灯具的制作方法
1.本技术照明设备技术领域,特别是有关于一种灯具。
背景技术:
2.筒灯作为基础照明灯具,市场需求量巨大。当前,筒灯灯体的主要结构有全塑料、塑料+金属和全金属几种。随着技术的进步与降低成本的要求,以及简约风格的流行,一体化简约的筒灯受到市场欢迎。
3.目前,一体化全塑料筒灯已经出现,全金属分体式的筒灯也有上市,而且金属件多采用铝压铸,或者铝冲压加车加工,但加工复杂,成本较高。
4.同时,由于筒灯内部各元件之间的定位与连接一般都采用额外的定位件(如定位螺钉)来实现。由于现有筒灯内的元件数量多且元件之间的连接还需要通过额外的定位件。因此,也导致现有筒灯具有组装过程复杂及生产成本高的问题。
5.然而,灯具的装配结构越简单,产品的安全性就越低,金属外壳就越有可能被带电。因此,如何在解决筒灯具有组装过程复杂及生产成本高的问题同时,还避免金属外壳带电是本领域亟待解决的技术问题。
6.因此,亟需提供一种灯具,以解决上述技术问题。
技术实现要素:
7.本技术的主要目的在于提供一种灯具,能解决现有灯具面临的加工工艺复杂且成本较高的问题,同时本技术灯具还兼具造型简约、散热良好以及安全性高等优点。
8.本技术的其它目的和优点可以从本技术所揭露的技术特征中得到进一步的了解。
9.为了达到上述目的,根据本技术的一方面提供一种灯具,包括:
10.壳体,具有容置腔;
11.照明模组,插置于所述容置腔中,所述照明模组包括不可拆缷地连接在一起的光学元件、扩散元件和光电模块,其中所述扩散元件和所述光电模块固定集成于所述光学元件上,所述光学元件固定于所述容置腔内。
12.在一些实施例中,所述光学元件为一反射器、一透镜或由反射器和透镜固定集成的一体式元件。
13.在一些实施例中,所述光学元件通过卡扣连接、螺纹连接、磁吸连接、热熔连接、过盈配合、焊接或黏胶结合的方式组装于所述容置腔内。
14.更进一步地,所述光学元件外侧壁卡扣连接于所述容置腔的内侧壁。
15.在一些实施例中,在所述壳体朝向所述光学元件的一侧设置有凸起和卡槽中的其中之一个,而在所述光学元件朝向所述壳体的一侧设置有所述凸起和所述卡槽中另一个,所述光学元件和所述壳体通过所述凸起和所述卡槽相配合而连接在一起。
16.在一些实施例中,所述扩散元件与所述光学元件通过热熔、过盈配合和黏胶结合中的至少其中一种方式组装连接在一起。
17.在一些实施例中,所述光电模块与所述光学元件通过热熔、过盈配合和黏胶结合中的至少其中一种方式组装连接在一起。
18.在一些实施例中,所述光学元件和所述扩散元件共同构成一封闭的封装壳,所述光电模块封装于所述封装壳内。
19.在一些实施例中,所述光学元件具有反射底板安装底板、围绕所述反射底板安装底板的反射侧壁、由所述反射底板安装底板以及所述反射侧壁共同围成的收容腔以及正对所述反射底板安装底板的出光口;
20.所述光电模块设置在所述收容腔内并贴合所述反射底板安装底板,所述扩散元件封闭所述出光口。
21.在一些实施例中,所述光电模块的背面作为所述安装板且与所述反射侧壁焊接为一体。
22.在一些实施例中,所述光学元件呈空心圆锥台状,并且,由所述安装底板至所述反射元件,所述光学元件的外径逐渐增大。
23.在一些实施例中,所述扩散元件呈平板状,具有相对设置的内水平面和外水平面,其中所述内水平面朝向所述光学元件的内表面,所述外水平面朝向外侧。
24.在一些实施例中,在所述出光端处,所述光学元件的内周面上设置有阶梯面,所述阶梯面与所述扩散元件定位配合。
25.在一些实施例中,所述光学元件的朝向所述容置腔的腔底的一侧设置有引线通道,所述引线通道与所述光学元件相连通;
26.所述光电模块的用于连接外部电源的导线经由所述引线通道延伸出所述壳体。
27.在一些实施例中,所述容置腔的腔底设置有对应所述引线通道的通孔,所述引线通道伸入所述通孔内。
28.在一些实施例中,所述壳体具有:
29.主体部,包括用于围设所述容置腔的底壁和环绕所述底壁边缘设置的侧壁;以及,
30.面环部,连接于所述主体部。
31.在一些实施例中,所述壳体具有设置在所述主体部上的安装部;
32.所述灯具还包括安装于所述安装部上的卡簧。
33.在一些实施例中,所述壳体为一体成型的金属构件。
