一种液态光学材料,包含其的显示面板及贴合方法与流程
本发明涉及显示,具体涉及一种液态光学材料,包含其的显示面板及贴合方法。
背景技术:
1、随着电子产品的快速发展,人们对显示面板的需求量越来越大,对屏幕显示要求更高,而屏幕贴合技术也在不断发展。
2、显示面板一般包括上层的玻璃盖板(cover glass,cg)和下层的触控显示模组(touch panel/liquid crystal module,tp/lcm)。目前市面上屏幕贴合主要采用透明光学胶(optically clearadhesive,oca)&透明光学树脂(optical clear resin,ocr)贴合,oca是一种固态光学胶,贴合时先离线把oca裁切成固定的形状,然后将oca粘贴至tp/lcm表层后再与cg进行无缝贴合,而oca受材料因素影响,透光率无法得到提升、膜厚也无法做薄,显示效果较差。
3、ocr为液态光学胶,光学透过率优于oca、可制备厚度更薄的胶层,适用于异形模组。现有ocr制程采用点胶、灌装、狭缝涂布方式,但ocr材料为低粘度液态材料,生产过程中会存在溢胶、胶水爬坡距离长、平整度差、膜层较厚、良率低等问题。
4、针对溢胶问题,现有技术也有报道,先制备固态光学胶边框,然后向固态光学胶边框内填充液态光学胶的方法,例如cn 110571351 a公开了一种柔性显示面板结构,包括依次设置的盖板、触控面板、有机发光二极管(organic light-emitting diode,oled)器件、以及背板,其特征在于,所述盖板与所述触控面板之间具有第一四边形防溢栏、以及第一光学透明树酯流体胶层填覆于所述第一四边形防溢栏与所述盖板形成的空间中,所述第一ocr流体胶层将所述盖板与所述触控面板粘合在一起。制备工艺包括:步骤s1、提供盖板;步骤s2、打印防溢栏,在所述盖板上通过喷墨打印方式进行所述打印防溢栏,所述防溢栏为ocr流体胶;步骤s3、预固化,通过紫外光线(ultraviolet rays,uv)光照射所述防溢栏,预固化所述ocr流体胶在所述盖板上;所述步骤s3预固化之后,还包括形成第一ocr流体胶层于所述步骤s2形成的所述防溢栏与所述盖板间形成的围合空间中。
5、cn 116278438 a也公开了改善喷墨打印ocr拼接痕迹的方法及装置,该方法包括:基于获取的请求信息确定待打印图形的打印区域;设定打印区域的边缘宽度并制作形成框形图案,基于框形图案打印出框形胶水并使用uv灯固化形成框形图案的固态胶;将待打印图形在固态胶内使用多喷头拼接的方式打印,待多喷头打印出的胶水互相融合和流平之后再进行固化,得到无拼接痕的胶面。
6、采用“框胶+面胶”来防止溢胶的方法较为普遍,但而框胶和面胶的共同使用会存在以下问题:
7、(1)界面问题:框胶固化后为类似固态或凝胶态,面胶为流动态,在打印或填充面胶时,固化后的边框与流动态的面胶之间,存在相容性问题,固液交界处,若相容性不佳,框胶和面胶之间存在排斥,会导致交界处为弧形,填充不完整,分界线明显,影响显示效果。现有技术针对相容性的改善也有专利报道。但申请人还发现,如果相容性太好,框胶和面胶之间存在吸引力,同样也会导致问题:在边框处由于相容性太好,面胶在流平时会被边框吸引,爬墙越过边框,导致边缘处的高度大于中心处,平整度变差。
8、(2)框胶要求具备一定的保型性,保型性是指材料保持其形状和尺寸的能力。这意味材料在打印出来后,重力的影响下,能保持相对稳定的形态,不会发生显著的变形。即框胶制备边框的过程中,要保持边框的形状和尺寸不变,框胶一般是由面胶ocr经过改性得到,有的专利甚至直接使用ocr流体胶制备边框。但ocr的粘度很低,流动性很高,如果框胶的流动性过高,则打印或制备的边框结构会变形,产生边线扭曲或高低不平的现象,影响显示效果。并且边框的宽度越窄越好,边框宽度越宽,与ocr胶的交界处就越长,即使相容性合适,交界处也不可避免会存在差异,影响显示效果。窄边框可以增加屏幕的显示一致性,从而可以扩大屏幕的显示面积,减少屏幕黑边。但窄边框则要求边框保型性高,对于保型性较差的框胶,制作出来的边框由于流动性会向下向外侧边缘流动坍塌,导致宽度变宽,无法维持设计宽度,现有技术的边框宽度在几百微米左右。而这种无法控制的流动性会导致边框边缘的形状不可控,产品一致性差,显示效果变差。
9、(3)现有技术针对这种保型性较差的框胶,一般采用打印或制作边框后在最短时间内固化定型的方式,但这对设备和工艺的要求很高,成本高。例如cn 116278438a中记载,设定的所述打印区域的边缘宽度为0.5mm,基于所述框形图案打印出框形胶水的同时使用uv灯对胶水进行固化,形成框形的固态胶。该方法的边框宽度很宽(500μm),框型胶水流动性大,因此要求打印的同时进行固化,这对设备要求很高,生产工艺难度大成本高。
10、现有技术并没有针对框胶的保型性进行研究,也没有公开如何制作更窄宽度的边框的技术。保型性与胶水的多种因素有关,如粘度、材料的表面张力等。有必要针对制作边框的框胶材料进行改进,提供一种保型性好的液态光学材料,用于制备宽度在100μm以下的边框挡墙,并且边框与ocr胶具有合适的相容性,固液交接处的的过渡区域能够更加平滑和无缝且高度平整。
技术实现思路
1、本发明的目的是,提供一种保型性好的液态光学材料,可制备半宽度在100μm以下的边框挡墙,并且边框与ocr胶具有合适的相容性,固液交接处的的过渡区域能够更加平滑和无缝、且不会出现ocr胶爬墙越过挡墙的现象,边框和面胶的高度一致性高。
2、本发明采用的技术方案是:
3、一种显示面板的贴合方法,其特征在于所述方法包括以下步骤:
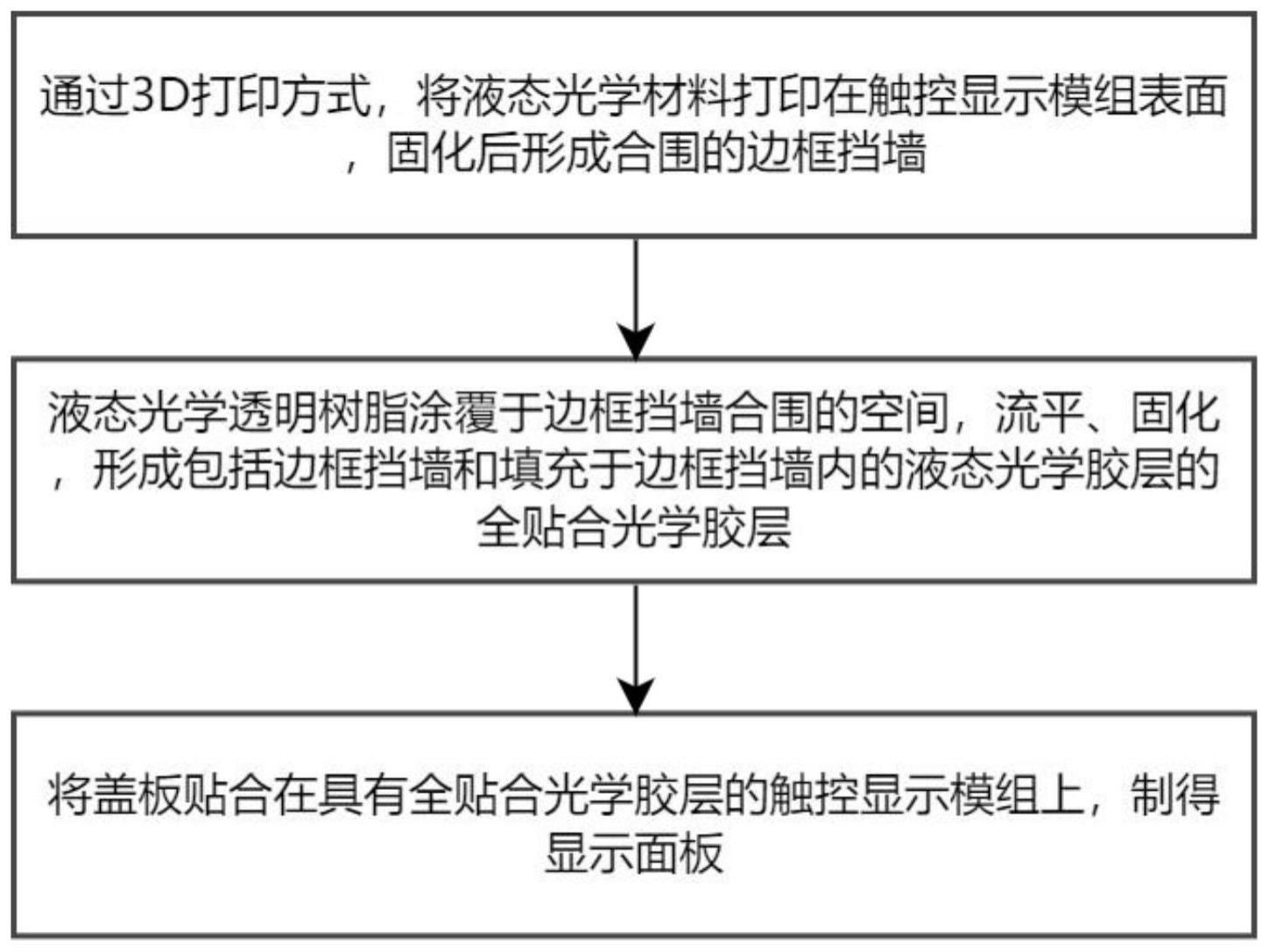
