调整为平行光束或聚焦光束的光束调整透镜组;所述的光源、聚焦镜组、调焦透镜组和光束调整透镜组的中心位于同一条直线上;所述的光源、聚焦镜组和光束调整透镜组均与外壳固定,调焦透镜组与外壳滑动连接;所述的调焦透镜组包括两个相同的第一凹透镜,第一凹透镜的两面均为凹面。
5.上述两专利实际上是通过软件算法和实时动态对焦对边缘光斑进行实时动态调整倍率,进而让整个打印幅面的扫描线宽保持恒定。但是这套系统无论是软件算法还控制系统均比较复杂,因此需要一套简单的方式能实现边缘光斑和中心光斑尺寸保持一样。
技术实现要素:
6.本发明提供了一种基于非球面弯月型透镜的3d打印边缘光斑矫正方法及装置,以解决现有边缘光斑实时动态调整的控制系统及软件算法复杂的问题。
7.为解决上述技术问题,本发明提供的技术方案为:
8.本发明涉及的一种基于非球面弯月型透镜的3d打印边缘光斑矫正方法,其包括以下步骤:
9.1)将光斑为圆形的高斯光束透过非球面弯月型透镜,所述的非球面弯月型透镜包
括凹面和凸面,凸面的曲率半径大于凹面的曲率半径;随着距离凹面的圆心的长度逐渐增加,凹面的曲率半径逐渐减小;随着距离凸面的圆心的长度逐渐增加,凸面的曲率半径逐渐减小;高斯光束从凹面射入,从凸面射出,对于倾斜射入的高斯光束,在透过非球面弯月型透镜时,高斯光束的光斑的宽度沿着非球面弯月型透镜的半径方向变大,射出的高斯光束的光斑形状为椭圆形;
10.2)对高斯光束进行聚焦,聚焦过程中,倾斜射入的高斯光束的椭圆形光斑沿着长直径方向变窄,沿着短直径方向边长,使得聚焦前后高斯光束的椭圆形光斑的方向相互垂直;
11.3)倾斜射入高斯光束投射在打印工作面上,椭圆形光斑沿着短直径的方向拉伸,进而在打印工作面上形成圆形光斑。
12.优选地,所述的非球面弯月型透镜的凹面的曲率半径的计算公式为:
[0013][0014]
公式中,r1表示凹面上距离凹面圆心长度为d处位置的曲率半径,d1表示光束进入非球面弯月型透镜前的直径,d2表示垂直进入非球面弯月型透镜情况下的光束射出非球面弯月型透镜后的直径,h表示非球面弯月型透镜的平均厚度,n表示制作非球面弯月型透镜的玻璃折射率。
[0015]
优选地,所述的非球面弯月型透镜的凸面的曲率半径的计算公式为:
[0016][0017]
公式中,r2表示凸面上距离凸面圆心长度为d处位置的曲率半径。
[0018]
优选地,所述的高斯光束的束腰半径为:
[0019][0020]
公式中,θ表示光束发散角或聚焦角,ω0表示束腰半径,λ表示激光波长,π圆周率。
[0021]
优选地,对于垂直射入非球面弯月型透镜的高斯光束,所述步骤1)中,其透过非球面弯月型透镜后的光斑形状仍为圆形,经过所述步骤2)聚焦后的光斑形状也为圆形;步骤3)中该光斑形状为圆形的高斯光束垂直射到打印工作面上,最终投射在打印工作面上的光斑形状也为圆形。
[0022]
本发明还涉及一种基于非球面弯月型透镜的3d打印边缘光斑矫正装置,其包括非球面弯月型透镜、聚焦透镜和打印工作面;
[0023]
所述的非球面弯月型透镜包括凹面和凸面,凸面的曲率半径大于凹面的曲率半径;随着距离凹面的圆心的长度逐渐增加,所述的凹面的曲率半径逐渐减小;随着距离凸面的圆心的长度逐渐增加,所述的凸面的曲率半径逐渐减小;所述的凹面为射入面,所述的凸面为射出面;对于倾斜射入非球面弯月型透镜的高斯光束,在透过非球面弯月型透镜时,高斯光束的光斑的宽度沿着非球面弯月型透镜的半径方向变大,使得射出的高斯光束的光斑形状为椭圆形;