34.相较于现有技术,本技术灯具通过将光电模块和扩散元件设置在光学元件上,使三者所述照明模组装配为集成模块,使灯具结构模块化,从而能降低灯具的装配和生产难度;同时,通过扩散元件和光学元件形成能封装整个照明模组的绝缘外壳,能提高本技术照明模组的绝缘性和可靠性;通过将光电模块和扩散元件采用热熔的方式连接于所述光学元件上,进一步通过光学元件外侧壁和容置腔内侧壁的卡扣连接实现照明模组和壳体的装配,因而灯具的各元件之间无需额外的定位件,因此整个灯具的内元件之间连接简单方便,整个灯具的组装成本也低。
35.再者,壳体采用一体成型的金属构件,能提高整个灯具的散热效果,还能提高生产效率。而且,因此形成一个绝缘可靠,不可拆卸的照明模组。成本、可靠性、光学效果。此外,本技术灯具还兼具造型简约且散热良好等优点。
附图说明
36.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
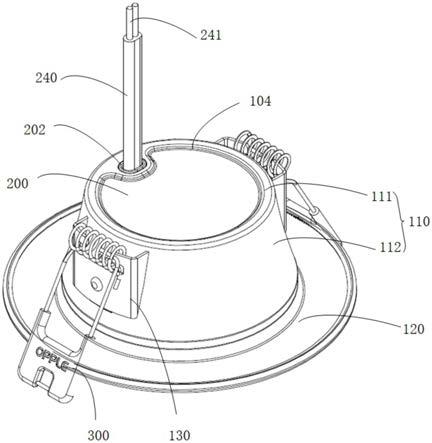
37.图1为符合本技术优选实施例的灯具的组装状态示意图。
38.图2为符合本技术优选实施例的灯具的爆炸状态示意图一。
39.图3为符合本技术优选实施例的灯具的爆炸状态示意图二。
40.图4为符合本技术优选实施例的灯具的剖面图。
41.图5为符合本技术优选实施例的照明模组的爆炸状态示意图。
42.上述附图中的附图标记说明如下:
43.100
ꢀꢀꢀꢀꢀꢀ
壳体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
ꢀꢀꢀꢀꢀꢀꢀ
照明模组
44.300
ꢀꢀꢀꢀꢀꢀ
安装件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110
ꢀꢀꢀꢀꢀꢀꢀ
主体部
45.120
ꢀꢀꢀꢀꢀꢀ
面环部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130
ꢀꢀꢀꢀꢀꢀꢀ
安装部
46.101
ꢀꢀꢀꢀꢀꢀ
容置腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102
ꢀꢀꢀꢀꢀꢀꢀ
第一卡扣部
47.103
ꢀꢀꢀꢀꢀꢀ
通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
104
ꢀꢀꢀꢀꢀꢀꢀ
开口
48.111
ꢀꢀꢀꢀꢀꢀ
底壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
ꢀꢀꢀꢀꢀꢀꢀ
侧壁
49.210
ꢀꢀꢀꢀꢀꢀ
光学元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
220
ꢀꢀꢀꢀꢀꢀꢀ
扩散元件
50.230
ꢀꢀꢀꢀꢀꢀ
光电模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
240
ꢀꢀꢀꢀꢀꢀꢀ
导线
51.211
ꢀꢀꢀꢀꢀꢀ
安装端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212
ꢀꢀꢀꢀꢀꢀꢀ
出光端
52.213
ꢀꢀꢀꢀꢀꢀ
安装底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
214
ꢀꢀꢀꢀꢀꢀꢀ
反射侧壁
53.201
ꢀꢀꢀꢀꢀꢀ
第二卡口部
ꢀꢀꢀꢀꢀꢀꢀꢀ
202
ꢀꢀꢀꢀꢀꢀꢀ
引线通道
54.215
ꢀꢀꢀꢀꢀꢀ
热熔柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
216
ꢀꢀꢀꢀꢀꢀꢀ
阶梯面
55.241
ꢀꢀꢀꢀꢀꢀ
导线套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2100
ꢀꢀꢀꢀꢀꢀ
收容腔
具体实施方式
56.以下实施例的说明是参考附加的图式,用以例示本技术可用以实施的特定实施例。本技术所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「顶」、「底」等,仅是参考附加图式的方向。因此,使用的方向用语是用以说明及理解本技术,而非用以限制本技术。此外,在具体实施例方式中所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
