蛇行控制装置的制作方法
[0001]
本发明涉及用于连续轧制轧材的轧制系统的蛇行控制装置。
背景技术:
[0002]
在用热薄板精轧机等由多个轧机机架构成的轧制装置将轧材轧制时,轧材从轧制装置的宽度方向中心位置偏离、向轧辊宽度方向的左右某个方向移动的现象被称作蛇行。
[0003]
蛇行现象大多在轧材的尾端附近发生。这是因为,轧材脱离该轧机机架的上游侧的上一个轧机机架而不再有由后方张力带来的约束,从而在轧制中发生的左右(传动侧和操作侧)的伸长的差作为该轧机机架入侧的轧材的弯曲而显现。已知对其进行轧制会使蛇行急剧地发展。
[0004]
此外,在蛇行量较大的情况下,有与在轧机机架入侧具备的侧导引部碰撞而轧制部分地弯折的状态的轧材的情况。将其称作绞入。如果发生绞入,则轧辊发生损伤,由于要进行轧辊的更换作业等而生产性下降。
[0005]
为了抑制在热薄板精轧机中发生的蛇行,通常采取对各轧机机架的压下调平装置进行调整的措施。但是,操作者确认蛇行发生而迅速且适当地操作压下调平装置需要熟练的技能。所述的压下调平装置,是对轧制机的传动侧与操作侧的辊间隙的差(压下调平量)进行控制的致动器。
[0006]
近年来,在机架间设置蛇行检测用的照相机、通过基于检测到的蛇行量自动调整压下调平装置来防止蛇行的控制技术已实用化。在专利文献1中,提出了基于在轧机机架入侧检测到的蛇行量来估算下游侧规定位置处的轧材的蛇行量、基于估算出的蛇行量对压下调平装置进行操作的方法。
[0007]
现有技术文献
[0008]
专利文献
[0009]
专利文献1:日本特开2004-74207号公报
技术实现要素:
[0010]
发明要解决的课题
[0011]
可是,轧机机架间障碍物(顶导引部或喷雾配管等附带设备)较多,大范围的摄像较困难。实际上,被限制为轧机机架间中央附近的很有限的范围中的摄像的情况较多。因而,不能掌握刚脱离上游侧的轧机机架后的轧机机架间的轧材的整体形状,检测到尾端附近的蛇行量较晚。
[0012]
进而,在容易发生蛇行的薄的物体的轧制或后段轧机机架中,轧材的行进速度较快,在短时间中穿过轧机机架间。因此,为了避免轧材尾端部向侧导引部的碰撞,需要在轧材刚从上游侧的轧机机架脱离后,较早地检测到蛇行的发生,尽早适当地操作压下调平装置。
[0013]
但是,以往提出的方法都对压下调平装置进行操作以降低轧机机架正下方的蛇行
量。因此,压下调平装置的操作逐渐进行,但在轧机机架上游侧的轧材的弯曲较大的情况下,在尾端附近的蛇行量被充分地修正之前,会撞向轧机机架入侧的侧导引部。
[0014]
本发明是为了解决上述课题而做出的。本发明的目的是提供一种能够估算轧材刚脱离上游侧的轧机机架后的尾端部的蛇行量、以较早地减小尾端部的蛇行量的方式对压下调平装置进行操作的蛇行控制装置。
[0015]
用来解决课题的手段
[0016]
有关本发明的蛇行控制装置应用于轧制系统。轧制系统具有:n座轧机机架(n≥2),其具有压下调平装置,连续轧制轧材;以及第i蛇行量检测装置,其设置在上述n座轧机机架的第i-1轧机机架(2≤i≤n)与第i轧机机架之间,检测穿过的上述轧材的蛇行量。
