可实现静止轴肩搅拌摩擦焊技术轴肩与搅拌针闭环控制主轴头装置的制作方法
1.本发明涉及搅拌摩擦焊技术领域,更具体地说涉及一种可实现静止轴肩搅拌摩擦焊技术轴肩与搅拌针闭环控制主轴头装置。
背景技术:
2.搅拌摩擦焊机(fsw)技术是英国焊接研究所发明一项固相焊接技术,焊接过程利用高速旋转的搅拌头插入工件直至轴肩与工件表面紧密接触,利用轴肩与工件表面摩擦产生热量塑化焊缝金属,搅拌针旋转搅拌带动焊缝金属流动形成固相焊缝。搅拌摩擦焊技术被广泛应用在铝合金、镁合金等轻金属合金的焊接。
3.搅拌摩擦焊技术具有焊接变形小、自动化程度高、焊接过程无弧光、粉尘等污染、焊接接头质量高等优点,被广泛应用在航空、航天、船舶和汽车制造等领域。但是、受到搅拌工具的限制,搅拌摩擦焊接技术难以在t型接头、角焊缝以及箱体结构中难以实现应用。同时,将fsw技术应用在钛合金等热导性较差的材料中时,焊接接头出现焊缝表面过热与焊缝厚度方向温度明显不均匀,难以获得无缺陷焊接机头。为克服传统的fsw技术缺陷,英国焊接研究所开发出静止轴肩搅拌摩擦焊(ssfsw)技术,其本质是将搅拌头的轴肩与搅拌针分离。焊接过程中静止轴肩不随主轴旋转,其与工件表面紧密接触,施加焊接轴向力,保证焊缝表面质量。搅拌针完全插入在待焊板材中,与周围金属摩擦产热并带动焊缝金属流动形成焊缝。由于搅拌针与轴肩分离、焊接过程中轴肩不随搅拌针一同高速旋转、因此静止轴肩搅拌摩擦焊接技术能够实现焊缝t型接头、角焊缝以及钛合金等导热性较差的材料焊接。
4.静止轴肩搅拌摩擦(ssfsw)焊接过程中由于工件形位尺寸差异或者搅拌摩擦设备精度的原因,焊接过程稳定性难以保证。搅拌针与静止轴肩在焊接过程中难以针对板厚变化等实时做出调整,形成闭环控制。但现有的静止轴肩搅拌摩擦焊接技术均采用开环控制,焊接过程稳定性与焊缝质量均一性难以得到保障。
技术实现要素:
5.本发明克服了现有技术中的不足,现有的装置存在焊接工艺不稳定的问题,提供了一种可实现静止轴肩搅拌摩擦焊技术轴肩与搅拌针闭环控制主轴头装置,搅拌针与静止轴肩分离,焊接过程中搅拌针的轴向位移可以根据控制系统需求实时调整,实现搅拌针的轴向位移闭环控制。
6.本发明的目的通过下述技术方案予以实现。
7.可实现静止轴肩搅拌摩擦焊技术轴肩与搅拌针闭环控制主轴头装置,包括夹持系统、液压系统和静止轴肩,
8.所述夹持系统包括主轴壳体、主轴、刀柄和搅拌针,所述主轴壳体采用中空结构,所述主轴通过轴承组设置在所述主轴壳体内,所述主轴的尾端通过所述刀柄与所述搅拌针的首端相连;
9.所述液压系统包括活塞杆和油缸,所述油缸的壳体首端与所述主轴壳体的尾端固定相连,所述活塞杆设置在所述油缸的壳体内,所述活塞杆的尾端贯穿油缸盖与所述静止轴肩的首端相连,所述活塞杆能够在所述油缸盖处上下移动,以实现活塞杆的轴向伸缩进而达到调节静止轴肩与待焊工件之间距离的目的。
10.所述轴承组的数量为2组,所述轴承组分别沿所述主轴由上至下按组设置,位于主轴上部的轴承组的轴承数量为2个,位于主轴下部的轴承组的轴承数量为4个。
11.所述轴承采用角接触轴承。
12.相邻的所述轴承之间由外而内依次设置外隔圈和内隔圈。
13.在位于最尾端的轴承后端设置有用于固定轴承的紧密锁紧螺母。
14.所述搅拌针的后端开设有用于将搅拌针和刀柄固定的顶丝孔,顶丝贯穿所述顶丝孔将所述搅拌针和所述刀柄相连。
15.所述静止轴肩的外径等于所述活塞杆的外径,所述静止轴肩的内径大于等于所述搅拌针的最大外径,所述搅拌针贯穿所述静止轴肩,伸出所述静止轴肩外。