57.图1为符合本技术优选实施例的灯具的组装状态示意图。图2为符合本技术优选实施例的灯具的爆炸状态示意图一。图3为符合本技术优选实施例的灯具的爆炸状态示意图二。图4为符合本技术优选实施例灯具的剖面图。图5为符合本技术优选实施例的照明模组的爆炸状态示意图。其中图2和图3分别从不同的观察角度获得。
58.如图1至图5所示,本技术提供一种灯具,包括具有容置腔101的壳体100和插设于所述容置腔101内的照明模组200。
59.如图5所示,所述照明模组200包括不可拆卸地连接在一起的光学元件210、扩散元件220和光电模块230,其中所述扩散元件220和所述光电模块230固定集成于所述光学元件210内,所述光学元件210固定于所述容置腔101内。
60.所述不可拆卸是指,拆卸只能是破坏性的拆卸,而不是通过可恢复性的拆卸。所述不可拆卸的组装方式可以为热熔固定、焊接或黏胶固定等方式。
61.在本实施例中,所述光学元件210为反射器。在其他实施例中,所述光学元件210可以为一透镜,还可以为由反射器和透镜固定集成的一体式元件。
62.在一优选实施方式中,所述光学元件210卡扣连接于所述容置腔101的内侧壁上,从而将整个照明模组200固定于所述壳体100上。在其他实施例中,所述照明模组200还可以采用螺纹连接、磁吸连接、热熔连接、过盈配合、焊接或黏胶结合的方式安装在所述壳体100上。
63.在本技术的方案中,通过将扩散元件220、光电模块230和光学元件210集成为照明模组200,能将三种作为一个整体,同时采用一体成型的壳体100,进而能获得仅包括照明模组200和壳体100的模块化结构灯具,在装配时,将照明模组200作为一个整体的塞入或插入壳体100内即可,从而减少了需要定位安装的部件数量,简化灯具的装配工序,降低加工难度,提高装配效率。
64.目前,在新的安规标准下,当前绝大部分一体化筒灯的面板采用了可以拆装的安装方式被认定为不合格项。而本技术所述灯具中,所述照明模组200更符合国家安规标准,满足市场安准抽检要求。
65.具体来说,本技术实施例所提供的照明模组200具有不可拆卸的结构,方便更换安装,所述照明模组200能够作为一个标准型的光电模块,提供统一的标准接口,可以进行外观的快速更换以及品类的快速切换。所述照明模组200可快速安装在壳体100内,所述壳体100根据需求,可以是一个嵌入式的筒灯外形,可以是一个吸顶安装的筒灯外形,也可以是一个吊装的灯具外形。本实施例对所述壳体100的形状不做限制,可以为如图3所示的一种呈喇叭状的壳体100。在其他实施例中,壳体100可以为一种直筒状的灯体,还也可以是其他形状的灯体。
66.此外,由于所述壳体100为一体成型构件,同时由于所述照明模组200通过光学元件210卡扣连接于容置腔101内侧壁上,照明模组200的元件之间也无需额外的定位件,因此灯具内元件数量少,相互之间的连接简单且方便,装配难度降低,并且整个灯具的制造成本也低。
67.如图1、图2和图3所示,所述壳体100具有容置腔101。在具体实施时,所述容置腔101用于收容照明模组200,所述照明模组200能直接由容置腔101的槽口插设于所述容置腔101内进行装配。
68.具体地,所述壳体100为金属壳体。所述壳体100可以为一体成型的金属构件,从而能减少金属分体式的筒灯加工复杂的问题。在具体实施时,所述壳体100可以由铝等导热金属材料制成,其具有高导热性能。在具体实施时,所述壳体100可以通过一体化冲压获得。
69.请一并参考图1至图4,所述壳体100包括主体部110、面环部120和安装部130。
70.请参考图1,所述主体部110具有用于围设所述容置腔101的底壁111和环绕所述底壁111边缘设置的侧壁112,其中所述底壁111为所述容置腔101的腔底。
71.在一优选实施例中,为了便于布设导线,在所述容置腔101的腔底,即所述底壁111上设置有通孔103。
72.请一并参考图1、图2和图3,所述底壁111上设置有开口104,所述开口104贯穿所述
底壁111。因此说,从整体上看,所述主体部110呈两端开口的桶状。
73.请继续参考图1至图3,在本实施例中,所述开口104的尺寸小于所述容置腔101的槽口的尺寸。因此说,从整体上看,所述主体部110呈两端开口的桶状。