[0017]
蛇行控制装置具备尾端部蛇行量估算部和压下调平装置控制部。尾端部蛇行量估算部在上述轧材的尾端刚穿过上述第i-1轧机机架之后,根据由上述第i蛇行量检测装置检测到的上述轧材的蛇行量,估算在位于上述第i蛇行量检测装置上游的上述轧材的尾端部设定的控制点的控制点蛇行量。压下调平装置控制部变更上述第i轧机机架的调平操作量以减小上述控制点蛇行量。压下调平装置控制部优选的是,上述控制点蛇行量越大,越大幅地变更上述调平操作量。
[0018]
发明效果
[0019]
根据本发明,能够对轧材刚脱离上游侧的轧机机架之后的尾端部的蛇行量(尾端部帐篷形状)进行估算,以较早地减小尾端部的蛇行量的方式操作压下调平装置。结果,能够将轧材刚脱离轧机机架之后迅速地发展的蛇行尽早地修正,避免轧材的尾端撞向侧导引部或发生绞入等故障。
附图说明
[0020]
图1是用来说明应用了本发明的实施方式1的蛇行控制装置的轧制系统的结构的图。
[0021]
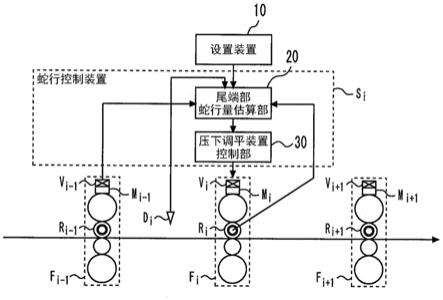
图2是用来说明本发明的实施方式1的蛇行控制装置的框图。
[0022]
图3是用来说明本发明的实施方式1的对控制点的位置及控制点的蛇行量进行估算的方法的图。
[0023]
图4是用来说明本发明的实施方式2的蛇行控制装置的框图。
[0024]
图5是用来说明本发明的实施方式2的对控制点的蛇行量进行估算的方法的图。
[0025]
图6是用来说明本发明的实施方式3的决定调平操作量的方法的图。
[0026]
图7是表示本发明的调平操作量及轧材尾端的蛇行量的随着时间的变化的曲线图。
[0027]
图8是表示蛇行控制装置具有的处理电路的硬件结构例的概念图。
[0028]
标号说明
[0029]
1 轧材
[0030]
10 设置装置
[0031]
20 尾端部蛇行量估算部
[0032]
30 压下调平装置控制部
[0033]
60 侧导引部
[0034]
91 处理器
[0035]
92 存储器
[0036]
93 硬件
[0037]
d2、d3、d
i
、d
i+1
、d
n 蛇行量检测装置
[0038]
f1、f2、f3、f
i-1
、f
i
、f
i+1
、f
n 轧机机架
[0039]
l
cpi 控制点的位置
[0040]
l
di 第i蛇行量检测装置d
i
的设置位置
[0041]
l
stdi 轧机机架间距离
[0042]
m1、m2、m3、m
i-1
、m
i
、m
i+1
、m
n 载荷检测装置
[0043]
r1、r2、r3、r
i-1
、r
i
、r
i+1
、r
n 辊旋转速度检测装置
[0044]
s2、s3、s
i
、s
n 蛇行控制装置
[0045]
v
i 压下调平装置
[0046]
yc
di 上游侧蛇行量
[0047]
yc
di+1 下游侧蛇行量
[0048]
yc
tp 控制点蛇行量
具体实施方式
[0049]
按照附图对该具体实施方式进行说明。另外,在各图中,对于相同或相当的部分赋予相同的标号。将该部分的重复说明适当地简略化或省略。
[0050]
实施方式1.