4、(1)通过3d打印方式,将液态光学材料打印在触控显示模组表面,固化后形成合围的边框挡墙;所述液态光学材料的粘度≥10000cp,触变指数≥2.0;
5、(2)液态光学透明树脂涂覆于边框挡墙合围的空间,流平、固化,形成包括边框挡墙和填充于边框挡墙内的液态光学胶层的全贴合光学胶层;
6、(3)将盖板贴合在具有全贴合光学胶层的触控显示模组上,制得显示面板。
7、所述边框挡墙的半宽度为100μm以下,高宽比≥0.1。
8、所述步骤(2)中,液态光学透明树脂优选采用打印方式涂覆于边框挡墙合围的空间,所述打印方式包括但不限于喷涂打印装置或直写打印装置。
9、进一步,所述喷涂打印装置包括压电阀打印、喷墨打印、喷雾阀打印或水帘阀打印;所述直写打印装置包括针头直写或电流体动力(electrohydrodynamic,ehd)打印装置。
10、所述的液态光学材料包括液态光学透明树脂和助剂,所述助剂包括纳米填料、含氟表面活性剂、偶联剂、流平剂中的一种或多种。
11、所述纳米填料包括亲水气相二氧化硅、疏水气相二氧化硅中的一种或两种;
12、所述亲水气相二氧化硅的粒径为1~100nm,比表面积为100~500m2/g;所述疏水气相二氧化硅的粒径为1~100nm;比表面积为100~500m2/g。
13、所述亲水气相二氧化硅的添加量为液态光学透明树脂质量的1~15%,所述疏水气相二氧化硅的添加量为液态光学透明树脂质量的0~2%,其中的0代表即可以不添加疏水气相二氧化硅。加入疏水气相二氧化硅时,添加量优选为ocr质量的1~2%。
14、本发明还提供一种液态光学材料,所述液态光学材料的粘度≥10000cp,触变指数≥2.0。
15、所述粘度和触变指数的测量方式为ametek brook field dvnext,@25℃,52#转子,10rpm。
16、优选所述液态光学材料的粘度为100000~800000cp。
17、本发明所述的液态光学材料包括液态光学透明树脂(ocr)和助剂。所述助剂包括纳米填料、含氟表面活性剂、偶联剂、流平剂中的一种或多种,通过助剂调节液态光学透明树脂的粘度和触变指数,使其达到粘度≥10000cp,触变指数≥2.0,即得到本技术的液态光学材料。
18、所述液态光学透明树脂的粘度为1000~5000cp。
19、所述ocr可直接选用市售的商品化的ocr胶。ocr胶要求高透过率(优选透过率>95%)、固化收缩率低、高粘接强度等,一般包括有机硅类ocr胶、丙烯酸酯类ocr胶。常用的商品化ocr胶包括如禧合tp2615、henkelaa8671和ky 6110等。
20、进一步,所述纳米填料包括亲水气相二氧化硅、疏水气相二氧化硅中的一种或两种。
21、所述亲水气相二氧化硅的粒径为1~100nm,优选5~30nm,更优选10~15nm;比表面积为100~500m2/g,优选150~200m2/g。