74.请一并参考图2和图3,所述面环部120为由所述主体部110的远离容置腔101槽底的一侧边延伸形成的环状遮挡外沿。在照明灯具安装于安装基础后,面环部120能够遮挡在安装基础上开设的安装孔,提高照明灯具安装后的美观性,进而改善用户体验。当然,在一些其他实施例中,所述面环部120也可以被配置以用于灯体1安装。
75.请一并参考图2和图3,所述安装部130连接于所述壳体100上,用于安装卡簧300。其中关于卡簧300的相关介绍请参见下文,此处不赘述。
76.请参考图1,所述安装部130由设置在所述侧壁112的附加侧壁构成。例如,所述附加侧壁上形成有用于定位卡簧300的安装指和t形槽。
77.请参考图1至图4,在装配完成后,所述壳体100的侧壁112和底壁111分别与所述光学元件210相接触,能将照明模组200产生的热量散出去,从而能避免壳体100内温度过高而影响照明模组200的使用质量和使用寿命。
78.可见,在本技术的灯具中,通过采用金属壳体100能提升所述灯具的散热效果,进而能提升所述灯具的使用寿命和照明效果。
79.请继续参照图4和图5,所述照明模组200插设于所述容置腔101内,并且所述照明模组200整体借助所述光学元件210固定于所述容置腔101内。
80.在本方案中,所述照明模组了通过所述光学元件与所述灯具壳进行装配。如此布置,使得所述灯具的结构简化,同时还降低了灯具的装配和生产难度。
81.如图1、图2和图3所示,所述照明模组200包括光学元件210、扩散元件220和光电模块230。其中,光学元件210由具有反光作用的塑料制成,光电模块230发出的一部分光线经光学元件210内表面反射后进入扩散元件220,如此,光电模块230发出的光线的利用率增大。
82.如图4和图5所示,所述光学元件210具有相对的安装端211和出光端212。其中所述安装端211为封闭端,所述出光端212呈开口状。
83.为了实现所述安装端211的封闭,可以在所述安装端211处设置安装底板213,此时所述光电模块设置在所述安装底板213上。在其他实施例中,还可以直接将所述光电模块作为所述安装底板213。
84.如图4和图5所示,在本实施例中,所述光学元件210具有收容腔2100和与所述收容腔2100相连通的出光端212。
85.请一并参考图1、图2和图3,本实施例中,所述光学元件210整体呈空心圆锥台状,并且所述光学元件210包括安装底板213和反射侧壁214,所述反射侧壁214沿所述安装底板213的边缘设置,所述安装底板213和所述反射侧壁214共同构成所述收容腔2100和所述出光端212,并且所述出光端212对应所述安装底板213。换句话说,所述反射侧壁214围成两端开口的空腔,所述安装底板213密封所述反射侧壁214的一端开口,所述反射侧壁214的另一端开口形成所述出光端212,从而形成所述收容腔2100和所述出光端212。
86.进一步地,所述反射侧壁214呈空心圆锥台状,并且由所述安装底板213至所述出光端212,所述反射侧壁214的外径逐渐增大。此时,所述安装底板213和所述反射侧壁214之
间的夹角大于90度,由所述安装底板213至所述出光端212,所述反射侧壁214的内径逐渐增大。
87.在本实施例中,所述反射侧壁214的内表面为平面。当然,在其他实施例中,可以根据需要的反射角度,将所述反射侧壁214的内表面设置为具有不同弧度区间的抛物面。
88.请参考图2,为了实现光电模块230与外部电源的电性连接,所述光学元件210的朝向所述容置腔101的一侧设置有引线通道202,允许所述光电模块230与外部电源之间的导线穿过,用于引导导线,还能达到压线和防拉的目的。
89.在一优选实施例中,所述安装底板213上设置引线通道202,所述引线通道202贯穿所述安装底板213的厚度,允许所述光电模块230与外部电源之间的导线穿过。
90.进一步地,所述引线通道202突出于所述安装底板213的外表面(即所述安装底板213远离所述收容腔的表面),以便于将导线引出壳体100,避免导线与壳体100接触,能提高所述灯具的可靠性和绝缘性。
