一种提升偏光片偏光度的方法与流程
本发明涉及偏光片,具体涉及一种提升偏光片偏光度的方法。
背景技术:
1、偏光片的全称是偏振光片,液晶显示器的成像必须依靠偏振光,所有的液晶都有前后两片偏振光片紧贴在液晶玻璃,组成总厚度1mm左右的液晶片。偏光片的基本结构包括:最中间的pva(聚乙烯醇)、两层tac(三醋酸纤维素)、psa film(压敏胶)、release film(离型膜)和protective film(保护膜)。其中,起到偏振作用的是pva层,是由pva(聚乙烯醇)薄膜经染色拉伸后制成,该层是偏光片的主要部分,也称偏光原膜。偏光层决定了偏光片的偏光性能、透过率,同时也是影响偏光片色调和光学耐久性的主要部分。偏光层的基本加工工艺按染色方法可分为染料系和碘系两大系列,按拉伸工艺可分为干法拉伸和湿法拉伸两大系列,改变其材料和加工工艺可实现对偏光度、透过率、色调和光学耐久性的调整。
2、偏光度(polarizing co-efficiency)用来表示偏光片产生偏振光的综合效率,是偏光片最重要的光学性能指标之一。偏光片的偏光度对其对比度有很大影响,而偏振片的对比度会影响液晶显示器的对比光学表现。lcd产品的使用中,要求偏光度和透过率性能指标越高越好,偏光度和透过率越高,lcd显示期间的显示效率就越高,相对能耗就小。因此,随着显示器产品领域不断往高清、节能方向发展,对偏光片偏光度的性能要求也越来越高。而偏光度受到产品生产工艺尤其是拉伸工艺中众多因素的影响,这给生产过程的偏光度控制带来了困难。如何在这些影响因素和产品偏光度之间建立起对应关系,以指导生产,实现满足要求的偏光度性能,是当前偏光片厂家的重点研究方向之一。
3、偏光度是偏光片最重要的光学性能指标之一,极大地影响到显示器的对比光学表现和显示效率。如果偏光度指标异常,则无法满足下游客户对产品的质量需求,仅2021年下半年我司因偏光度异常导致的原材料及产能损失就已超过500万元,严重影响到公司的生产经营。
技术实现思路
1、本发明提供一种提升偏光片偏光度的方法,以解决现有技术中由于偏光片的偏光度异常导致原料浪费的技术问题。
2、为解决上述问题,本发明提供的提升偏光片偏光度的方法采用如下技术方案:
3、s1.分析现有产品偏光度异常情况及其影响因素;
4、s2.确定产品偏光度的主要影响因素,并确定具体测试方案;
5、s3.根据同一型号的偏光片产品进行生产验证,形成测试数据;
6、s4.通过数据分析,形成影响因素和偏光度相关性模型,并通过极端化的对比验证,确认对应的光学数据;
7、s5.根据上述模型,少量试产,进行生产工艺调试;
8、s6.进入量产阶段,确认设备稳定性及损耗。
9、作为进一步地改进,s1中,所述影响因素包括材料因素、工艺参数因素及设备因素。