22、所述疏水气相二氧化硅的粒径为1~100nm,优选5~30nm,更优选5~10nm;比表面积为100~500m2/g,优选350~400m2/g。
23、进一步,所述气相二氧化硅可以为无修饰气相二氧化硅或用小分子修饰改性的气相二氧化硅,具体的,可用硅烷类单体改性气相二氧化硅,可以改变气相二氧化硅表面极性,影响纳米颗粒与基体树脂界面性能,例如储能模量/剪切屈服应力等。
24、所述亲水气相二氧化硅的添加量一般为ocr质量的1~15%,优选10~15%,所述疏水气相二氧化硅的添加量一般为ocr质量的0~2%,其中的0代表即可以不添加疏水气相二氧化硅。加入疏水气相二氧化硅时,添加量优选为ocr质量的1~2%。
25、亲水气相二氧化硅可以降低表面张力,提高液态打印材料和ocr的相容性,而疏水气相二氧化硅则提高表面张力,可以调节相容性,抑制由于相容性太高导致ocr在流平时爬墙高度过高的情况。
26、亲水气相二氧化硅和疏水气相二氧化硅都可以提高ocr的粘度,提高触变性,根据其比表面积、表面修饰状态、粒径不同,对粘度和触变性的影响也不尽相同。需要合适的调配使材料达到粘度和触变指数的要求。
27、进一步,所述含氟表面活性剂可以降低表面张力,明显提升保型性。
28、所述含氟表面活性剂的添加量一般为0.5~3%,优选2~3%。
29、含氟表面活性剂一般为氟碳表面活性剂,可选用市售产品。
30、所述偶联剂可以提高液态打印材料和ocr的浸润性,或提高液态打印材料的保型性。
31、所述偶联剂优选甲基丙烯酰氧基硅烷偶联剂或三甲氧基硅烷基偶联剂。
32、其中,甲基丙烯酰氧基硅烷偶联剂,在不影响相容性和触变指数/打印高宽比的情况下,提高了液态打印材料和ocr间的浸润性,使得ocr可以被快速吸附并流平,避免了不精确的点胶位置对体系的影响;
33、三甲氧基硅烷基偶联剂则可以加强液态打印材料的三维网状结构,获得更好保型性并且使得面胶ocr可以被快速吸附并流平。
34、所述偶联剂的添加量一般为0.5~5%,优选2~3%。
35、进一步,流平剂可以降低表面张力,提升保型性,提高液态打印材料制得的边框挡墙的高宽比。
36、流平剂的种类可以为聚丙烯酸酯流平剂、有机硅流平剂等。
37、所述流平剂的添加量一般为1~5%,优选2~3%。
38、进一步,所述液态光学材料中,还可以加入改性丙烯酸酯,所述改性丙烯酸酯与丙烯酸酯类ocr同为光学树脂,改性丙烯酸酯可改进液态光学材料固化后的表面性能。
39、所述改性丙烯酸酯可选用市售的各种改性丙烯酸酯光学原料,包括且不限于双酚a环氧丙烯酸树脂、氨基丙烯酸树脂、羟基丙烯酸树脂、双酚芴丙烯酸酯等。改性丙烯酸酯在液态光学材料的固化过程中,可以和ocr树脂交联,提高粘附力和保型性。
40、所述改性丙烯酸酯的添加量一般为液态光学透明树脂质量的5~30%。
41、进一步,优选液态光学材料的助剂优选为亲水气相二氧化硅、或亲水气相二氧化硅与下列一种的混合:疏水气相二氧化硅、含氟表面活性剂、偶联剂;