91.请参考图1,当所述照明模组200装配于所述壳体100后,所述引线通道202伸入所述通孔103内,并进一步突出与所述通孔103或与所述通孔103齐平。如此布置,一方面,利用所述引线通道202将所述导线与所述壳体100隔开,避免导线与壳体100接触,避免金属外壳带电;另一方面,请对比参考图1和图3,利用所述引线通道202和通孔103对应关系(请对比参考图1和图3),能使照明模组200和壳体100在装配时更快速对位。
92.请一并参考图1和图4,为了实现卡扣连接,所述壳体100朝向所述光学元件210的一侧设置有用于与光学元件210进行卡扣连接的第一卡扣部102,相应地,所述光学元件210朝向所述壳体100的一侧设置有进行卡扣连接的第二卡扣部201。而且,所述第二卡扣部201与第一卡扣部102配合,用于实现所述光学元件210和壳体100的装配。
93.请继续参考图1和图4,在本实施例中,所述第一卡扣部102设置在所述主体部110的侧壁112上,所述第二卡扣部201设置在所述光学元件210的反射侧壁214。
94.请继续参考图1和图4,在本实施例中,所述第一卡扣部102可以为设置在侧壁的凸起或凹槽,相应地,所述第二卡扣部201为设置在所述光学元件210的反射侧壁214上的相对应的凹槽或凸起。
95.在本实施例中,所述第一卡扣部102为凹槽,所述第二卡扣部201为凸起。当然,在其他实施例中,也可以第一卡扣部102为凸起,第二卡扣部201为凹槽。
96.请参考图5,在所述安装底板213的朝向收容腔2100的表面上设置有热熔柱215。所述热熔柱215用于光电模块230与安装底板213的装配定位以及热熔固定。
97.安装时,首先将安装底板213的热熔柱215穿过光电模块230的通孔。然后用热熔的方法加热热熔柱215的尾部,使得安装底板213通过热熔柱215固定于光电模块230上。
98.具体地,为了提高所述照明模组的绝缘可靠性,所述光学元件的可以采用绝缘材质制成。例如,塑料光学元件。
99.在本实施例中,所述光学元件210为一体成型构件。但本技术光学元件210并未限定于此。
100.在其他实施例中,还可以将所述光电模块230的背面作为所述光学元件210的安装底板213,然后直接将所述光电模块230与所述反射侧壁214焊接为一体。总的来讲,所述安装底板213可以是所述光学元件210的整体结构的一部分、或者也可以是单独的一个构件焊
接到所述光学元件210上、还可以是利用所述光电模块230的背面充当所述安装底板213,这样更有利于所述照明模组200的轻量化设计。
101.请一并参考图1、图2和图4和图5,所述扩散元件220设置在所述光学元件210的出光端212处,并且所述扩散元件220固定于所述光学元件210上。
102.更进一步地,所述扩散元件220能密封所述光学元件210的出光端212。请参合图1和图2,此时,所述扩散元件220与所述光学元件210共同构成一封闭的封装壳10,所述封装壳10能封装整个光电模块230,从而获得一个绝缘可靠的照明模组200。
103.由于所述封装壳10是封闭的,则所述封装壳10能包覆整个所述照明模组200。如此布置,能防止照明模组200与壳体100接触,能提高照明模组200封装效果和可靠性,也能减少灯具的装配步骤和装配难度。
104.为了提高所述照明模组200的绝缘性,防止壳体带电问题的发生,所述封装壳10可以为绝缘的封装壳。值得指出的是,所述封装壳10的绝缘性和封闭性并不行影响个照明模组200的连接导线或电缆线的布置,例如,可以通过前文所述的引线通道,当然也可以通过引线孔、穿线孔,或者其它的用于布设走线的结构。
105.请参考图4和图5,在一优选实施例中,在所述光学元件210的出光端212处,所述光学元件210内表面具有一段周向延伸的阶梯面216,所述扩散元件220设置在所述阶梯面216处,所述扩散元件220与所述阶梯面216形状配合,便于扩散元件220的对位安装。
106.本技术对所述扩散元件220与光学元件210之间的不可拆卸连接方式不做限制。在本实施例中,所述扩散元件220通过热熔固定在光学元件210上。一方面,热熔固定具有加工成本低、可靠性高等优点,另一方面,还能使所述绝缘壳获得更高的光学效果。在具体实施时,可以采用超声波热熔。在装配时,将所述扩散元件220放置在所述阶梯面216处,然后利用热熔的方法使所述阶梯面216与所述扩散元件220固定。