10、作为进一步地改进,所述设备因素包括lami roll的物理性质因素。
11、现在产线发生偏光度异常的时候,只有lami roll更换措施应对,因此lami roll是偏光度的主要管理项目,需通过lami roll的相关物性进行调查跟进。lami roll主要为钢卷外包裹一层橡胶形成。
12、作为进一步地改进,所述lami roll的物理性质包括表面粗糙度、硬度、直径。
13、作为进一步地改进,s2中,所述测试方案为:
14、取至少两组lami roll,改变各组lami roll的表面粗糙度指标,同时保持各组lami roll的硬度指标和直径指标不变。
15、初步制定3个方向进行lami roll物性确认(粗糙度、硬度、直径),因直径与硬度已经确认过并有了管理基准,因此本项目研究将针对粗糙度这一物性指标,通过不断的测试和分析,确认lami roll的粗糙度物性指标与产品偏光度之间的相关关系,形成对应的研究结论,为生产提供参考。
16、作为进一步地改进,s3中,用各组lami roll分别对同一型号的偏光片产品进行生产验证,测试产品偏光度在lami roll不同表面粗糙度下的表现,通过多组测试,记录测试结果。
17、作为进一步地改进,s4中,对测试的结果数据进行分析,建立lami roll粗糙度ra值和偏光片偏光度指标之间的相关性模型,确认相关性结论,从而制定lami roll粗糙度管理基准。
18、作为进一步地改进,所述lami roll表面粗糙度的测量位置包括lami roll的四个面及lami roll的左侧、中间、右侧三个方位。
19、作为进一步地改进,所述lami roll旁侧设有用于监测lami roll表面粗糙度的粗糙度测量仪,实时监测lami roll左侧、中间、右侧三个方位的表面粗糙度,以便当lamiroll的表面粗糙度磨损至设定值时,提醒更换lami roll。
20、本发明的上述技术方案的有益效果如下:
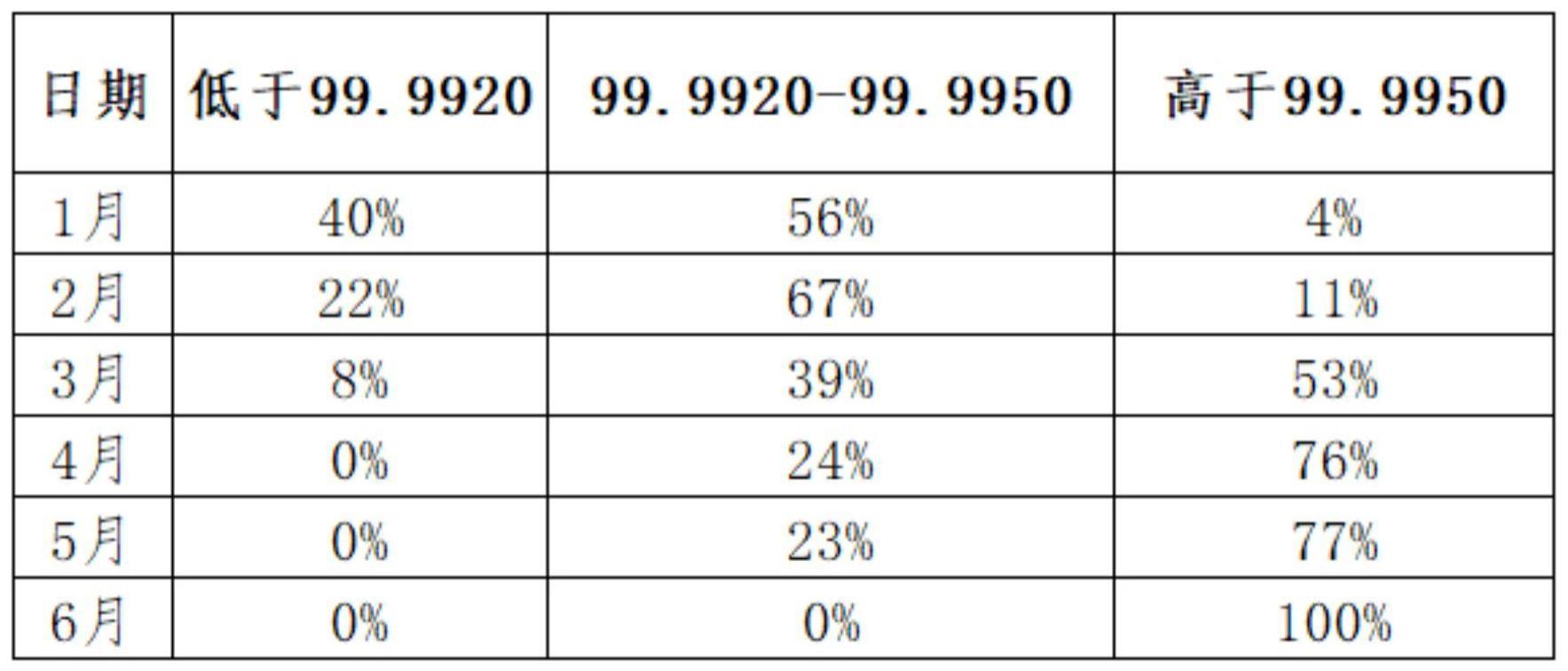
21、1、本发明方法通过测出来的lami roll的粗糙度与产品光学性能指标进行匹配,并通过控制变量,建立起特定指标间的相关性模型,可为后续生产提供科学有效参考。本发明通过lami roll粗糙度极端化的对比验证,确认对应的光学数据,确保最终得出的相关性结论的可靠性。改进后,相关产线产品偏光度指标平均可达到99.9950%以上,产品质量提高。
22、2、在确定影响偏光片偏光度的因素后,本发明在生产线中导入表面粗糙度测量仪,实时监测lami roll的表面粗糙度,lami roll的表面粗糙度磨损至设定值后,提醒工作人员及时更换lami roll,降低偏光度异常的概率,偏光度异常概率可降低4%,初步取得了良好的经济效益,预计可减少由偏光度异常引发的原材料及产能损失达700万元/年,经济效益显著、