[0051]
(轧制系统)
[0052]
图1是用来说明应用了本发明的实施方式1的蛇行控制装置的轧制系统的结构的图。
[0053]
轧制系统具备连轧装置,其具有n座轧机机架f1、f2、
…
、f
n
。n是2以上的自然数。轧材1在各轧机机架连续轧制到规定的板厚。连轧装置例如是热薄板精轧机。
[0054]
各轧机机架f
i
(1≤i≤n)具备载荷检测装置m
i
、辊旋转速度检测装置r
i
及压下调平装置v
i
。
[0055]
此外,蛇行量检测装置d2、d3、
…
、d
n
分别设置在轧机机架f1、f2、
…
、f
n
的各机架间。第i蛇行量检测装置d
i
(2≤i≤n)在第i轧机机架f
i
的上游侧分离距离l
di
而设置,检测穿过该位置的轧材1的蛇行量。第i蛇行量检测装置d
i
检测轧材1的宽度方向的边缘位置并计算蛇行量。例如,计算距轧辊的宽度方向中央的蛇行量。
[0056]
设置装置10基于轧材1的母材尺寸、目标尺寸、目标温度等轧制条件,计算关于轧制装置的各种设置值。将各轧机机架的后滑值等蛇行控制所需要的设置值向各蛇行控制装置输出。例如,设置值对于每个轧材输出1次。
[0057]
蛇行控制装置s2、s3、
…
、s
n
基于从设置装置10取得的设置值、从蛇行量检测装置取得的蛇行量、从辊旋转速度检测装置取得的辊旋转速度、从载荷检测装置取得的载荷计算压下调平装置的操作量,向压下调平装置输出。
[0058]
(蛇行控制装置)
[0059]
图2是用来说明本发明的实施方式1的蛇行控制装置的框图。在以下的说明中,第
i-1轧机机架f
i-1
是第i轧机机架f
i
的上游侧的上一个轧机机架。第i+1轧机机架f
i+1
是第i轧机机架f
i
的下游侧的下一个轧机机架。
[0060]
这里,以对第i轧机机架f
i
应用的第i蛇行控制装置s
i
为例,说明蛇行控制装置具备的功能。第i蛇行控制装置s
i
具备尾端部蛇行量估算部20、压下调平装置控制部30。
[0061]
尾端部蛇行量估算部20在轧材1的尾端刚穿过第i-1轧机机架f
i-1
之后,根据由第i蛇行量检测装置d
i
检测到的轧材1的蛇行量,估算在位于第i蛇行量检测装置d
i
上游的轧材1的尾端部设定的控制点的控制点蛇行量。关于控制点及控制点蛇行量,在后述的图3的说明中一起说明。以下,对尾端部蛇行量估算部20详细地进行说明。
[0062]
尾端部蛇行量估算部20基于从第i轧机机架f
i
的上游侧的上一个第i-1轧机机架f
i-1
的第i-1载荷检测装置m
i-1
取得的检测载荷,检测轧材1的尾端脱离第i-1轧机机架f
i-1
的定时。尾端部蛇行量估算部20从轧材1的尾端脱离第i-1轧机机架f
i-1
的定时起,每经过规定的控制周期t就实施以下的处理。
[0063]
首先,尾端部蛇行量估算部20基于从设置装置10取得的轧机机架的后滑值及从辊旋转速度检测装置r
i
取得的辊旋转速度,估算从第i轧机机架f
i
到控制点的距离l
cpi
(以下,也记作控制点的位置)。
[0064]
进而,尾端部蛇行量估算部20基于从第i蛇行量检测装置d
i
取得的检测蛇行量,估算在位于第i蛇行量检测装置d
i
上游的轧材尾端部设定的控制点的蛇行量(控制点蛇行量)。
[0065]
参照图3,说明有关本发明的实施方式1的尾端部蛇行量估算部20的对控制点的位置及控制点蛇行量进行估算的方法。
[0066]
将控制点设定在轧材的尾端刚脱离第i-1轧机机架f
i-1
之后的轧材尾端与第i蛇行量检测装置d
i
