烙铁控制装置、烙铁芯以及烙铁管理系统的制作方法
烙铁控制装置、烙铁芯以及烙铁管理系统
[0001]
本申请是基于以下中国专利申请的分案申请:
[0002]
原案申请日:2018年08月01日
[0003]
原案申请号:201810867472.5
[0004]
原案申请名称:
[0005]
本发明涉及一种可与烙铁电连接并控制烙铁头的温度的控制装置、安装有烙铁头的烙铁芯以及具备该控制装置的烙铁管理系统。
背景技术:
[0006]
在电子行业,电子元件的焊接作业通过手动作业进行的情况为多。焊接功能通过设定作业台的作业区域而进行。作业人员操作面向作业区域的焊接装置。焊接装置包含烙铁、焊料去除器及镊子,但并不限定于此。各焊接装置连接于电源控制装置。电源控制装置通过调整施加于焊接装置的电力,控制焊接装置的发热。以往的电源控制装置包含:向焊接装置供电的电源部;控制从电源部输出的电压的电源控制部;输入作为电源控制部的控制对象的设定温度的温度设定部;显示温度设定部的设定信息的显示部;以及收容或包围电路的壳体。作业人员或操作员一边看显示在显示部的信息,一边操作温度设定部。该操作包含利用温度设定部将设定信息更新或设定的处理。设定信息是与决定焊接装置的设定温度的条件和被焊接的工件的物理特性相关的信息。在工业用途中,同一组的焊接功能由操作员实施,监督员对焊接作业设定条件来促进效率和均匀性。例如,监督员为了防止焊接动作中的作业的过加热,能够设定电源控制装置的最大动作温度。
[0007]
对烙铁控制装置以及烙铁芯有以下的要求。当使用具有使用含铅焊料的设定和使用无铅焊料的设定的烙铁控制装置时,希望防止烙铁控制装置的设定与烙铁芯错误组合的情况发生。希望确保焊接的可追溯性。希望得到烙铁芯的寿命指标。希望确保烙铁芯的可追溯性。希望防止烙铁成为火灾原因。想让烙铁控制装置能应对iot(internet of things)。
技术实现要素:
[0008]
本发明的目的在于提供一种能够满足这些要求的烙铁控制装置、烙铁芯以及烙铁管理系统。
[0009]
本发明一方面所涉及的烙铁控制装置可与烙铁电连接,并控制所述烙铁的烙铁头的温度,所述烙铁包含手柄部和烙铁芯,所述烙铁芯可安装或拆卸于所述手柄部,并具有所述烙铁头及非易失性存储器,所述非易失性存储器存储表示所述烙铁芯是含铅焊料专用还是无铅焊料专用的专用信息,所述烙铁控制装置包括:输入部,可输入选择所述烙铁控制装置是针对所述含铅焊料而使用还是针对所述无铅焊料而使用;设定部,当利用所述输入部输入了选择所述烙铁控制装置是针对所述含铅焊料使用时,进行针对所述含铅焊料使用的第一设定,当利用所述输入部输入了选择所述烙铁控制装置是针对所述无铅焊料使用时,
进行针对所述无铅焊料使用的第二设定;通信部,接收从所述非易失性存储器读出的所述专用信息;以及通知部,当所述设定部设定有所述第一设定且所述专用信息表示所述烙铁芯为所述无铅焊料专用时,或者当所述设定部设定有所述第二设定且所述专用信息表示所述烙铁芯为所述含铅焊料专用时,进行通知。
[0010]
含铅焊料和无铅焊料熔点有30℃~40℃的差异,因此,含铅焊料和无铅焊料的设定温度不同。在使用含铅焊料的设定(第一设定)下,不宜使用无铅焊料。在使用无铅焊料的设定(第二设定)下,不宜使用含铅焊料。为进行适当的焊接,必须变更设定温度。
[0011]
烙铁芯如果对含铅焊料而被使用,则该烙铁芯就不能对无铅焊料而使用。因此,区别含铅焊料专用的烙铁芯和无铅焊料专用的烙铁芯而使用烙铁芯。
[0012]
根据以上理由,操作员需要正确组合烙铁控制装置的设定和烙铁芯。即,当使用含铅焊料专用的烙铁芯时,烙铁控制装置必须为第一设定,在使用无铅焊料专用的烙铁芯时,烙铁控制装置必须为第二设定。
[0013]
本发明的一方面所涉及的烙铁控制装置当烙铁控制装置的设定与烙铁芯为错误组合时进行通知。据此,操作员可知它们为错误的组合。因此,根据本发明的一方面所涉及的烙铁控制装置,在使用具有使用含铅焊料的设定和使用无铅焊料的设定的烙铁控制装置时,能够防止烙铁控制装置的设定与烙铁芯成为错误的组合。
[0014]
如果使用含铅焊料专用的烙铁芯和无铅焊料进行焊接,则发生焊料接合部的剥离等故障。绝对不能用该组合进行焊接。根据本发明的一方面所涉及的烙铁控制装置,当含铅焊料专用的烙铁芯和第二设定的组合时进行通知。因此,能够防止使用含铅焊料专用的烙铁芯和无铅焊料进行焊接。
[0015]
此处的非易失性存储器优选可重复写入信息的类型。
[0016]
在所述结构中,所述烙铁芯还具有加热所述烙铁头的加热器部,所述烙铁控制装置还包括控制部,该控制部当所述设定部设定有所述第一设定且所述专用信息表示所述烙铁芯为所述无铅焊料专用时,或者当所述设定部设定有所述第二设定且所述专用信息表示所述烙铁芯为所述含铅焊料专用时,禁止向所述加热器部供电。
[0017]
根据该结构,当烙铁控制装置的设定与烙铁芯为错误的组合时,禁止向烙铁芯所具备的加热器部供电。据此,强制性地让操作员不能使用烙铁。
[0018]
本发明的第二方面所涉及的烙铁控制装置可与烙铁电连接,并控制所述烙铁的烙铁头的温度,其包括:存储部,预先存储第一电能,该第一电能是在所述烙铁头为非接触且处于所述烙铁头的温度被保持在包含设定温度的规定范围内的空载状态下被供给到所述烙铁的电能;以及测量部,当通过所述烙铁头接触于工件而所述烙铁头的温度成为从所述设定温度下降规定量以上的负载状态时,测量从在所述负载状态下供给到所述烙铁的第二电能减去所述第一电能的第三电能。
[0019]
第一电能是当空载状态时供给到烙铁的电能。第二电能是当负载状态时供给到烙铁的电能。第三电能是从第二电能减去第一电能的电能。因此,当负载状态时,工件和焊料被施加用第三电能产生的热能(准确地说,被施加用第三电能产生的热能减去从工件和焊料向空气中放射的热能的热能)。换言之,第三电能是在负载状态下对工件和焊料的热负载。如果第三电能过少,则工件和焊料加热不足,如果第三电能过多,则工件和焊料过加热。根据本发明的第二方面所涉及的烙铁控制装置,能够测量第三电能,因此,能够满足想要确
保焊接的可追溯性的要求。另外,工件是指成为焊接的对象的电子部件以及基板的焊盘(电子部件被焊接的部分)的至少其中之一。以下的工件也指这个意思。
[0020]
在所述结构中,所述测量部测量所述第三电能直到所述烙铁头离开所述工件和所述焊料为止。
[0021]
如果烙铁头离开工件和焊料,工件和焊料不被施加热负载,因此,能够将烙铁头离开工件和焊料的时机设为第三电能的测量结束时机。烙铁头离开工件和焊料的时机例如在负载状态下为烙铁头的温度开始上升的时机。
[0022]
在所述结构中,所述测量部以在所述第一电能的计算中使用的期间为单位反复测量所述第二电能,并以所述期间为单位反复计算从第二电能减去所述第一电能的值,并通过累计该值而测量所述第三电能。
[0023]
根据该结构,操作员可在第三电能的测量结束之前获知第三电能的中间过程。
[0024]
本发明的第三方面所涉及的烙铁控制装置可与烙铁电连接,并控制所述烙铁的烙铁头的温度,所述烙铁包含手柄部和可安装或拆卸于所述手柄部并具有所述烙铁头的烙铁芯,所述烙铁控制装置包括:识别部,识别是否处于通过所述烙铁头接触于工件而所述烙铁头的温度从设定温度下降规定量以上的负载状态;以及计算部,计算累计负载次数,该累计负载次数是从所述烙铁芯最初被使用时起累计从所述负载状态向所述负载状态的解除的变化的次数的值。
