一种适用于棒料的锻压成型装置的制作方法
[0001]
本实用新型涉及锻造加工技术领域,具体是一种适用于棒料的锻压成型装置。
背景技术:
[0002]
锻压是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对棒料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法。锻压成型得到的工件有很多,如延长拉杆、u型环、球头挂环等连接部件,这些被广泛用于架空电力线路中,当然还包括其他领域的工件。在制造加工此类工件时,以往老式的方法是利用摩擦压力机,如申请号为cn201820106817.0的专利文件所公开的一种摩擦压力机,包括摩擦压力机主体,所述摩擦压力机主体的右下端表面固定连接有固定板,所述固定板的右上端设有限位板,所述固定板的内部通过第一转轴转动连接有第一连杆,所述第一连杆的上侧通过第二转轴转动连接有第二连杆,所述第二连杆的左下侧通过第五转轴转动连接有套筒,所述摩擦压力机主体的左端表面固定连接有直齿排,所述直齿排的左侧转动啮合连接有齿轮,所述齿轮的内部通过第四转轴转动连接有第一连接块,所述第一连接块的左侧通过滑槽滑动连接有固定侧板,但是其能量损耗大、机件易损大、工作效率低、工人劳动强度大,已远不能满足新时代的工业生产需要。目前也开始设计了多种专用于各单位锻压所需棒料用的锻压设备,如何寻找或设计适用于棒料(常用在电力连接部件中)的锻压设备是值得研究的一个课题。
技术实现要素:
[0003]
本实用新型的技术目的在于提供一种适用于棒料的锻压成型装置,解决背景技术中尚存的问题。
[0004]
本实用新型的具体技术方案如下:一种适用于棒料的锻压成型装置,包括机架、成型模具、冲压机构、顶撑机构和夹持机构,所述夹持机构位于所述冲压机构与所述顶撑机构之间,所述夹持机构用于固定待加工棒料,所述顶撑机构用于顶撑待加工棒料的尾端,所述冲压机构用于带动所述成型模具往复移动,所述成型模具用于配合所述冲压机构、所述顶撑机构及所述夹持机构而对待加工棒料的头端顶压塑形。
[0005]
作为优选,所述冲压机构包括第一驱动源和冲杆,所述冲杆与所述第一驱动源连接并由所述第一驱动源往复带动,所述成型模具连接在所述冲杆的端部。
[0006]
作为优选,所述顶撑机构包括支撑挡板、螺纹顶杆和行程阀,所述支撑挡板连接在所述机架上,所述螺纹顶杆穿接过所述支撑挡板,所述螺纹顶杆的头端面用于顶撑棒料,所述行程阀连接在所述螺纹顶杆上并贴合在支撑挡板表面。
[0007]
作为优选,所述螺纹顶杆的头端面上设有棒料定位槽,所述棒料定位槽用于供待加工棒料的尾端卡入定位。
[0008]
作为优选,所述夹持机构包括固定端块、活动端块和第二驱动源,所述固定端块连接在所述机架上,所述活动端块与所述第二驱动源连接并由所述第二驱动源往复带动,所
述固定端块与所述活动端块相对设置而可对接贴合,所述固定端块及所述活动端块的相对的侧面上均开设有可相拼合的棒料承托槽。
[0009]
作为优选,所述夹持机构还包括限位块和第三驱动源,所述限位块与所述第三驱动源连接并由所述第三驱动源往复带动,所述限位块用于在所述活动端块与所述固定端块对接后而移动至所述活动端块背面并与其贴合。
[0010]
作为优选,所述活动端块的背面和所述限位块的底面为可相配合紧贴的倾斜面。
[0011]
作为优选,所述活动端块的背面和所述限位块的底面上均设有相配合的齿槽。
[0012]
作为优选,所述机架的台板上设有下料口,所述下料口用于供加工完成后的棒料掉落通过,所述机架内部设有与下料口相通的下料空间,所述下料空间的出口下方设有出料传送带。
[0013]
作为优选,所述下料空间中设有侧向挡板。
[0014]
本实用新型的技术优点在于所述锻压成型装置结构简单,使用方便,组装简易,调节便捷,自动化程度较高,大幅降低了工人劳动强度,提高了工作效率,加工稳定性高,安全可靠,值得在本领域推广使用。
附图说明
[0015]
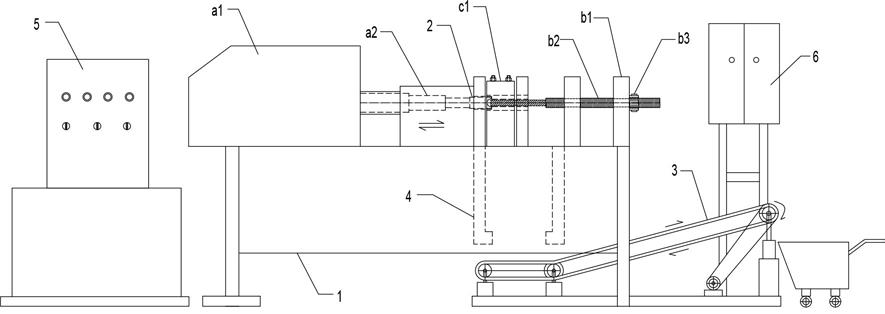
图1为本实用新型实施例的整体结构示意图。
[0016]
图2为本实用新型实施例有关夹持机构的结构示意图;
[0017]
图中编号对应的各部分名称分别为:1-机架,2-成型模具,3-出料传送带,4-侧向挡板,5-加热电炉,6-电器柜,a1-第一驱动源,a2-冲杆,b1-支撑挡板,b2-螺纹顶杆,b3-行程阀,c1-固定端块,c2-活动端块,c3-第二驱动源,c4-棒料承托槽,c5-限位块,c6-第三驱动源,c7-顶贴套,c8-弹性连接件。
具体实施方式
[0018]