107.当然,在其他实施例中,所述扩散元件220与所述光学元件210可以通过卡接或焊接相连。当然,所述扩散元件220与所述光学元件210还可以通过其他方式组装,例如,过盈配合或者黏胶结合等组装方式,本文不作限制。
108.请参考图4,所述扩散元件220呈平板状,即所述扩散元件以扩散板的方式实施。所述扩散元件220具有相对设置的内水平面和外水平面,其中所述内水平面朝向所述光学元件的内表面,作为光入射面。所述外水平面朝向外侧,作为光出射面。
109.在本实施例中,所述扩散板的光入射面和光出射面均为平面,但本技术并未限定于此。在具体实施时,可以通过设置扩散板的分散角度,实现灯具的照度均匀。分散角度由小到大可逐步得到不同的配光,例如蝙蝠翼(8
°
)、倒三角(15
°
)、水滴型配光(20
°
)。
110.请一并参考图2和图3,所述光电模块230固定收容于所述光学元件210的收容腔2100内,并且所述光电模块230对应所述出光端212。此时,所述光电模块230固定设置在绝缘壳内,并且所述光电模块230与所述扩散元件220对应设置。
111.请参考图4和图5,所述光电模块230固定于所述安装底板213朝向出光端212的一侧。所述光电模块230可以通过热熔固定于所述安装底板213上,以在降低加工成本的同时提高所述照明模组200的可靠性。
112.本实施例对所述光电模块230与所述光学元件210之间的不可拆卸连接方式不做限制,除了本实施例所提连接方式(例如热熔固定),还可以通过其他不可拆卸方式连接,例
如所述光电模块230与所述光学元件210通嵌合形成过盈配合形成不可拆卸的连接,或者通过黏胶结合的方式形成不可拆卸的连接。
113.具体地,所述光电模块230可以为光电一体板。所述光电一体板包括电源板、设置在所述电源板上的led光源,其中电源板固定在所述安装底板213朝向出光端212的一侧,所述led光源设置在所述电源板朝向所述出光端212的一侧。其中电源板可以为fpc基板。
114.如图1、图2和图3所示,所述照明模组200还包括导线240,所述导线240用于实现所述光电模块230与外部电源之间的电性连接,所述导线240可以从引线通道202穿出。
115.请一并参考图1、图2和图3,在本实施例中,所述导线240一端连接于光电模块230,所述导线240的另一端经由所述引线通道202穿出所述封装壳10和所述壳体100。
116.请一并参考图1、图2和图3,在靠近所述光电模块230的一端,所述导线240上套设有导线套241,所述引线通道允许所述导线240穿过。也就是说,在装配完成后,所述导线套241以及套接在所述导线套241内的导线均由所述引线通道穿过。
117.请继续参照图4和图5,所述灯具还包括多个卡簧300,所述卡簧300用于将所述灯具安装于安装基础上,所述安装基础可以为天花板。当然,也可以为其它,本技术对此不作任限定。
118.如图1和图2所示,卡簧300包括连接在一起的延伸部320和弹性部310。其中所述弹性部310用于所述卡簧300与所述壳体100的连接,同时所述弹性部310能够为所述延伸部320提供回弹力,所述延伸部320用于与安装基础相连接,从而实现照明灯具的安装。
119.如图1、图2和图5所示,所述弹性部310套接在所述安装部130的安装指上,并借助其前的延伸有定位结构进行限位。
120.在本实施例中,所述定位结构为单线条金属。在其它实施例中,所述定位结构可以为封闭的矩形。
121.为了使得灯体与安装基础连接更加稳定、可靠,在另一种可选的实施例中,卡簧300的数量可以为至少两个,且至少卡簧300对称排布。卡簧300的数量可以为至少两个,至少两个安装部130与至少两个卡簧300一一对应设置。此方案中,安装部130的数量较多,进而能够安装更多的卡簧300,从而提高灯具与安装基础的连接强度,进而使得灯具与安装基础连接更加稳定、可靠。
122.如图1、图2和图4,所述卡簧300可扭转地保持于所述安装部130上,所述卡簧300在相对于安装基础具有与所述安装基础抵接的夹持位置和与所述安装基础分离的释放位置。
123.以上对本技术进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例的技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1