[0025]
当进行焊接时,首先让烙铁头接触工件,对工件进行加温,接着让烙铁头接触于焊料而使焊料熔融。当结束焊接时,让烙铁头离开工件和焊料。识别部通过烙铁头接触于工件而识别是否为负载状态。
[0026]
例如,可将从负载状态恢复到空载状态的时机设为负载状态的解除,也可将烙铁头从工件和焊料离开的时机设为负载状态的解除。
[0027]
将从负载状态向负载状态的解除的转变设为向烙铁头的一次负载。累计负载次数与烙铁头的劣化程度相关。随着累计负载次数变多,烙铁头的劣化变得严重,因此,可将累计负载次数设为烙铁芯的寿命指标。根据本发明的第三方面所涉及的烙铁控制装置,由于能够计算出累计负载次数,因此,操作员可知累计负载次数。
[0028]
在所述结构中,所述烙铁芯还具有可重复写入信息的非易失性存储器,所述烙铁控制装置还包括:指令部,发出将所述累计负载次数写入所述非易失性存储器的指令。
[0029]
根据该结构,能够将针对烙铁芯的累计负载次数存储在该烙铁芯所含的非易失性存储器中。据此,烙铁控制装置无需管理针对各烙铁芯的累计负载次数。
[0030]
本发明的第四方面所涉及的烙铁控制装置可与烙铁电连接,并控制所述烙铁的烙铁头的温度,所述烙铁包含手柄部和可安装或拆卸于所述手柄部的烙铁芯,所述烙铁芯具有所述烙铁头以及用于所述烙铁头的温度的测量的温度传感器,所述烙铁控制装置包括:控制部,基于所述温度传感器测量的温度,将所述烙铁头的温度控制为设定温度;以及存储处理部,将在所述烙铁头的温度被控制为所述设定温度的状态下,所述温度传感器以外的温度测量装置是否成功校正所述烙铁头的温度作为校正结果,进行让规定的存储部存储的处理。
[0031]
烙铁头的温度校正成功是指确认使用温度测量装置测量出的烙铁头的温度在预先被设定的正常范围内。通过保存校正结果,能够满足想要确保烙铁芯的可追溯性的要求。
根据本发明的第四方面所涉及的烙铁控制装置,能够将针对烙铁芯的校正结果存储在该烙铁芯所含的非易失性存储器中。据此,烙铁控制装置无需管理针对各烙铁芯的校正结果。
[0032]
在所述结构中,所述温度测量装置包括测量因从所述烙铁头的泄漏电流而产生的泄漏电压的泄漏电压测量部,所述存储处理部将所述温度测量装置是否成功校正所述泄漏电压来作为所述校正结果,进行让所述存储部存储的处理。
[0033]
泄漏电压校正成功是指确认使用温度测量装置测量出的泄漏电压在预先被设定的正常范围内。根据该结构,能够将泄漏电压包含在校正结果中。
[0034]
在所述结构中,所述温度测量装置包括测量所述烙铁头与接地之间的电阻的电阻测量部,所述存储处理部将所述温度测量装置是否成功校正所述电阻来作为所述校正结果,进行让所述存储部存储的处理。
[0035]
电阻校正成功是指确认使用温度测量装置测量出的烙铁头与接地之间的电阻在预先被设定的正常范围内。是指使用温度测量装置测量到了烙铁头与接地之间的电阻。根据该结构,能够将烙铁头与接地之间的电阻包含在校正结果中。
[0036]
在所述结构中,所述烙铁控制装置还具备所述存储部,所述存储处理部让所述存储部将所述校正结果与所述烙铁芯的识别信息相关联而存储。
[0037]
根据该结构,烙铁控制装置具备存储校正结果的存储部。
[0038]
在所述结构中,所述烙铁芯具有作为所述存储部而发挥作用并可重复写入信息的非易失性存储器,所述存储处理部发出将所述校正结果写入所述非易失性存储器的指令。
[0039]
根据该结构,烙铁芯具备存储校正结果的存储部。
[0040]
本发明的第五方面所涉及的烙铁控制装置可与烙铁电连接,并控制所述烙铁的烙铁头的温度,其包括:判定部,基于所述烙铁包含的加速度传感器的输出信号,判定所述烙铁是否落下。
[0041]
有时烙铁误落下而烙铁处于悬吊的状态。此时,有时烙铁头接触于某些物体。如果烙铁头处于加热状态(换言之,向加热烙铁头的加热器部供电的状态),则成为火灾原因而危险。根据本发明的第五方面所涉及的烙铁控制装置,基于包含在烙铁的加速度传感器的输出信号,能够判定烙铁是否落下。
[0042]
在所述结构中,还包括:控制部,当所述判定部判定为所述烙铁落下了时,进行停止向所述烙铁包含的用于加热所述烙铁头的加热器部的供电的控制。
[0043]
根据该结构,当烙铁落下了时,能够自动地停止向加热器部的供电。
[0044]
在所述结构中,还包括:通知部,当所述判定部判定为所述烙铁落下了时进行通知。
[0045]
根据该结构,当烙铁落下了时,能够通知操作员。
[0046]
本发明的第六方面所涉及的烙铁芯可安装或拆卸于烙铁的手柄部,其包括:烙铁头;加热器部,加热所述烙铁头;以及非易失性存储器,可重复写入信息,其中,所述非易失性存储器具有存储累计负载次数、累计通电时间及专用信息的至少其中之一的区域,其中,所述累计负载次数是针对通过所述烙铁头接触于工件而所述烙铁头的温度从设定温度下降规定量以上的负载状态,从所述烙铁芯最初被使用时起累计从所述负载状态向所述负载状态的解除的变化的次数的值,所述累计通电时间是从所述烙铁芯最初被使用时起累计向所述加热器部通电的时间的值,所述专用信息是表示所述烙铁芯是含铅焊料专用还是无铅
焊料专用的信息。
[0047]
累计通电时间与累计负载次数同样,可作为烙铁芯的寿命指标。本发明的第六方面所涉及的烙铁芯具备存储累计负载次数、累计通电时间及专用信息中的至少一个信息的非易失性存储器。据此,烙铁控制装置无需管理三个信息中的由非易失性存储器存储的信息。
[0048]
本发明的第七方面所涉及的烙铁管理系统包括:烙铁控制装置,可与烙铁电连接,并控制所述烙铁的烙铁头的温度;以及计算机装置,利用网络可与所述烙铁控制装置进行通信,其中,所述烙铁包含手柄部和烙铁芯,所述烙铁芯可安装或拆卸于所述手柄部,且具有所述烙铁头以及可重复写入信息的非易失性存储器,所述烙铁控制装置包含利用所述网络可将存储在所述非易失性存储器的所述信息发送到所述计算机装置的通信部。
[0049]
根据本发明的第七方面所涉及的烙铁管理系统,能够用计算机装置管理存储在非易失性存储器中的信息(例如,所述的累计负载次数、累计通电时间)。
[0050]
在所述结构中,所述手柄部还包含加速度传感器,所述烙铁控制装置还包含基于所述加速度传感器的输出信号,判定所述烙铁是否落下的判定部。
[0051]
根据该结构,能够获得本发明的第五方面所涉及的烙铁控制装置的效果。
[0052]
在所述结构中,所述烙铁芯还具有加热所述烙铁头的加热器部,所述烙铁控制装置还包含发出将累计负载次数、累计通电时间以及专用信息中的至少其中之一写入所述非易失性存储器的指令的指令部,其中,所述累计负载次数是针对通过所述烙铁头接触于工件而所述烙铁头的温度从设定温度下降规定量以上的负载状态,从所述烙铁芯最初被使用时起累计从所述负载状态向所述负载状态的解除的变化的次数的值,所述累计通电时间是从所述烙铁芯最初被使用时起累计向所述加热器部通电的时间的值,所述专用信息是表示所述烙铁芯是含铅焊料专用还是无铅焊料专用的信息。
[0053]
根据该结构,烙铁控制装置无需管理三个信息中的由非易失性存储器存储的信息。