[0024]
所述的聚焦透镜和打印工作面依次设置在非球面弯月型透镜的下方,聚焦透镜和打印工作面均与非球面弯月型透镜平行设置。
[0025]
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
[0026]
本发明涉及的3d打印边缘光斑矫正方法是在聚焦透镜与光束光源之间设置了非球面弯月型透镜,通过非球面弯月型透镜和聚焦透镜配合,使得倾斜射入的光束的光斑形状变为椭圆形,椭圆形光斑的短边方向沿着非球面弯月型透镜直径的方向,当其投影到打印工作面时,光束的短边被拉伸,形成圆形光斑;因此,无论光束是垂直还是倾斜的,让3d打印中的中心光束与边缘光束始终为同一尺寸,打印扫面线宽也为相同宽度,能极大的提高打印质量,且该方法无需任何软件补偿算法和任何运动控制矫正,实现方式简单,成本低。
附图说明
[0027]
图1是非球面弯月型透镜的剖视图;
[0028]
图2是凹面、凸面的各个位置的曲率半径变化图;
[0029]
图3是高斯光束透过非球面弯月型透镜的示意图;
[0030]
图4是透过非球面弯月型透镜的光束的光斑形状示意图;
[0031]
图5是高斯光束聚焦的原理图;
[0032]
图6是高斯光束聚焦前后的光斑形状图;
[0033]
图7是投影到打印工作面的光斑形状;
[0034]
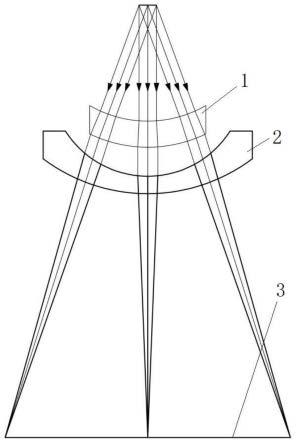
图8是基于非球面弯月型透镜的3d打印边缘光斑矫正装置的结构示意图;
[0035]
图9是原来ftheta镜头的透镜组合图;
[0036]
图10是将第一块透镜改为非球面弯月型透镜的ftheta镜头;
[0037]
图11是将最后一块透镜改为非球面弯月型透镜的ftheta镜头。
[0038]
附图说明:1-非球面弯月型透镜,11-凹面,12-凸面,2-聚焦透镜,3-打印工作面,4-透镜。
具体实施方式
[0039]
为进一步了解本发明的内容,结合实施例对本发明作详细描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
[0040]
实施例1
[0041]
本实施例涉及一种基于非球面弯月型透镜的3d打印边缘光斑矫正方法,其包括以下步骤:
[0042]
1)将光斑为圆形的高斯光束透过非球面弯月型透镜,非球面弯月型透镜1的结构如图1所示,其包括凹面11和凸面12,凸面12的曲率半径大于凹面11的曲率半径;随着距离凹面11的圆心的长度逐渐增加,凹面11的曲率半径逐渐减小;随着距离凸面12的圆心的长度逐渐增加,凸面12的曲率半径逐渐减小;
[0043]
其中,凹面11中各位置的曲率半径的计算公式为:
[0044]
[0045]
公式中,r1表示凹面上距离凹面圆心长度为d处位置的曲率半径,d1表示光束进入非球面弯月型透镜前的直径,d2表示垂直进入非球面弯月型透镜情况下的光束射出非球面弯月型透镜后的直径,h表示非球面弯月型透镜的平均厚度,n表示制作非球面弯月型透镜的玻璃折射率;
[0046]
凸面12中各位置的曲率半径的计算公式为:
[0047][0048]
公式中,r2表示凸面上距离凸面圆心长度为d处位置的曲率半径。
[0049]
根据上述两个公式,可得出凹面11各位置的曲率半径与凹面11上对应位置距离凹面11的圆心的长度的关系以及凸面12各位置的曲率半径与凸面12上对应位置距离凸面12的圆心的长度的关系,如图2所示。
