一种小弯曲半径导管推弯成形用芯棒及其使用方法与流程
1.本发明涉及一种推弯成形用的芯棒,具体涉及一种小弯曲半径导管推弯成形用芯棒及其使用方法。
背景技术:
2.薄壁金属导管具有强度高、重量轻、结构性能好等优点,其大量应用于航空航天、武器装备制造等领域。先进的飞机要求满足结构紧凑、空间利用率高、布局美观、部件疲劳寿命高等性能,因此,飞机中的薄壁金属导管具有导管走向复杂、弯曲半径小、结构性能好的特点。小弯曲半径导管是飞机中最常见的零件,小弯曲半径导管采用数控拉弯成形时,容易产生外侧拉裂、内侧起皱、截面畸变、内外表面划痕严重的缺陷,且成形参数不易控制、零件报废率高,因此小弯曲半径管采用数控拉弯成形难度很大。
3.用推弯成形工艺生产小弯曲半径管时,能够很好的解决数控拉弯产生的缺陷。推弯成形用的芯棒作用为在推弯过程中给导管内部的弹性填料一个轴向反推力,推力和轴向反推力共同作用使弹性填料轴向压缩和径向膨胀,在推弯导管的过程中使弹性填料给导管内壁提供内压力,轴向反推力的施加靠芯棒作用。常见的推弯成形用的芯棒为绳式球形芯棒。绳式球形芯棒的各个芯球之间依靠钢丝绳和芯轴连接,绳式球形芯棒的芯球之间容易折断钢丝绳并卡住芯球,导致芯棒无法给弹性填料足够的轴向反推力,造成导管弯曲段内侧起皱。绳式球形芯棒的芯球会受重力下垂,进而在芯棒进退到指定位置的过程中,所有芯球均会和模具摩擦接触,因此会降低推弯模具型腔的表面粗糙度,进而影响导管表面质量。现有技术中,公开号为cn1030436c,公开日为1995年12月06日,名称为“小曲率半径冷推弯管成型装置及其方法”的中国发明专利同样存在需要和导管内壁基础,从而产生划痕等表面损伤的问题。
技术实现要素:
4.本发明旨在解决现有技术中为解决现有推弯成形用芯棒的钢丝绳断裂、芯球卡住、模具粗糙度低,造成推弯成形的小弯曲半径导管内侧起皱、表面质量差的问题,提出了一种小弯曲半径导管推弯成形用芯棒及其使用方法。
5.本发明的目的是通过以下技术方案实现的:一种小弯曲半径导管推弯成形用的芯棒,其特征在于:包括若干个相邻设置的芯球,用于在模具型腔直线段内运动的芯轴,以及用于连接芯球与芯球、芯球和芯轴的铰链连接体;所述的芯球包括与弹性填料接触的芯球一和起轴向支撑作用的芯球二;所述的芯球一形状为鼓形,其与弹性填料接触的端面为平面,与轴向支撑芯球相邻的端面有斜度;所述的芯球二形状为鼓形,其两个端面均有斜度;芯球与芯球、芯球与芯轴之间通过铰链连接体密切贴合连接在一起并能够转动。
6.进一步的,所述铰链连接体包括连接片和销钉,所述连接片为长圆形状,其两端分别开有销钉通孔一和销钉通孔二;销钉为平头圆柱销,其一端为平头端,一端为等径端。
7.进一步的,所述芯球一上开有一个销钉通孔三、一个安装连接片的矩形凹槽一和一个连接相邻芯球的销钉凹槽一;所述的芯球二开有一个安装连接片的矩形通孔,其两个端面分别开有一个使芯球与芯球或者芯球与芯轴连接的销钉凹槽二和销钉凹槽三。
8.进一步的,所述芯轴为圆柱体结构,其两端分别连接推弯设备和芯球,芯轴与芯球的连接端面五开有一个安装连接片的矩形凹槽二和一个销钉通孔四,且该端面五有斜度。
9.进一步的,所述芯轴的另一端开有一个用于和推弯设备连接的螺纹盲孔,且在其圆柱面上设有两个相互平行的上平面和下平面,在其中一个平面上开有一个销钉盲孔。
10.一种小弯曲半径导管推弯成形用芯棒的使用方法,其特征在于,包括以下步骤:步骤a:安装芯轴和芯球二将三个连接片插入到芯轴的矩形凹槽二中,同时在销钉通孔四中插入销钉,销钉同时穿过连接片上的销钉通孔一,此时三个连接片的销钉通孔二刚好和芯轴上的销钉凹槽四对齐;步骤b:将两个连接片插入到上述的三个连接片的中间,并将两个连接片上的销钉通孔一和上述三个连接片的销钉通孔二对齐;步骤c:随后将一个销钉插入到芯轴的销钉凹槽四中;最后把一个芯球二通过矩形通孔和上述的两个连接片配合安装,此时芯球二的销钉凹槽三和芯轴的销钉凹槽四同轴,芯球二的端面四和芯轴的端面五相邻;步骤d:根据所需个数,以重复上述步骤的方式安装芯球二;步骤e:连接芯球一和芯球二将两个连接片插入到穿过芯球二的个连接片中,并将两个连接片和插入到芯球一的连接片安装在矩形凹槽一中,此时两个连接片的销钉通孔二和芯球一的销钉通孔三同轴,两个连接片的销钉通孔一和芯球二的销钉凹槽二同轴,随后分别在芯球一的销钉通孔三、芯球二的销钉凹槽二中装入一个销钉;步骤f:完成芯棒的装配之后,将芯棒安装到小弯曲半径管推弯成形机上,在推弯过程中给导管内部的弹性填料一个轴向反推力,推力和轴向反推力共同作用使弹性填料轴向压缩和径向膨胀。
11.进一步的,步骤e中,在全部芯球安装完后,将销钉的等径端墩粗,或者等径端只和相邻芯球与芯球或芯球与芯轴的其中一个焊接,保证销钉不会脱落,并使芯球绕销钉转动。
12.进一步的,步骤f中,把芯轴上的内螺纹孔安装到小弯曲半径管推弯成形机上,并借助销钉盲孔和平行平面锁紧螺纹。
13.进一步的,芯棒中所有的销钉均自上而下安装,即芯棒在工作状态时销钉的平头端在上、等径端在下。
14.本技术方案的有益效果如下:1、本发明中,与弹性填料接触的芯球一端面平整,能够均匀传递轴向反推力给弹性填料,使弹性填料变形均匀,进而为导管内壁提供均匀内压支撑,推弯成形过程中降低导管内侧起皱缺陷;芯球与芯球、芯球与芯轴相邻的端面在弯曲内侧设计了斜度,芯球间接触密切且能够转动,可以保证轴向反推力有效传递。
15.2、本发明中,铰链连接体在芯棒中起到轴向刚性支撑的作用,在承受较大的轴向作用力时,铰链转动顺畅,很好的解决了绳式芯棒的钢丝绳断裂、卡住芯球的问题,并且结
构性能好,不容易损坏。
16.3、本发明中,所述芯棒可弯曲1d及1d以下的导管,芯棒使用时无需与导管内壁接触,导管内壁不会产生划痕等表面损伤,可有效提高成型质量。
附图说明
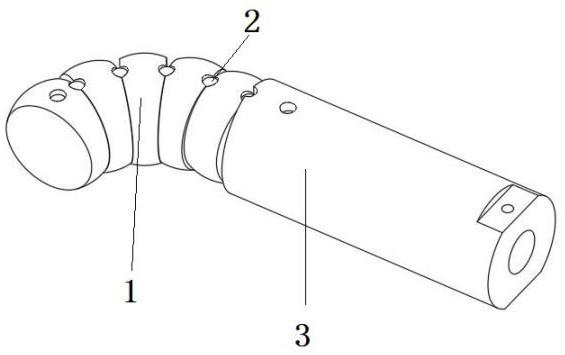
17.本发明的前述和下文具体描述在结合以下附图阅读时变得更清楚,附图中:图1是本发明的整体结构示意图;图2是本发明的铰链连接体的结构示意图;图3是本发明的连接片的结构示意图;图4是本发明的销钉的结构示意图;图5是本发明的与弹性填料接触的芯球的结构示意图;图6是本发明的轴向支撑的芯球的结构示意图;图7是本发明的芯轴的结构示意图;图中:1、芯球;11、芯球一;12、芯球二;111、销钉通孔三;112、销钉凹槽一;113、矩形凹槽一;114、端面一;115、端面二;121、销钉凹槽二;122、销钉凹槽三;123、矩形通孔;124、端面三,125、端面四;2、铰链连接体;21、连接片;22、销钉;211、销钉通孔一;212、销钉通孔二;221、平头端;222、等径端;3、芯轴;31、销钉凹槽四;32、销钉通孔四;33、内螺纹孔;34、销钉盲孔;35、平行平面;351、上平面;352、下平面;36、矩形凹槽二,37、端面五。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
19.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
21.在本发明的描述中,需要说明的是,术语“上”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
22.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、
ꢀ“
安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连
接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
23.如图1所示,本发明的一种小弯曲半径导管推弯成形用的芯棒,包括一个以上的芯球1,用于连接芯球1与芯球1、芯球1和芯轴3的铰链连接体2,用于在模具型腔直线段内运动的芯轴3。