[0054]
在所述结构中,所述烙铁芯还具有测量所述烙铁头的温度的温度传感器,所述烙铁控制装置还包含:控制部,基于所述温度传感器测量的温度,将所述烙铁头的温度控制为设定温度;以及计算部,在所述烙铁头的温度被控制为所述设定温度的状态下,计算出所述温度传感器以外的温度测量装置测量所述烙铁头的温度而获得的温度与所述设定温度之间的偏差。
[0055]
偏差用于控制部判定是否进行温度修正。如果偏差处于以设定温度为中心的规定范围内,则执行温度修正,如果偏差处于规定范围外(换言之,偏差过大而不能修正),则不执行温度修正。根据该结构,能够计算出偏差。
[0056]
根据本发明,能够满足所述的要求。
附图说明
[0057]
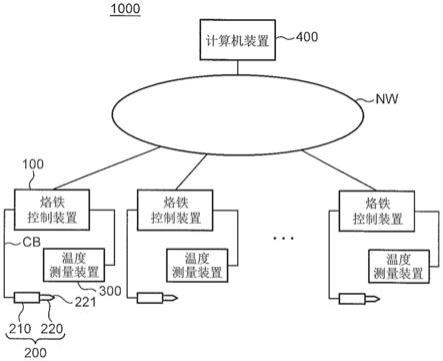
图1是表示实施方式所涉及的烙铁管理系统的结构的框图。
[0058]
图2是表示烙铁的电气结构的框图。
[0059]
图3是表示温度测量装置的电气结构的框图。
[0060]
图4是烙铁控制装置的功能框图。
[0061]
图5是第一功能部的功能框图。
[0062]
图6是说明在空载状态及负载状态下,按照温度控制部的控制而被供给到加热器部的脉冲数的例子的说明图。
[0063]
图7是说明第三电能的测量动作的流程图。
[0064]
图8是说明累计负载次数的记录(更新)的流程图。
[0065]
图9是第二功能部的功能框图。
[0066]
图10是说明累计通电时间的写入处理的流程图。
[0067]
图11是说明预先设定在非易失性存储器中的区域的例子的说明图。
[0068]
图12是第三功能部的功能框图。
[0069]
图13是说明第一设定或第二设定的任一个设定的流程图。
[0070]
图14是说明对烙铁芯所具备的非易失性存储器设定专用信息的处理的流程图。
[0071]
图15是说明确认烙铁控制装置的设定与烙铁芯是否为正确的组合的处理的流程图。
[0072]
图16是第四功能部的功能框图。
[0073]
图17是说明自动校正的程序的流程图。
[0074]
图18a是说明自动温度校正的程序的流程图的前半部分。
[0075]
图18b是说明自动温度校正的程序的流程图的后半部分。
[0076]
图19是说明自动电压校正的程序的流程图。
[0077]
图20是说明自动电阻校正的程序的流程图。
[0078]
图21是第五功能部的功能框图。
[0079]
图22是说明监视烙铁的落下的处理的流程图。
[0080]
图23提供本发明的系统的模块以及概略图。
[0081]
图24示意性地表示烙铁芯的通电或通电周期。
[0082]
图25是负载检测电路的概略图。
[0083]
图26是用于负载检测功能的软件的程序逻辑图。
[0084]
图27a是烙铁头管理程序的程序逻辑图(前半部分)。
[0085]
图27b是烙铁头管理程序的程序逻辑图(后半部分)。
[0086]
图28表示用于更新烙铁芯的偏差温度的基本的程序逻辑图的步骤。
[0087]
图29表示为了控制休止或关闭模式而使用加速度传感器的数据的基本程序逻辑图的步骤。
[0088]
图30是表示本发明的系统的子组件的系统的概略图。
具体实施方式
[0089]
下面,基于附图详细说明本发明的实施方式。在各图中,附上同一符号的结构表示同一结构,关于其结构,对于已经说明的内容省略其说明。
[0090]
图1是表示实施方式所涉及的烙铁管理系统1000的结构的框图。烙铁管理系统1000包括多个烙铁控制装置100、多个烙铁200、多个温度测量装置300以及计算机装置400。
[0091]
烙铁200包括手柄部210和烙铁芯220。烙铁芯220可安装或拆卸于手柄部210。烙铁芯220的尖端是烙铁头221。
[0092]
烙铁200的用途并不限于焊接。烙铁200可用于熔化焊料,以便用焊料抽吸器来抽吸焊料,也可用于让被焊接在基板上的电子部件的焊料熔融,以便将该电子部件从基板卸下。后一用途的烙铁200被称为热镊子(hot tweezers)。
[0093]
温度测量装置300测量烙铁头221的温度。温度测量装置300用于操作员管理烙铁头221的温度。温度测量装置300的数量可少于烙铁控制装置100的数量。例如,多个烙铁控制装置100可以共用一个温度测量装置300。
[0094]
烙铁控制装置100通过缆线cb连接于手柄部210。由此,烙铁控制装置100可与烙铁200电连接地与烙铁200分离而设置。烙铁控制装置100具有控制烙铁头221的温度的功能等。
[0095]
计算机装置400通过网络nw而与多个烙铁控制装置100连接。计算机装置400例如是台式、笔记本式、平板式等个人计算机以及智能手机。网络nw例如是互联网以及内网。计算机装置400具有收集存储在烙铁芯220所具备的的非易失性存储器224(图2)中的信息的功能等。
[0096]
图2是表示烙铁200的电气结构的框图。烙铁芯220包括烙铁头221、加热器部222、温度传感器223和非易失性存储器224。
[0097]
加热器部222加热烙铁头221。加热器部222的方式可为例如利用发热体(镍铬电热丝、陶瓷等)来加热烙铁头221的方式(电阻加热方式),也可为使烙铁头221发热的方式(高频感应加热方式)。
[0098]
温度传感器223是配置在烙铁头221附近,用于测量烙铁头221的温度的传感器。温度传感器223例如是热电偶。为了管理用温度传感器223测量的烙铁头221的温度,使用温度测量装置300。
[0099]
非易失性存储器224可重复写入信息,并存储烙铁芯220的id等规定的信息(以下,称为烙铁芯信息ci)。烙铁芯信息ci的详细内容将在后面说明。非易失性存储器224例如是eeprom(electrically erasable programmable read-only memory)。
[0100]
手柄部210具备微型计算机211和加速度传感器212。微型计算机211例如具有如下功能,即:按照来自烙铁控制装置100的指令,从非易失性存储器224读出存储在非易失性存储器224中的烙铁芯信息ci,并发送到烙铁控制装置100的功能;以及按照来自烙铁控制装置100的指令,将烙铁芯信息ci写入非易失性存储器224的功能。
[0101]
加速度传感器212测量在烙铁200产生的加速度。加速度传感器212例如用于检测烙铁200的落下。加速度传感器212例如可为静电容量检测方式,也可为压电电阻方式。
[0102]
手柄部210和烙铁控制装置100通过缆线cb连接。缆线cb包含用于向加热器部222供电的电力线、用于发送温度传感器223的输出信号的信号线以及用于与微型计算机211之间的通信的通信线。如果使用电力线载波通信,则不需要信号线和通信线。
[0103]
图3是表示温度测量装置300的电气结构的框图。温度测量装置300具备温度传感器301、电压测量电路302、电阻测量电路303和微型计算机304。温度测量装置300不仅具有测量烙铁头221的温度的功能,而且还具有测量泄漏电压的功能以及测量烙铁头221与接地之间的电阻的功能。
[0104]
温度传感器301例如是热电偶,用于测量烙铁头221的温度。
[0105]
电压测量电路302用于测量泄漏电压。泄漏电压是由从烙铁头221(图1)泄漏到工