之间的任意的位置。优选的是,将控制点设定在蛇行量最大的轧材尾端附近。此外,关于轧材1的宽度方向,可将控制点设定在任意的位置。例如,将控制点设定在轧材1的宽度方向中央。控制点的宽度方向的位置可以基于由蛇行量检测装置检测到的轧材1的宽度方向的边缘位置和从设置装置10取得的各机架间的轧材1的板宽来计算。
[0067]
控制点的位置l
cpi
意味着从第i轧机机架f
i
到控制点的距离。控制点的位置l
cpi
如式(1)所示那样,使用自轧材1脱离第i-1轧机机架f
i-1
起的经过时间t
i
和第i轧机机架f
i
入侧的轧材速度v
i
来计算。这里,第i轧机机架f
i
入侧的轧材速度v
i
如式(2)所示那样,根据第i轧机机架f
i
的辊旋转速度v
i
和从设置装置取得的后滑值b
i
来计算。
[0068]
[数式1]
[0069]
l
cpi
=l
stdi-v
i
·
t
i
ꢀꢀꢀ
(1)
[0070]
[数式2]
[0071]
v
i
=v
i
·
b
i
ꢀꢀꢀ
(2)
[0072]
l
cpi
:控制点的位置(从第i轧机机架f
i
到控制点的距离)
[0073]
l
stdi
:机架间距离
[0074]
v
i
:第i轧机机架f
i
入侧的轧材速度
[0075]
t
i
:自脱离第i-1轧机机架f
i-1
起的经过时间
[0076]
v
i
:第i轧机机架f
i
的辊旋转速度
[0077]
b
i
:后滑值[-]
[0078]
控制点蛇行量yc
tp
如式(3)所示,将从第i轧机机架f
i
到控制点的距离l
cpi
除以从第i轧机机架f
i
到第i蛇行量检测装置d
i
的距离l
di
得到的值乘以由第i蛇行量检测装置检测到的蛇行量yc
di
而计算。在轧材1脱离第i-1轧机机架f
i-1
之后,通常第i轧机机架f
i
正下方的蛇行量较小,轧材尾端附近的蛇行量最大。此时,可以认为从第i轧机机架f
i
正下方到轧材尾端的蛇行量的变化近似线性变化。因此,控制点蛇行量可以如式(3)那样求出。
[0079]
[数式3]
[0080][0081]
yc
tp
:控制点蛇行量(控制点处的估算蛇行量)
[0082]
yc
di
:第i蛇行量检测装置d
i
的检测蛇行量
[0083]
l
cpi
:控制点的位置
[0084]
l
di
:第i蛇行量检测装置d
i
的设置位置
[0085]
压下调平装置控制部30每经过控制周期t就从尾端部蛇行量估算部20取得控制点处的估算蛇行量(控制点蛇行量),基于该控制点蛇行量计算调平操作量。
[0086]
压下调平装置控制部30变更第i轧机机架f
i
的调平操作量以减小控制点蛇行量。例如,在将图3的上方设为操作侧、将下方设为传动侧的情况下,由于图3的轧材1向操作侧蛇行,所以压下调平装置控制部30向操作侧的辊间隙变得比传动侧的辊间隙窄的方向变更调平操作量。
[0087]
调平操作量由pi控制器或调节器等运算并向压下调平装置输出,以使控制点蛇行量与蛇行目标值的偏差变小。例如,以使轧材的控制点回到轧辊的宽度方向中央为目的而设定蛇行目标值为“0”。
[0088]
优选的是,控制点蛇行量越大则压下调平装置控制部30越大幅地变更调平操作量。对于在蛇行量检测装置的上游侧产生的较大的控制点蛇行量,通过控制点蛇行量越大则越大幅地变更调平操作量,能够使轧材1的尾端部更早地接近线路中心位置(蛇行目标值)。
[0089]
图7是表示本发明和比较对象的轧材尾端处的蛇行控制效果的差异的比较图。在本发明中以在位于第i蛇行量检测装置d
i
的上游的轧材尾端部设定的控制点的估算蛇行量(控制点蛇行量)为控制对象,与此相对在比较对象中,以位于第i蛇行量检测装置d
i
的下游的第i轧机机架f
i
正下方的估算蛇行量为控制对象。在哪个蛇行控制中都是对第i轧机机架f