42、更进一步,优选所述液态光学材料包括100质量份液态光学透明树脂,10~15质量份亲水气相二氧化硅,以及下列之一的助剂:
43、(1)1~2质量份疏水气相二氧化硅;
44、(2)2~3质量份含氟表面助剂;
45、(3)2~3质量份偶联剂;
46、或者所述液态光学材料包括100质量份液态光学透明树脂,5~30质量份改性丙烯酸酯、10~15质量份亲水气相二氧化硅,以及下列之一的助剂:
47、(1)1~2质量份疏水气相二氧化硅;
48、(2)2~3质量份含氟表面助剂;
49、(3)2~3质量份偶联剂。
50、更优选所述液态光学材料的组成为:30质量份改性丙烯酸酯、10质量份亲水气相二氧化硅、3质量份含氟表面助剂,100质量份液态光学透明树脂。
51、进一步,本发明还提供所述液态光学材料在制备显示面板中的应用,所述应用的方法包括以下步骤:
52、(1)通过3d打印方式,将所述液态光学材料打印在触控显示模组表面,固化后形成合围的边框挡墙;
53、(2)将液态光学透明树脂涂覆于边框挡墙合围的空间,流平、固化,形成包括边框挡墙和填充于边框挡墙内的液态光学胶层的全贴合光学胶层;
54、(3)将盖板贴合在具有全贴合光学胶层的触控显示模组上,制得显示面板。
55、本发明还提供利用液态光学材料制备触控显示模组上的全贴合光学胶层的方法,所述方法包括以下步骤:
56、(1)通过3d打印方式,将所述液态光学材料打印在触控显示模组表面,固化后形成合围的边框挡墙;
57、(2)液态光学透明树脂涂覆于边框挡墙合围的空间,流平、固化,形成包括边框挡墙和填充于边框挡墙内的液态光学胶层的全贴合光学胶层。
58、本发明还提供利用液态光学材料制备显示面板的方法,所述方法包括以下步骤:
59、(1)通过3d打印方式,将所述液态光学材料打印在触控显示模组表面,固化后形成合围的边框挡墙;
60、(2)将液态光学透明树脂涂覆于边框挡墙合围的空间,流平、固化,形成包括边框挡墙和填充于边框挡墙内的液态光学胶层的全贴合光学胶层;
61、(3)将盖板贴合在具有全贴合光学胶层的触控显示模组上,制得显示面板。
62、所述边框挡墙的形状优选为四边形,也可根据触控显示模组的形状设计为不同形状。
63、所述边框挡墙一般设置在触控显示模组表面的边缘。
64、进一步,所述边框挡墙的半宽度为100μm以下,优选半宽度为50微米以下。本发明中,边框挡墙的半宽度是指边框挡墙的宽度方向的中轴到外侧边缘的距离,因为边框挡墙合围的内部空间经过ocr填充后,挡墙的中轴到内侧边缘的宽度范围与ocr胶层合为一体,无法辨别,因此在最终产品中,边框挡墙的宽度方向的中轴到外侧边缘的距离,也就是半宽度,才是边框挡墙的实际宽度。