下面将结合附图,通过具体实施例对本实用新型作进一步说明:
[0019]
见图1,一种适用于棒料的锻压成型装置的实施例,包括机架1、成型模具2、冲压机构、顶撑机构和夹持机构,夹持机构位于冲压机构与顶撑机构之间,夹持机构用于固定待加工棒料,待加工棒料由加热电炉5预先加热软化后,再由机械手或工人搬移至本装置中,由夹持机构进行夹持固定。顶撑机构用于顶撑待加工棒料的尾端,冲压机构用于带动成型模具2往复移动,成型模具2用于配合冲压机构、顶撑机构及夹持机构而对待加工棒料的头端顶压塑形。另单独设置电器柜6,用来控制本装置中的各机构运行。
[0020]
冲压机构包括第一驱动源a1和冲杆a2,冲杆a2与第一驱动源a1连接并由第一驱动源a1在x方向上往复带动,成型模具2连接在冲杆a2的端部。第一驱动源a1选用液压机,安装在机架1的台面上的最左侧。成型模具2根据所需要塑成形状的不同而可有多种制定。
[0021]
顶撑机构包括支撑挡板b1、螺纹顶杆b2和行程阀b3,支撑挡板b1连接在机架1上,螺纹顶杆b2穿接过支撑挡板b1,螺纹顶杆b2的头端面用于顶撑棒料,行程阀b3连接在螺纹顶杆b2上并贴合在支撑挡板b1表面。相对于冲压机构,顶撑机构安装在机架1的台面的右侧。支撑挡板b1一般设有两块,对螺纹顶杆b2有足够支撑,保持螺纹顶杆b2的工位稳定。根据所加工的棒料的长度,利用行程阀b3,相应向左或向右调整定位螺纹顶杆b2,即使其前移
或回退,在成型模具2由冲杆a2控制而对棒料头端进行顶压塑形时,螺纹顶杆b2就对棒料的尾端进行顶撑。进一步的,螺纹顶杆b2的头端面上设有棒料定位槽,棒料定位槽用于供待加工棒料的尾端卡入定位,根据棒料末尾段的形状,棒料定位槽的截面形状可以为圆形、方形等。
[0022]
夹持机构包括固定端块c1、活动端块c2和第二驱动源c3,见图2,固定端块c1连接在机架1上,活动端块c2与第二驱动源c3连接并由第二驱动源c3在y向上往复带动,第二驱动源c3选用气缸即可,第二驱动源可以直接固定连接在机架1上;固定端块c1与活动端块c2相对设置而可对接贴合,固定端块c1及活动端块c2的相对的侧面上均开设有可相拼合的棒料承托槽c4。第二驱动源c3固定连接在机架1的台面上。图示中,固定端块c1、活动端块c2为方块状,相对向的侧面上开设了半圆槽,在活动端块c2推至与固定端块c1贴合后,棒料被夹持固定在拼合的圆槽中,方便后续冲压成型。若棒料仅由两个端块的半圆槽进行承托固定,棒料在加工中或加工时的工位可能仍会存在偏位,故很有必要增加一个棒料工位稳定的结构,即在每个棒料承托槽c4的表面设置一顶贴套c7,顶贴套c7与棒料承托槽c4的表面之间通过弹性连接件c8连接。本实施例中,弹性连接件c8采用多个弹簧。每个棒料承托槽c4上的顶贴套c7仅将棒料的侧面部分进行适应性地顶贴即可,而无需对棒料周侧进行全包套。
[0023]
进一步的,为了确保冲压时棒料定位的稳定性,夹持机构还包括限位块c5和第三驱动源c6,限位块c5与第三驱动源c6连接并由第三驱动源c6在z向上往复带动,第三驱动源c3选用气缸即可,第三驱动源c3可以安装在一竖向安装架上,该竖向安装架再固定连接在机架1上;限位块c5用于在活动端块c2与固定端块c1对接后而移动至活动端块c2背面并与其贴合。活动端块c2的背面和限位块c5的底面为可相配合紧贴的倾斜面,倾斜面的设计是为了配合前述z向设置的第三驱动源c6,方便限位块c5对活动端块c2在上下方向上进行压紧;两个倾斜面均设有相配合的齿槽,提高贴合后的紧固效果。虽然第三驱动源c6也可以水平面上y向设置来使限位块c5顶紧活动端块c2,但考虑到安装空间的合理规划,第三驱动源c6的z向设置不增加机架1台面的水平向尺寸,也能有效对活动端块c2顶紧限位。
[0024]
机架1的台板上设有下料口,下料口用于供加工完成后的棒料掉落通过,机架1内部设有与下料口相通的下料空间,下料空间的出口下方设有出料传送带3。下料口的开口长度足够长,始终包含夹持机构到螺纹顶杆b2的头端的距离。下料空间中设有侧向挡板4,对竖直掉落下的棒料限位,防止其偏位而未掉落至出料传送带3上。出料传送带3的将加工后的棒料运向外部储料处,如图示中手推车。
[0025]
本实施例自动化程度较高,降低工人劳动强度,省时省力,提升了生产效率及棒料的成品质量,高效便捷,安全可靠,值得在本领域中推广使用。
[0026]
本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的目的已经完整有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1