[0050]
如图3所示,高斯光束从凹面射入,从凸面射出。如图4所示,对于垂直射入非球面弯月型透镜1的高斯光束,其透过非球面弯月型透镜1后的光斑形状仍为圆形;对于倾斜射入的高斯光束,透过非球面弯月型透镜1后,高斯光束的光斑的宽度沿着非球面弯月型透镜1半径方向变大,高斯光束的光斑形状为椭圆形。
[0051]
2)对高斯光束进行聚焦,对于垂直射入的高斯光束,聚焦后的光斑形状也为圆形,仅光斑的尺寸发生了变化;对于倾斜射入的高斯光束,高斯光束的聚焦的原理图如图5所示,根据高斯光束的束腰半径公式可知,高斯光束的光束越粗,聚焦角度越大,其束腰半径就越小,即聚焦光斑就越小
[0052][0053]
公式中,θ表示光束发散角或聚焦角,ω0表示束腰半径,λ表示激光波长,π圆周率;
[0054]
因此,聚焦过程中,倾斜射入的高斯光束的椭圆形光斑沿着长直径方向变窄,沿着短直径方向边长,使得聚焦前后高斯光束的椭圆形光斑的方向相互垂直,如图6所示;
[0055]
3)经过聚焦的高斯光束投影到打印工作面上,对于垂直射入的高斯光束,最终投射在打印工作面上的光斑形状为圆形;对于倾斜射入的高斯光束,其投射在打印工作面时,椭圆形光斑沿着短直径的方向拉伸,在打印工作面上形成圆形光斑,如图7所示。
[0056]
实施例2
[0057]
参照附图8所示,本实施例涉及一种基于非球面弯月型透镜的3d打印边缘光斑矫正装置,其包括非球面弯月型透镜1、聚焦透镜2和打印工作面3。
[0058]
非球面弯月型透镜1包括凹面11和凸面12,凸面12的曲率半径大于凹面11的曲率半径;随着距离凹面11的圆心的长度逐渐增加,凹面11的曲率半径逐渐减小;随着距离凸面12的圆心的长度逐渐增加,凸面12的曲率半径逐渐减小;其中,凹面11中各位置的曲率半径的计算公式为:
[0059][0060]
公式中,r1表示凹面上距离凹面圆心长度为d处位置的曲率半径,d1表示光束进入
非球面弯月型透镜前的直径,d2表示垂直进入非球面弯月型透镜情况下的光束射出非球面弯月型透镜后的直径,h表示非球面弯月型透镜的平均厚度,n表示制作非球面弯月型透镜的玻璃折射率;
[0061]
凸面12中各位置的曲率半径的计算公式为:
[0062][0063]
公式中,r2表示凸面上距离凸面圆心长度为d处位置的曲率半径。
[0064]
非球面弯月型透镜1用于实现实施例1步骤1)的功能,对于倾斜射入非球面弯月型透镜的高斯光束,在透过非球面弯月型透镜时,高斯光束的光斑的宽度沿着非球面弯月型透镜的半径方向变大,使射出的高斯光束的光斑形状为椭圆形;
[0065]
所述的聚焦透镜2和打印工作面3依次设置在非球面弯月型透镜的下方,聚焦透镜2和打印工作面3均与非球面弯月型透镜平行设置。所述的聚焦透镜2用于实现实施例1步骤2);高斯光束最终投影在所述的打印工作面3上。
[0066]
实施例3
[0067]
本实施例是将非球面弯月型透镜1应用于ftheta镜头中,即将非球面弯月型透镜1与ftheta镜头集合在一起,原有的ftheta镜头如图9所示,包括4块用于改变光束方向及用于聚焦的透镜;参照附图10和11所示,本实施例涉及的ftheta镜头是将原有ftheta镜头中的其中一块透镜改为非球面弯月型透镜1,其工作的原理与实施例1的工作原理相同,本实施例不再阐述。
[0068]
以上结合实施例对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1