件(基板、电子部件)的泄漏电流产生的电压。泄漏电压具体地示出泄漏电流的电平。泄漏电流对电子部件带来坏影响,因此,泄漏电压的管理重要。
[0106]
电阻测量电路303用于测量烙铁头221与接地之间的电阻。泄漏电流的大部分从烙铁头221通过接地线而流到插座的接地端子。据此,能够防止对装置的坏影响。因此,管理烙铁头221与接地之间的电阻重要。
[0107]
图4是烙铁控制装置100的功能框图。烙铁控制装置100具备控制处理部101、通信部102、温度控制部103、电压测量部104、电流测量部105、输入部106、显示控制部107、显示部108、第一功能部109、第二功能部110、第三功能部111、第四功能部112及第五功能部113。
[0108]
控制处理部101例如通过cpu(central processing unit),ram(random access memory),rom(read only memory)及hdd(hard disk drive)等硬件处理器以及用于执行控制处理部101的功能的程序及数据等而实现。可以说以上说明的结构对温度控制部103、显示控制部107、第一功能部109至第五功能部113也一样。
[0109]
通信部102具有与手柄部210所具备的微型计算机211(图2)通信的功能。详细而言,通信部102为了与微型计算机211进行串行通信而具有例如uart(universal asynchronous receiver transmitter,通用异步收发传输器)。在本实施方式中,以有线通信为例,但也可以为无线通信(例如,irda(infrared data association)标准等红外线通信、蓝牙(bluetooth,注册商标))。
[0110]
通信部102具有与网络nw通信的功能。详细而言,通信部102例如具备工业以太网用的接口(以太网是注册商标)。在实施方式中以有线通信为例,但也可为无线通信(例如,无线lan)。
[0111]
通信部102具有与温度测量装置300通信的功能。详细而言,通信部102为了与温度测量装置300的微型计算机304进行串行通信而具有例如uart。在实施方式中以有线通信为例,但也可为无线通信(例如,irda标准等红外线通信、蓝牙(注册商标))。
[0112]
电压测量部104是测量被施加于加热器部222的电压的电路。电流测量部105是测量被供给至加热器部222的电流的电路。在图25中示出了加热器部222、电压测量部104和电流测量部105之间的连接关系。图25所示的加热器对应于加热器部222,电压计v对应于电压测量部104,电流计i对应于电流测量部105。
[0113]
参照图4,电压测量部104和电流测量部105分别连接于向加热器部222供电的电力线(该电力线包含在缆线cb中)。电流测量部105串列连接于加热器部222的接地端子与接地之间。电压测量部104串列连接于加热器部222的电源端子与接地之间。
[0114]
温度控制部103通过反馈控制来控制加热器部222的温度,据此,将烙铁头221的温度设定为设定温度。详细而言,温度控制部103基于烙铁芯220所具备的温度传感器223所示的温度、电压测量部104测量的电压以及电流测量部105测量的电流,计算出用于将温度传感器223所示的温度设为设定温度的电能,并进行将该电能赋予加热器部222的控制。
[0115]
详细说明电能的控制。温度控制部103对来自外部ac电源的交流进行全波整流,调节全波整流而获得的脉冲中供给至加热器部222的脉冲数,据此,控制供给至加热器部222的电力。设生成规定数的脉冲所需的时间为一个周期。例如,设规定数为21个脉冲。在60hz的交流的情况下,如果交流被全波整流,则一秒间生成120个脉冲。生成一个脉冲所需的时间为0.00833
……
秒。因此,生成21个脉冲所需的时间(一个周期)为0.175秒(=21
×
0.00833
……
)。
[0116]
在50hz的交流的情况下,如果交流被全波整流,则一秒间生成100个脉冲。生成一个脉冲所需的时间是0.01秒。因此,生成21个脉冲所需的时间(一个周期)为0.21秒(=21
×
0.01)。
[0117]
电能的控制并不限定于所述方式,也可使用其他方式(例如,pwm(pulse width modulation)控制)。
[0118]
输入部106是用于操作员对烙铁控制装置100进行各种输入的装置。说明各种输入的具体例。操作员操作输入部106将设定温度输入到烙铁控制装置100。操作员操作输入部106输入读出存储在烙铁芯220所具备的非易失性存储器224中的烙铁芯信息ci并写入的指令。输入部106通过硬键(按钮、开关等)和软键(触摸面板)中的至少一个来实现。
[0119]
显示控制部107在显示部108上显示各种数据、信息。例如,显示控制部107让显示部108显示设定温度或显示烙铁芯信息ci。显示部108例如是液晶显示器、有机el显示器(organic light emitting diode display)。
[0120]
烙铁控制装置100具备第一功能部109至第五功能部113。从第一功能部109开始说明。第一功能部109执行热负载的计算、累计负载次数的计算等。关于热负载和累计负载次数将在后面说明。图5是第一功能部109的功能框图。第一功能部109包括识别部109a、存储部109b、测量部109c、计算部109d及指令部109e。
[0121]
识别部109a识别烙铁头221是否处于负载状态。为了焊接工件,当烙铁头221接触于工件时,烙铁头221的热传导至工件和焊料,烙铁头221的温度低于设定温度。当烙铁头221的温度从设定温度降低规定量(例如,5度)以上时,称其为负载状态。相对于此,有空载状态。空载状态是烙铁头221为非接触(烙铁头221未接触于工件),且烙铁头221的温度被保持在包含设定温度的规定范围内的状态。烙铁头221的温度被设为设定温度是指烙铁头221的温度达到设定温度而被设为空载状态的情况。另外,工件是指成为焊接的对象的电子部件以及基板的焊盘(电子部件被焊接的部分)的至少其中之一。
[0122]
图6是说明在空载状态和负载状态下,按照温度控制部103的控制被供给至加热器部222的脉冲数的例子的说明图。设一个周期是0.175秒。当空载状态时,被供给至加热器部222的电能比较少(被供给至加热器部222的电能根据室温而不同)。图6的(a)是在空载状态下被供给至加热器部222的脉冲数的例子。为了保持空载状态,温度控制部103交替地反复例如向加热器部222供给8个脉冲的周期和向加热器部222供给0脉冲的周期。
[0123]
当负载状态时,温度控制部103进行使被供给至加热器部222的电能比空载状态多而恢复为空载状态的控制。温度控制部103随着负载状态变大(烙铁头221的温度与设定温度之间的差变大)而增加供给至加热器部222的电能,随着负载状态变小(烙铁头221的温度与设定温度之间的差变小)而减少供给至加热器部222的电能。
[0124]