65、一次打印得到的边框挡墙的高宽比≥0.1。优选高宽比≥0.2,更优选高宽比≥0.3。高宽比是指高度与宽度的比值,此处的宽度是指设计的边框挡墙的完全宽度,是边框挡墙宽度方向的内侧边缘到外侧边缘的距离。
66、一次打印的高宽比越高,代表边框挡墙材料,即液态光学材料的保型性越好,打印后不易坍塌。
67、一次打印的得到的边框挡墙的高度一般为10~80μm,优选40~60μm。
68、进一步,所述步骤(1)中,可以重复多次打印,在第一次打印的边框档墙上继续重复打印多次,从而获得更高高度的挡墙。本发明可制备高度为10~200μm的边框挡墙。
69、所述3d打印方式可以为直写打印,压电喷射打印,或ehd打印。
70、进一步,所述步骤(1)或步骤(2)中,固化的方式可以为热固化或uv固化。
71、所述步骤(2)中,液态光学透明树脂可采用打印方式涂覆于边框挡墙合围的空间,所述打印方式包括而不限于采用喷涂打印装置或直写打印装置。
72、所述喷涂打印装置包括压电阀打印、喷墨打印、喷雾阀打印、水帘阀打印等。
73、所述直写打印装置包括针头直写或电流体动力打印。
74、液态光学透明树脂的涂覆或打印方式对本发明不构成限制。
75、本发明还提供利用所述液态光学材料、按上述方法制备得到的显示面板,所述显示面板包括触控显示模组和盖板,所述触控显示模组和盖板之间通过全贴合光学胶层粘贴固定,所述全贴合光学胶层包括液态光学材料通过3d打印方式制得的边框挡墙和填充于边框挡墙内的液态光学胶层。
76、本发明的有益效果在于:
77、针对现有技术的防溢胶方案中,框胶保型性差,边框挡墙的宽度较大,边缘不平整以及和ocr的相容性的问题,本发明开发了一种液态光学材料,加入助剂调节粘度、触变指数、表面张力等,提高框胶的保型性,从而可以在打印成边框挡墙后,保持形状和尺寸不变,首先对于固化的时间要求降低,不需要打印后立即马上固化甚至边打印边固化;其次,保型性高可以提高挡墙的高宽比,降低半宽度至100微米以下,窄边框减少了爬墙距离也就是交界距离,提高了显示质量,可以制备更窄黑边,更大显示范围的显示屏幕。并且保型性好的边框挡墙的边缘形状平整可控,一致性佳,也提高了显示效果。
78、并且本技术对边框挡墙和ocr之间的相容性进行了优化调整,既保证界面间有足够的相容性使的交界处平滑无缝,又控制在一定的范围,防止由于相容性太好导致的ocr爬墙高度过高,越过挡墙最高点导致的平整度变差的情况。
79、本发明通过改进液态打印材料,首次提出制备保型性好、半宽度100微米以下的防溢挡墙,解决了现有技术中框胶保型性不好导致的设备工艺要求高,边框宽度宽、ocr爬坡距离长的技术问题,挡墙和ocr之间的相容性好,制得的全贴合光学胶层平整度<1μm以内,交界处形成均相体系,平滑无缝,因此提高了显示面板的显示效果,本发明可实现厚度10μm-200μm的高平整度的光学胶层的制备,具有极大的应用价值和经济效益。
- 还没有人留言评论。精彩留言会获得点赞!