24.如图2-4所示,铰链连接体2包括连接片21、销钉22。连接片21为长圆形状,且在两端分别开有销钉通孔一211、销钉通孔二212;销钉22类型为平头圆柱销,销钉22一端为平头端221、一端为等径端222。
25.如图5-6所示,芯球1包括与弹性填料接触的芯球一11、起轴向支撑作用的芯球二12。与弹性填料接触的芯球一11形状为鼓形,开有销钉通孔三111、相邻芯球1连接的销钉凹槽一112、安装连接片21的矩形凹槽一113;芯球一11的两个端面分为与弹性填料接触的端面一114、与相邻芯球1接触的端面二115,端面一114为一整个平面;端面二115以销钉凹槽一112的轴线为分界线,靠近弯曲内侧的面为斜面,使芯球1能够在推弯模具中转动且芯球1间密切贴合、轴向支撑作用更好。轴向支撑的芯球二12形状为鼓形,其两个端面分别开有用于与相邻芯球1连接的销钉凹槽二121、与相邻芯球1连接的销钉凹槽三122,并开有安装连接片21的矩形通孔123;芯球二12的两个端面分别为与相邻芯球1接触的端面三124和端面四125;端面三124以销钉凹槽二121的轴线为分界线,靠近弯曲内侧的面为斜面;端面四125以销钉凹槽三122的轴线为分界线,靠近弯曲内侧的面为斜面。
26.如图7所示,芯轴3是圆柱体结构的芯轴3,芯轴3的一端开有与芯球1连接的销钉凹槽四31、销钉通孔四32、安装连接片21的矩形凹槽二36,芯轴3与芯球1接触的端面五37,靠近弯曲内侧的面是斜面,使芯轴3与芯球1密切贴合并能够转动;芯轴3另一端开有与设备连接的内螺纹孔33、安装用的销钉盲孔34、方便使用工具锁紧螺纹的平行平面35,平行平面35包括上平面351、下平面352。
27.上述芯棒的安装及使用方法如下:步骤a:安装芯轴3和芯球二12将三个连接片21插入到芯轴3的矩形凹槽二36中,同时在销钉通孔四32中插入销钉22,销钉22同时穿过连接片21上的销钉通孔一211,此时三个连接片21的销钉通孔二212刚好和芯轴3上的销钉凹槽四31对齐;步骤b:将两个连接片21插入到上述的三个连接片21的中间,并将两个连接片21上的销钉通孔一211和上述三个连接片21的销钉通孔二212对齐;步骤c:随后将一个销钉22插入到芯轴3的销钉凹槽四31中;最后把一个芯球二12通过矩形通孔123和上述的两个连接片21配合安装,此时芯球二12的销钉凹槽三122和芯轴3的销钉凹槽四31同轴,芯球二12的端面四125和芯轴3的端面五37相邻;步骤d:根据所需个数,以重复上述步骤的方式安装芯球二12。
28.步骤e:连接芯球一11和芯球二12将两个连接片21插入到穿过芯球二12的个连接片21中,并将两个连接片21和插入到芯球一11的连接片21安装在矩形凹槽一113中,此时两个连接片21的销钉通孔二212和芯球一11的销钉通孔三111同轴,两个连接片21的销钉通孔一211和芯球二12的销钉凹槽二121同
轴,随后分别在芯球一11的销钉通孔三111、芯球二12的销钉凹槽二121中装入一个销钉22;芯棒中所有的销钉22均自上而下安装,即芯棒在工作状态时销钉22的平头端221在上面、等径端222在下面。
29.在全部芯球1安装完后,将销钉22的等径端222墩粗,或者等径端222只和相邻芯球1与芯球1或芯球1与芯轴3的其中一个焊接,保证销钉22不会脱落,并使芯球1绕销钉22转动;步骤f:完成芯棒的装配之后,将芯棒通过芯轴3上的内螺纹孔33安装到小弯曲半径管推弯成形机上,并借助销钉盲孔34和平行平面35锁紧螺纹;在推弯过程中给导管内部的弹性填料一个轴向反推力,推力和轴向反推力共同作用使弹性填料轴向压缩和径向膨胀。
30.以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,对于熟悉本技术领域的技术人员来说,根据本发明的技术方案及其发明构思加以等同替换或修改,均应当包括在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1