i
的压下调平装置进行操作。
[0090]
在比较对象中,由于以第i轧机机架f
i
正下方的蛇行量为控制对象,所以脱离上游的第i-1轧机机架f
i-1
后的第i轧机机架f
i
处的压下调平装置操作缓和地进行,轧材尾端的蛇行量也缓和地矫正。即,与轧材尾端部的蛇行量相比第i轧机机架f
i
正下方的蛇行量较小,所以调平操作量的变更也较小。因此,在第i轧机机架f
i
上游侧的轧材1的弯曲较大的情况下,会在尾端附近的蛇行量被充分地修正之前,撞向第i轧机机架f
i
入侧的侧导引部。
[0091]
另一方面,在本发明中,以在位于第i蛇行量检测装置d
i
的上游的轧材尾端部设定的控制点的估算蛇行量(控制点蛇行量)为控制对象,在刚脱离第i-1轧机机架f
i-1
之后大幅地操作压下调平装置,轧材尾端的蛇行量也能够迅速地修正。
[0092]
(效果)
[0093]
如以上说明,根据本实施方式的蛇行控制装置,能够对轧材1刚脱离轧机机架后的尾端部的蛇行量进行估算,以更早地降低尾端部的蛇行量的方式操作压下调平装置。结果,能够将轧材1刚脱离轧机机架之后迅速发展的蛇行尽早地修正,避免轧材1的尾端撞向侧导引部或发生绞入。
[0094]
(变形例)
[0095]
另外,在上述的实施方式1的系统中,假设多个轧机机架分别具备蛇行控制装置,但也可以是在比轧机机架f1靠下游的某1个轧机机架具备蛇行控制装置。另外,这一点在以下的实施方式中也是同样的。
[0096]
实施方式2.
[0097]
接着,参照图4及图5对本发明的实施方式2进行说明。
[0098]
图4是用来说明本发明的实施方式2的蛇行控制装置的框图。
[0099]
实施方式2的轧制系统具备至少3座以上的轧机机架。此外,轧制系统在第i轧机机架f
i
与其下游侧的下一个上述第i+1轧机机架f
i+1
之间具备第i+1蛇行量检测装置d
i+1
。
[0100]
(蛇行控制装置)
[0101]
实施方式2的尾端部蛇行量估算部20除了取得由在第i轧机机架f
i
的上游具备的第i蛇行量检测装置d
i
得到的检测蛇行量以外,还取得由在第i轧机机架f
i
的下游具备的第i+1蛇行量检测装置d
i+1
得到的检测蛇行量。
[0102]
尾端部蛇行量估算部20根据在轧材1的尾端刚穿过第i-1轧机机架f
i-1
之后由第i蛇行量检测装置d
i
检测到的上游侧蛇行量与由第i+1蛇行量检测装置d
i+1
检测到的下游侧蛇行量的差,对控制点蛇行量进行估算。
[0103]
参照图5,说明有关本发明的实施方式2的尾端部蛇行量估算部20的对控制点蛇行量进行估算的方法。
[0104]
在由上游侧的第i蛇行量检测装置di得到的检测蛇行量中,包括第i轧机机架f
i
处的偏心量和第i轧机机架f
i
入侧的轧材的弯曲量的两者。
[0105]
另一方面,由于在第i轧机机架f
i
与下游侧的第i+1轧机机架f
i+1
间的轧材不发生较大的弯曲,所以由下游侧的第i+1蛇行量检测装置d
i+1
得到的检测蛇行量是偏心量。
[0106]
因此,可以认为上游侧的第i蛇行量检测装置d
i
的检测蛇行量与下游侧的第i+1蛇行量检测装置d
i+1
的检测蛇行量的差是第i蛇行量检测装置d
i
的位置处的轧材1的实际弯曲量。通过这样将偏心量与实际弯曲量分离,能够更正确地估算轧材尾端附近的控制点蛇行量。
[0107]
具体而言,控制点蛇行量如式(4)所示那样计算:将从第i轧机机架f
i
到控制点的距离l
cp
除以从第i轧机机架f
i
到第i蛇行量检测装置d
i
的距离l
d
得到的值,乘以由第i蛇行量检测装置d
i
检测到的上游侧蛇行量yc
di