例如,以两个负载状态为例进行说明。图6的(b)是在比较小的负载状态下(烙铁头221的温度与设定温度之间的差较小)供给至加热器部222的脉冲数的例子。温度控制部103例如重复向加热器部222供给8个脉冲的周期。图6的(c)是在比较大的负载状态下(烙铁头221的温度与设定温度之间的差较大)供给至加热器部222的脉冲数的例子。温度控制部103例如重复向加热器部222供给16个脉冲的周期。
[0125]
另外,在一个周期将21个脉冲供给至加热器部222的状态下,通过测量一个周期的
电能并将其除以21,可知1个脉冲的电能。
[0126]
参照图5,存储部109b通过闪存、hdd等来实现,预先存储第一电能。第一电能是在空载状态下供给至烙铁200的电能。供给至烙铁200的电能是供给至加热器部222的电能。用于计算第一电能的期间(时间)是一个周期。
[0127]
详细说明测量第一电能的方法。参照图4及图6,测量部109c(图5)在空载状态下使用电流测量部105测量的电流和电压测量部104测量的电压,并使用下式来计算一个周期的电能e1。
[0128]
e1=i1
×
v1
×
s
[0129]
i1是在空载状态下电流测量部105测量的电流。v1是在空载状态下电压测量部104测量的电压。s是一个周期。
[0130]
在空载状态下,在一个周期中,不是21个脉冲全部被供给到加热器部222,而是规定数n(例如,8)的脉冲被供给至加热器部222。此外,在空载状态下,存在不向加热器部222供给脉冲的周期。在此,设交替地重复向加热器部222供给脉冲的周期和不供给脉冲的周期。测量部109c使用下式来计算第一电能e1。
[0131]
e1=(n
÷
21
×
e1)
÷2[0132]
由测量部109c按每个设定温度而预先测量第一电能e1。存储部109b针对各设定温度预先存储与第一电能e1相对应的表格。
[0133]
测量部109c测量从第二电能减去第一电能的第三电能。第二电能是当烙铁头221处于负载状态时供给至烙铁200的电能。第一电能是当烙铁头221处于空载状态时供给至烙铁200的电能。第三电能是从第二电能减去第一电能的电能。因此,在负载状态下,以第三电能产生的热能被施加于到工件和焊料(准确地讲,被施加从以第三电能产生的热能减去从工件和焊料放射到空气中的热能的热能)。换句话说,第三电能是在负载状态下对工件和焊料的热负载。因此,第一功能部109能够计算出工件和焊料的热负载。
[0134]
另外,电能(第一电能、第二电能、第三电能)是基于电的能量,电能的单位是焦耳。
[0135]
用于计算第二电能的时间(期间)为一个周期。详细说明测量第二电能的方法。
[0136]
在负载状态下,测量部109c使用电流测量部105测量的电流和电压测量部104测量的电压,并使用下式来计算出一个周期的电能e2。
[0137]
e2=i2
×
v2
×
s
[0138]
i2是在负载状态下电流测量部105测量的电流。v2是在负载状态下电压测量部104测量的电压。s是一个周期。
[0139]
在负载状态下,在一个周期中,不是21个脉冲全部被供给到加热器部222,而是规定数n(例如,8、16)的脉冲被供给至加热器部222。测量部109c使用下式来计算出第二电能e2。
[0140]
e2=n
÷
21
×
e2
[0141]
直到负载状态被解除为止,测量部109c以1个周期(规定期间)的单位反复测量第二电能,并以1个周期(规定期间)的单位反复计算从第二电能减去第一电能的值,并累计该值。该累计值成为第三电能。可在第三电能的测量结束之前,显示控制部107让显示部108显示累计值。据此,操作员可知第三电能的中间经过。
[0142]
例如,可将从负载状态恢复到空载状态的时机设为负载状态的解除,也可将烙铁
头221离开工件和焊料的时机设为负载状态的解除。烙铁头221离开工件和焊料是指,例如从烙铁头221的温度下降停止而烙铁头221的温度一点一点变动的状态起朝向设定温度开始上升的时机。
[0143]
当负载状态解除时,测量部109c结束第三电能的测量。测量部109c将此时的所述累计值确定为第三电能。
[0144]
计算部109d计算累计负载次数。累计负载次数是从最初使用烙铁芯220时起累计从负载状态转变到负载状态解除的次数的值。将从负载状态向负载状态的解除的转变设为向烙铁头221的一次负载。累计负载次数与烙铁头221的劣化程度相关。由于随着累计负载次数变多而烙铁头221的劣化严重,因此,可将累计负载次数作为烙铁芯220的寿命指标。
[0145]
指令部109e指令将计算部109d计算出的累计负载次数写入烙铁芯220所含的非易失性存储器224(图2)中。可让烙铁芯220所含的非易失性存储器224存储对该烙铁芯220的累计负载次数。据此,烙铁控制装置100无需管理对各烙铁芯220的累计负载次数。
[0146]
说明第三电能的测量动作。图7是用于说明这一点的流程图。参照图2、图5及图7,温度控制部103(图4)执行将烙铁头221的温度设为设定温度的反馈控制。测量部109c从存储部109b读出与该反馈控制的设定温度相对应的第一电能(步骤s1)。在反馈控制状态下,识别部109a判定是否从空载状态转变为负载状态(步骤s2)。识别部109a当判定未转变时(在步骤s2为否),反复进行步骤s2的处理。
[0147]
当识别部109a判定为从空载状态转变到了负载状态时(在步骤s2为是),测量部109c开始测量第三电能(步骤s3)。
[0148]
识别部109a判定是否从负载状态转变到了负载状态的解除(步骤s4)。当识别部109a判定为未转变时(在步骤s4为否),反复进行步骤s4的处理。当识别部109a判定为转变了时(在步骤s4为是),测量部109c结束第三电能的测量(步骤s5)。测量部109c将此时的所述累计值确定为第三电能。显示控制部107(图4)让显示部108显示被确定的第三电能(步骤s6)。
[0149]
在步骤s6之后,计算部109d计数1来作为从负载状态向负载状态的解除的转变的次数n(负载次数)并进行存储(步骤s7)。每当从负载状态转变到负载状态的解除时,次数n每增加1。
[0150]
接下来,说明累计负载次数的写入(更新)。图8是用于说明这一点的流程图。参照图2、图5及图8,指令部109e在规定的时机,向手柄部210所具备的微型计算机211发出读出存储在烙铁芯220所具备的非易失性存储器224中的累计负载次数的指令。通信部102(图4)按照该指令向微型计算机211发送读出累计负载次数的指令(步骤s22)。
[0151]
微型计算机211接收读出累计负载次数的指令(步骤s23)。微型计算机211从非易失性存储器224读出累计负载次数并将其发送到通信部102(步骤s24)。通信部102接收从非易失性存储器224读出的累计负载次数(步骤s25)。
[0152]
计算部109d将本次焊接中计数的次数n(图7的步骤s7)和从非易失性存储器224读出的累计负载次数相加,计算出新的累计负载次数(步骤s26)。指令部109e向微型计算机211发出将累计负载次数写入非易失性存储器224的指令(更新指令)。通信部102(图4)按照该指令向微型计算机211发送累计负载次数的写入指令(更新指令)以及新的累计负载次数(步骤s27)。
[0153]
微型计算机211接收写入指令(更新指令)和新的累计负载次数(步骤s28)。微型计算机211将新的累计负载次数写入非易失性存储器224中(步骤s29)。即,微型计算机211更新存储在非易失性存储器224中的累计负载次数。