16.所述静止轴肩的首端与所述活塞杆的尾端通过螺钉固定相连。
17.所述油缸的壳体首端与所述主轴壳体的尾端通过螺钉固定相连。
18.本发明的有益效果为:现有静止轴肩搅拌摩擦焊接主轴中实现静止轴肩与搅拌针的分离,但是针对工件尺寸差异等因素造成焊接过程不稳定问题难以进行调控解决,从而导致焊接过程稳定性难以得到保障;本装置中将静止轴肩与活塞杆连接、活塞杆与油缸组成的液压系统可以提供稳定的压力输出,通过活塞杆在油缸盖处上下移动,以实现静止轴肩与待焊工件的恒压力闭环控制;同时,搅拌针与静止轴肩分离,焊接过程中搅拌针的轴向位移可以根据控制系统需求实时调整,实现搅拌针的轴向位移闭环控制;同时本装置具有结构设计合理、灵活等优点。
附图说明
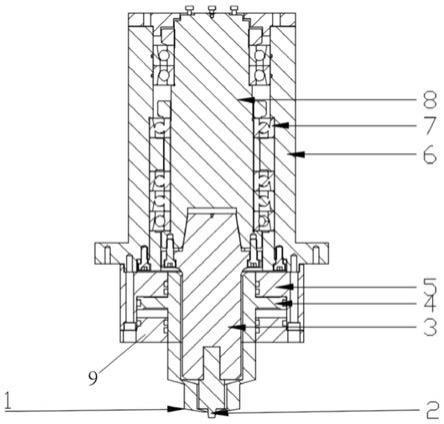
19.图1为本发明的内部结构示意图;
20.图2为本发明的外部结构示意图;
21.图中:1为静止轴肩;2为搅拌针;3为刀柄;4为活塞杆;5为油缸;6为主轴壳体;7为轴承组;8为主轴;9为油缸盖。
具体实施方式
22.下面通过具体的实施例对本发明的技术方案作进一步的说明。
23.实施例一
24.可实现静止轴肩搅拌摩擦焊技术轴肩与搅拌针闭环控制主轴头装置,包括夹持系统、液压系统和静止轴肩1,
25.夹持系统包括主轴壳体6、主轴8、刀柄3和搅拌针2,主轴壳体6采用中空结构,主轴8通过轴承组7设置在主轴壳体6内,主轴8的尾端通过刀柄3与搅拌针2的首端相连;
26.液压系统包括活塞杆4和油缸5,油缸5的壳体首端与主轴壳体6的尾端固定相连,活塞杆4设置在油缸5的壳体内,活塞杆4的尾端贯穿油缸盖9与静止轴肩1的首端相连,活塞杆4能够在油缸盖9处上下移动,以实现活塞杆4的轴向伸缩进而调节静止轴肩1与待焊工件
之间距离的目的。
27.实施例二
28.在实施例一的基础上,轴承组7的数量为2组,轴承组7分别沿主轴8由上至下按组设置,位于主轴8上部的轴承组7的轴承数量为2个,位于主轴8下部的轴承组7的轴承数量为4个。
29.轴承采用角接触轴承。
30.相邻的轴承之间由外而内依次设置外隔圈和内隔圈。
31.在位于最尾端的轴承后端设置有用于固定轴承的紧密锁紧螺母。
32.实施例三
33.在实施例二的基础上,搅拌针2的后端开设有用于将搅拌针2和刀柄3固定的顶丝孔,顶丝贯穿顶丝孔将搅拌针2和刀柄3相连。
34.静止轴肩1的外径等于活塞杆4的外径,静止轴肩1的内径大于等于搅拌针2的最大外径,搅拌针2贯穿静止轴肩1,伸出静止轴肩1外。
35.实施例四
36.在实施例三的基础上,静止轴肩1的首端与活塞杆4的尾端通过螺钉固定相连。
37.油缸5的壳体首端与主轴壳体6的尾端通过螺钉固定相连。
38.使用时,首先通过刀柄上的顶丝将搅拌针与刀柄进行固定,然后,将静止轴肩通过螺钉与活塞杆的尾端相连,焊接过程中,依靠控制系统要求进行调整以实现搅拌针轴向移动,解决静止轴肩搅拌摩擦焊接过程稳定差较差的问题;焊接过程中,当静止轴肩与工件之间压力发生波动时,控制系统通过进油口与出油口调节活塞杆轴向位移,活塞杆在油缸盖处上下移动,进而实现静止轴肩焊接过程中恒压力输出的闭环控制;焊接过程中,静止轴肩与工件之间压力由于工件形位尺寸差异等原因造成波动时,控制系统可实时调整活塞杆伸缩,实现油压的稳定输出,从而实现静止轴肩的恒压力输出。
39.以上对本发明做了示例性的描述,应该说明的是,在不脱离本发明的核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1