技术特征:
1.一种提升偏光片偏光度的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的提升偏光片偏光度的方法,其特征在于:s1中,所述影响因素包括材料因素、工艺参数因素及设备因素。
3.根据权利要求2所述的提升偏光片偏光度的方法,其特征在于:所述设备因素包括lami roll的物理性质因素。
4.根据权利要求3所述的提升偏光片偏光度的方法,其特征在于:所述lami roll的物理性质包括表面粗糙度、硬度、直径。
5.根据权利要求4所述的提升偏光片偏光度的方法,其特征在于:s2中,所述测试方案为:
6.根据权利要求5所述的提升偏光片偏光度的方法,其特征在于:s3中,用各组lamiroll分别对同一型号的偏光片产品进行生产验证,测试产品偏光度在lami roll不同表面粗糙度下的表现,通过多组测试,记录测试结果。
7.根据权利要求6所述的提升偏光片偏光度的方法,其特征在于:s4中,对测试的结果数据进行分析,建立lami roll粗糙度ra值和偏光片偏光度指标之间的相关性模型,确认相关性结论,从而制定lamiroll粗糙度管理基准。
8.根据权利要求5至7任一项所述的提升偏光片偏光度的方法,其特征在于:所述lamiroll表面粗糙度的测量位置包括lami roll的左侧、中间、右侧三个方位。
9.根据权利要求8所述的提升偏光片偏光度的方法,其特征在于:所述lami roll旁侧设有用于监测lami roll表面粗糙度的粗糙度测量仪,实时监测lami roll左侧、中间、右侧三个方位的表面粗糙度,以便当lami roll的表面粗糙度磨损至设定值时,提醒更换lamiroll。
技术总结
本发明提供一种提升偏光片偏光度的方法,属于偏光片技术领域,包括分析现有产品偏光度异常情况及其影响因素、确定产品偏光度的主要影响因素并确定具体测试方案等步骤;本发明方法通过测出来的Lami Roll的粗糙度与产品光学性能指标进行匹配,并通过控制变量,建立起特定指标间的相关性模型,可为后续生产提供科学有效参考。本发明通过Lami Roll粗糙度极端化的对比验证,确认对应的光学数据,确保最终得出的相关性结论的可靠性。改进后,相关产线产品偏光度指标平均可达到99.9950%以上,偏光度异常概率可降低4%。
技术研发人员:蔡宁,朴基成,吴丽婷,马子荔,黄龙琳
受保护的技术使用者:杉金光电(广州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!