[0154]
说明第二功能部110。第二功能部110具有计算出累计通电时间的功能等。累计通电时间表示从开始使用烙铁芯220时起累计电力被供给至该烙铁芯220所具备的加热器部222(图2)的时间的值。图9是第二功能部110的功能框图。第二功能部110具备计测部110a、计算部110b及指令部110c。
[0155]
计测部110a测量电力被供给到烙铁芯220所具备的加热器部222的时间。详细说明。参照图2、图4及图9,在烙铁芯220被安装在手柄部210的状态下,操作员使用输入部106输入开始焊接作业的指令。据此,温度控制部103开始向烙铁芯220所具备的加热器部222供电,并且,计测部110a开始计测通电时间。计测部110a具备计测通电时间的计时器。通电时间的计测可以秒单位进行,也可以分单位进行。在后者的情况下,计测部110a让计测60秒的计时器工作,每计测60秒则计数1分钟。
[0156]
操作员利用输入部106输入结束现在使用的烙铁芯220的焊接作业的指令。据此,温度控制部103停止向烙铁芯220所具备的加热器部222供电,并且,计测部110a结束通电时间的计测。在此计测的通电时间是本次使用该烙铁芯220进行焊接作业时的通电时间。
[0157]
计算部110b将从烙铁芯220所具备的非易失性存储器224读出的累计通电时间和本次的通电时间相加,计算出新的累计通电时间。
[0158]
指令部110c发出将新的累计通电时间写入非易失性存储器224的指令(累计通电时间的更新指令)。
[0159]
图10是说明累计通电时间的写入处理的流程图。参照图2、图9及图10,操作员当结束现在使用的烙铁芯220的焊接作业时,利用输入部106(图4)输入焊接作业的结束指令(步骤s41)。指令部110c当被输入了该指令时,向手柄部210所具备的微型计算机211发出读出存储在烙铁芯220所具备的非易失性存储器224中的累计通电时间的指令。通信部102(图4)按照该指令向微型计算机211发送累计通电时间的读出指令(步骤s42)。
[0160]
微型计算机211接收累计通电时间的读出指令(步骤s43)。微型计算机211从非易失性存储器224读出累计通电时间并将其发送到通信部102(步骤s44)。通信部102接收从非易失性存储器224读出的累计通电时间(步骤s45)。
[0161]
计算部110b将由计测部110a在本次焊接中计测的通电时间和从非易失性存储器224读出的累计通电时间相加,计算出新的累计通电时间(步骤s46)。指令部110c向微型计算机211发出将累计通电时间写入非易失性存储器224的指令(更新指令)。通信部102按照该指令向微型计算机211发送累计通电时间的写入指令(更新指令)以及新的累计通电时间(步骤s47)。
[0162]
微型计算机211接收写入指令(更新指令)和新的累计通电时间(步骤s48)。微型计算机211将新的累计通电时间写入非易失性存储器224(步骤s49)。即,微型计算机211更新存储在非易失性存储器224中的累计通电时间。
[0163]
所述的累计负载次数和累计通电时间包含在烙铁芯信息ci(图2)中。烙铁芯信息ci由id信息、形状信息、专用信息、累计负载次数、累计通电时间等构成。id信息表示烙铁芯220的id。形状信息表示该烙铁芯220所具备的烙铁头221的形状。专用信息表示烙铁芯220
是含铅焊料专用还是无铅焊料专用。
[0164]
烙铁芯220所具备的非易失性存储器224存储与该烙铁芯220相关的烙铁芯信息ci。在非易失性存储器224中预先设定有存储烙铁芯信息ci的区域。详细说明。图11是说明在非易失性存储器224中预先设定的区域的例子的说明图。在区域224a存储id信息。在区域224b存储形状信息。在区域224c存储专用信息。在区域224d存储累计负载次数。在区域224e存储累计通电时间。
[0165]
烙铁控制装置100可以应对iot。参照图1、图2及图4,烙铁控制装置100可从烙铁芯220所具备的非易失性存储器224读出烙铁芯信息ci,并利用网络nw将烙铁芯信息ci发送到计算机装置400。计算机装置400保存被发送来的烙铁芯信息ci。
[0166]
说明第三功能部111。第三功能部111具有当烙铁控制装置100的设定和烙铁芯220为错误的组合时进行通知的功能等。
[0167]
烙铁芯220如果对含铅焊料使用,则该烙铁芯220就不能对无铅焊料使用。因此,烙铁芯220区分为含铅焊料专用烙铁芯220和无铅焊料专用烙铁芯220而被使用。
[0168]
如上所述,操作员需要正确地组合烙铁控制装置100的设定和烙铁芯220。图12是第三功能部111的功能框图。第三功能部111包括设定部111a,请求部111b和通知部111c。
[0169]
输入部106(图4)可输入选择将烙铁控制装置100对含铅焊料使用,还是对无铅焊料使用。设定部111a当利用输入部106被输入了将烙铁控制装置100对含铅焊料使用时,进行对含铅焊料使用的第一设定,当利用输入部106被输入了将烙铁控制装置100对无铅焊料使用时,进行对无铅焊料使用的第二设定。
[0170]
请求部111b请求存储在被安装于手柄部210的烙铁芯220所具备的非易失性存储器224中的专用信息。专有信息表示烙铁芯220是含铅焊料专用还是无铅焊料专用。通信部102(图4)接收从该非易失性存储器224读出的专用信息。
[0171]
当设定部111a进行第一设定且专用信息表示烙铁芯220是无铅焊料专用时,或者当设定部111a进行第二设定且专用信息表示烙铁芯220是含铅焊料专用时,通知部111c进行通知。通知部111c可通过语音进行通知,也可通过图像进行通知。
[0172]
在语音的情况下,通知部111c通过扬声器和放大器而实现。在图像的情况下,通知部111c通过显示控制部107和显示部108而实现。这点对于通知部113b(图21)也一样。
[0173]
操作员预先设定第一设定或第二设定的任一个。图13是说明这一点的流程图。参照图4、图12及图13,操作员利用输入部106输入显示用于进行所述设定的设定画面的指令(步骤s61)。显示控制部107按照该指令让显示部108显示设定画面(步骤s62)。
[0174]
在将烙铁控制装置100对含铅焊料使用的情况下,操作员利用输入部106对设定画面进行将含铅焊料作为对象的输入,在将烙铁控制装置100对无铅焊料使用的情况下,操作员利用输入部106对设定画面进行将无铅焊料作为对象的输入(步骤s63)。设定部111a按照输入进行第一设定或第二设定(步骤s64)。
[0175]
操作员在烙铁芯220所具备的非易失性存储器224设定专用信息。图14是说明这一点的流程图。参照图2、图4及图14,在烙铁芯220被安装在手柄部210的状态下,操作员利用输入部106输入读出烙铁芯信息ci的指令(步骤s71)。设定部111a(图12)当被输入该指令时,向手柄部210所具备的微型计算机211发出读出存储在烙铁芯220所具备的非易失性存储器224中的烙铁芯信息ci的指令。通信部102按照该指令向微型计算机211发送烙铁芯信
息ci的读出指令(步骤s72)。
[0176]