与由第i+1蛇行量检测装置d
i+1
检测到的下游侧蛇行量yc
di+1
的差,对于所得到的值加上下游侧蛇行量yc
di+1
。
[0108]
[数式4]
[0109][0110]
yc
tp
:控制点处的估算蛇行量
[0111]
yc
di
:上游侧的第i蛇行量检测装置d
i
的检测蛇行量
[0112]
y
di+1
:下游侧的第i+1蛇行量检测装置d
i+1
的检测蛇行量(偏心量)
[0113]
l
cpi
:控制点的位置
[0114]
l
d
:第i蛇行量检测装置d
i
的设置位置
[0115]
(效果)
[0116]
如以上说明,根据实施方式2的蛇行控制装置,能够基于由在轧机机架的入侧及出侧具备的蛇行量检测装置检测到的蛇行量的差,正确地检测实际弯曲量。即,能够正确地检测由第i蛇行量检测装置d
i
得到的检测蛇行量除去偏心量后的轧材1的实际弯曲量。根据实施方式2的蛇行控制装置,由于使用根据该实际弯曲量计算出的控制点蛇行量来变更调平操作量,所以能够避免影响轧材的直线部那样的超过所需的蛇行量修正控制。
[0117]
实施方式3.
[0118]
接着,参照图6对本发明的实施方式3进行说明。
[0119]
根据上述的实施方式1的蛇行控制装置,能够使蛇行的轧材回到轧辊宽度方向中央。但是,为了使轧材的尾端不与侧导引部碰撞,并不需要一定要回到轧辊宽度方向中央。所以,在实施方式3中,将调平操作量变更为蛇行的轧材的尾端不与侧导引部碰撞的程度。
[0120]
本实施方式的轧制系统在第i-1轧机机架f
i-1
与第i轧机机架f
i
之间具备侧导引部60。侧导引部60是在轧材1的宽度方向端部沿着输送方向列设的板。
[0121]
(蛇行控制装置)
[0122]
本实施方式的压下调平装置控制部30根据从设置装置取得的轧材的板宽和估算出的控制点蛇行量,对控制点处的轧材的宽度端部位置进行估算。
[0123]
进而,压下调平装置控制部30变更调平操作量以使控制点蛇行量变小,直到宽度端部位置达到不与侧导引部60接触的位置。即,调平操作量由pi控制器及调节器等运算并向压下调平装置输出,以使图6所示的估算宽度端部位置与设定于侧导引部的内侧的目标位置的偏差变小。
[0124]
(效果)
[0125]
如以上说明,根据实施方式3的蛇行控制装置,能够将控制点处的轧材的宽度端部位置控制到不与侧导引部碰撞的位置。结果,能够在防止轧材尾端向侧导引部的碰撞的同时,抑制过度损害轧材的直线前进性。
[0126]
另外,上述的实施方式3的系统也可以与实施方式2的结构组合。
[0127]
(硬件结构例)
[0128]
图8是表示上述的蛇行控制装置具有的处理电路的硬件结构例的概念图。图2的蛇行控制装置内的各部表示功能的一部分,各功能由处理电路实现。作为一个形态,处理电路具备至少1个处理器91和至少1个存储器92。作为另一形态,处理电路具备至少1个专用的硬件93。
[0129]
在处理电路具备处理器91和存储器92的情况下,各功能由软件、固件、或软件与固件的组合来实现。软件及固件中的至少一个作为程序记述。软件及固件中的至少一个保存到存储器92中。处理器91通过将存储在存储器92中的程序读出并执行而实现各功能。
[0130]
在处理电路具备专用的硬件93的情况下,处理电路例如是单一电路、复合电路、程序化的处理器或将它们组合的结构。各功能由处理电路实现。
[0131]
以上,对本发明的实施方式进行了说明,但本发明并不限定于上述的实施方式,能
够在不脱离本发明的主旨的范围中进行各种各样的变形而实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1