微型计算机211接收烙铁芯信息ci的读出指令(步骤s73)。微型计算机211从非易失性存储器224读出烙铁芯信息ci并将其发送到通信部102(步骤s74)。通信部102接收从非易失性存储器224读出的烙铁芯信息ci(步骤s75)。
[0177]
显示控制部107让在显示部108显示接收到的烙铁芯信息ci的一览表(步骤s76)。操作员利用输入部106将专用信息输入到该一览表所包含的专用信息栏中(步骤s77)。例如,在专用信息栏中有表示含铅焊料专用的标志的框和表示无铅焊料专用的标志的框。如果操作员对前者的框打勾,则表示烙铁芯220为含铅焊料专用的专用信息被输入。如果操作员对后者的框打勾,则表示烙铁芯220为无铅焊料专用的专用信息被输入。
[0178]
操作员利用输入部106输入确定。据此,设定部111a(图12)向微型计算机211指令专用信息的设定。通信部102按照该指令向微型计算机211发送专用信息的设定指令(步骤s78)。
[0179]
微型计算机211接收专用信息的设定指令(步骤s79)。微型计算机211使非易失性存储器224的区域224c(图11)存储专用信息。据此,专用信息被设定在非易失性存储器224中(步骤s80)。
[0180]
通过以上说明的设定,烙铁控制装置100被进行使用含铅焊料的设定(第一设定)或使用无铅焊料的设定(第二设定),烙铁芯220也被区分为含铅焊料专用和无铅焊料专用。操作员需要正确地组合烙铁控制装置100的设定和烙铁芯220。即,当含铅焊料专用的烙铁芯220被使用时,烙铁控制装置100必须为第一设定,当无铅焊料专用的烙铁芯220被使用时,烙铁控制装置100必须为第二设定。
[0181]
如果在烙铁芯220被安装在手柄部210的状态下烙铁控制装置100的电源接通,则烙铁控制装置100确认烙铁控制装置100的设定和烙铁芯220是否为正确的组合。图15是说明该确认的流程图。参照图2、图4及图15,请求部111b(图12)对手柄部210所具备的微型计算机211请求专用信息。通信部102按照该请求向微型计算机211发送专用信息请求(步骤s91)。
[0182]
微型计算机211接收专用信息请求(步骤s92)。微型计算机211访问非易失性存储器的区域224c(图11),从区域224c读出专用信息(步骤s93)。微型计算机211将专用信息发送到通信部102(步骤s94)。
[0183]
通信部102接收专用信息(步骤s95)。通知部111c(图12)基于在设定部111a中设定的内容和专用信息的内容来决定是否通知(步骤s96)。即,通知部111c当设定内容为使用含铅焊料的设定(第一设定),且专用信息表示无铅焊料专用时(在步骤s96为是)通知(步骤s97)。通知部111c当设定内容为使用无铅焊料的设定,且专用信息表示含铅焊料专用时(在步骤s96为是)通知(步骤s97)。例如,通知部111c让显示部108显示“请更换烙铁芯或变更设定内容”的文字图像。
[0184]
通知部111c当设定内容为使用含铅焊料的设定(第一设定),且专用信息表示含铅焊料专用时(在步骤s96为否),不通知。通知部111c当设定内容为使用无铅焊料的设定,且专用信息表示无铅焊料专用时(在步骤s96为否),不通知。烙铁控制装置100结束烙铁控制装置100的设定和烙铁芯220是否为正确的组合的确认。
[0185]
当通知部111c进行了通知时(步骤s97),温度控制部103判断在设定部111a是否进
行了禁止供电的设定。操作员可利用输入部106在设定部111a预先设定禁止供电。当温度控制部103判定为在设定部111a没有进行禁止供电的设定时(在步骤s98为否),烙铁控制装置100结束烙铁控制装置100的设定和烙铁芯220是否为正确的组合的确认。
[0186]
温度控制部103当判定为在设定部111a中进行了禁止供电的设定时(在步骤s98为是),进行不向烙铁芯220的加热器部222供电的控制(步骤s99)。烙铁控制装置100结束烙铁控制装置100的设定和烙铁芯220是否为正确的组合的确认。
[0187]
说明第四功能部112。第四功能部112让烙铁芯220所具备的非易失性存储器224存储有关该烙铁芯220的校正结果(换句话说,校正记录)。图16是第四功能部112的功能框图。第四功能部112具备存储处理部112a、存储部112b及判定部112c。
[0188]
存储处理部112a在由温度控制部103(图4)将烙铁芯220的烙铁头221的温度控制为设定温度的状态(空载状态)下,将温度测量装置300(图3)是否成功校正该烙铁头221的温度作为校正结果,发出将其写入烙铁芯220所具备的非易失性存储器224中的指令。同样,存储处理部112a将温度测量装置300是否成功校正泄漏电压作为校正结果,并发出将其写入非易失性存储器224中的指令,并且,将温度测量装置300是否成功校正烙铁头221与接地之间的电阻作为校正结果,并发出将其写入非易失性存储器224中的指令。非易失性存储器224具有规定的存储部的功能。
[0189]
存储部112b预先存储相对于设定温度不需要温度修正的温度范围。
[0190]
判定部112c判定温度测量装置300测量烙铁头221的温度而获得的温度是否处于温度范围(预先设定的正常范围)。
[0191]
可通过温度测量装置300和烙铁控制装置100来进行自动校正。自动校正是指自动地校正烙铁头221的温度、泄漏电压以及烙铁头221与接地之间的电阻。详细说明自动校正。图17是说明自动校正的程序的流程图。参照图3、图4及图17,烙铁控制装置100转移到自动校正模式(步骤s101)。
[0192]
详细地进行说明。在温度测量装置300和烙铁控制装置100有线连接的情况下,操作员利用烙铁控制装置100的输入部106输入温度测量装置300的机种(种类)。据此,控制处理部101将烙铁控制装置100的模式设定为自动校正模式。在温度测量装置300和烙铁控制装置100无线连接的情况下,操作员按下设置在温度测量装置300的规定的按钮(例如,发送按钮)。温度测量装置300向烙铁控制装置100发送可确定温度测量装置300的机种的数据。烙铁控制装置100的通信部102接收该数据。通过键输入(步骤s103),控制处理部101将烙铁控制装置100的模式设定为自动校正模式。
[0193]
温度测量装置300的机种包括能够测量烙铁头221的温度的机种和能够测量烙铁头221的温度、泄漏电压以及烙铁头221与接地之间的电阻的机种。前者不能测量泄漏电压以及烙铁头221与接地之间的电阻。实施方式的温度测量装置300是后者。
[0194]
显示控制部107让显示部108显示规定的图像(例如,表示“等待自动校正的执行指令”的文字图像)(步骤s102)。
[0195]
当操作员按下设置在输入部106的回车键(步骤s103的“enter”)时,烙铁控制装置100执行子程序(步骤s104)。子程序有自动温度校正的程序、自动电压校正的程序以及自动电阻校正的程序。自动温度校正自动地校正烙铁头221的温度。自动电压校正自动地校正泄漏电压。自动电阻校正自动地校正烙铁头221与接地之间的电阻。
[0196]
在温度测量装置300为能够测量烙铁头221的温度的机种的情况下,子程序是自动温度校正的程序。在温度测量装置300为能够测量烙铁头221的温度,泄漏电压以及烙铁头221与接地之间的电阻的机种的情况下,子程序有所述的三个程序。在后者的情况下,操作员能够利用输入部106对控制处理部101预先设定想要执行的校正。例如,当设定有自动温度校正、自动电压校正及自动电阻校正时,烙铁控制装置100执行三个程序。例如,当设定有自动温度校正时,烙铁控制装置100执行自动温度校正的程序。
[0197]
控制处理部101判断子程序是否结束(步骤s105)。当控制处理部101判断子程序未结束时(在步骤s105为否),烙铁控制装置100进行步骤s104的处理。
[0198]
当控制处理部101判断子程序已结束时(在步骤s105为是),显示控制部107让显示部108显示校正结果等(步骤s106)。然后,烙铁控制装置100结束自动校正的程序。校正结果针对各校正示出合格或不合格。合格是指成功校正了烙铁头221的温度等(即,烙铁头221的温度等在预先设定的正常范围内)。不合格是指烙铁头221的温度等的测量失败或烙铁头221的温度等不在预先设定的正常范围内。在显示部108上与校正结果一起对各校正进行如下显示,即:在合格的情况下显示测量值,在尝试了修正烙铁头221的温度的修正的情况下,显示温度修正的成功或失败。
[0199]
当操作员按下设置在输入部106的后退键(步骤s103的“back”)时,烙铁控制装置100结束自动校正的程序。
[0200]
当操作员不按下设置在输入部106的回车键或后退键时(步骤s103的“无”),控制处理部101判断是否超时(步骤s107)。超时意味着达到预先规定的限制时间。当控制处理部101判断为不超时时(在步骤s107为否),执行步骤s103的处理。当控制处理部101判断为超时时(在步骤s107为是),烙铁控制装置100结束自动校正的程序。
[0201]
说明作为步骤s104(图17)的子程序之一的自动温度校正的程序。图18a及18b是说明这一点的流程图。参照图3、图4及图18a,控制处理部101判断是否进行了自动温度校正的设定(步骤s1041)。当控制处理部101判断为没有进行自动温度校正的设定时(在步骤s1041为否),烙铁控制装置100结束自动温度校正的程序(图18b)。
[0202]
当控制处理部101判断为进行了自动温度校正的设定时(在步骤s1041为是),温度控制部103判断烙铁芯220所具备的温度传感器223(图2)所示的温度(传感器温度)是否达到温度控制部103中设定的设定温度(步骤s1042)。当温度控制部103判断传感器温度未达到设定温度时(在步骤s1042为否),显示控制部107让显示部108显示规定的图像(例如,表示“等待传感器温度达到”的文字图像)(步骤s1043)。然后,温度控制部103执行步骤s1042的处理。
[0203]
当温度控制部103判断传感器温度达到设定温度时(在步骤s1042为是),直到通信部102接收由温度测量装置300测量的烙铁头221的温度(温度数据)为止待机。显示控制部107让显示部108显示规定的图像(例如,表示“等待接收温度数据”的文字图像)(步骤s1044)。
[0204]
控制处理部101判断通信部102是否接收到由温度测量装置300发送的温度数据(步骤s1045)。控制处理部101当判断通信部102未接收到温度数据时(在步骤s1045为否),判断是否超时(步骤s1046)。超时的时间被设定得较长(例如5分钟)。这是因为温度测量装置300测量烙铁头221的温度需要时间。当控制处理部101判断为不超时时(在步骤s1046为
否),返回到步骤s1045的处理。当控制处理部101判断为超时时(在步骤s1046为是),进行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1048)。
[0205]
详细地进行说明。在此,存储处理部112a(图16)发出将校正结果(不合格)写入非易失性存储器224中的指令。校正结果为不合格是指校正失败。校正结果为合格是指校正成功。如后说明,在校正结果为合格的情况下,温度数据被写入非易失性存储器224中。通信部102按照该指令向烙铁200发送写入指令和校正结果(不合格)。手柄部210所具备的微型计算机211(图2)按照写入指令将校正结果(不合格)写入非易失性存储器224中。该处理与图8的步骤s28、s29一样,因此省略详细的说明。烙铁控制装置100结束自动温度校正的程序(图18b)。
[0206]
当控制处理部101判断通信部102接收了由温度测量装置300发送的温度数据时(在步骤s1045为是),判定部112c(图16)判断温度数据是否处于相对于设定温度预先规定的范围内(例如,
±
10度以内)(步骤s1047)。即,存储部112b(图16)预先存储不需要温度修正的温度范围(烙铁头221的温度在预先设定的正常范围),判定部112c判定由温度测量装置300测量烙铁头221的温度而获得的值是否处于温度范围。
[0207]
当判定部112c判断温度数据在预先规定的范围内时(在步骤s1047为是),执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1048)。详细地进行说明。存储处理部112a(图16)发出将校正结果(合格)和温度数据相关联而写入非易失性存储器224中的指令。通信部102按照该指令向烙铁200发送写入指令,校正结果(合格)以及温度数据。手柄部210所具备的微型计算机211(图2)按照写入指令将校正结果(合格)和温度数据相关联并写入非易失性存储器224中。
[0208]
当判定部112c判断温度数据不在预先规定的范围内时(在步骤s1047为否),计算偏差(步骤s1049)。偏差是温度数据与设定温度的差。
[0209]
判定部112c判断偏差是否在预先规定的范围内(例如,相对于设定温度在
±
50度以内)(步骤s1050)。当判定部112c判断偏差不在预先规定的范围内时(在步骤s1050为否),不执行温度修正。即,当偏差过大时,不执行温度修正。显示控制部107让显示部108显示规定的图像(例如,表示“不执行温度修正”的文字图像)(步骤s1051)。
[0210]
然后,执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1048)。详细地进行说明。存储处理部112a(图16)发出将校正结果(不合格)、温度数据、表示不执行温度修正的信息相关联而写入非易失性存储器224中的指令。不合格是指所述的校正失败。通信部102按照该指令向烙铁200发送写入指令、校正结果(不合格)、温度数据以及表示不执行温度修正的信息。手柄部210所具备的微型计算机211(图2)按照写入指令将校正结果(不合格)、温度数据、表示不执行温度修正的信息相关联而写入非易失性存储器224中。
[0211]
当判定部112c判断偏差在预先规定的范围内时(在步骤s1050为是),温度控制部103在该偏差下进行修正温度的控制(步骤s1052)。当偏差为正数时,温度控制部103增加向加热器部222的供电量,当偏差为负数时,减少向加热器部222的供电量,使烙铁头221的温度与设定温度一致。
[0212]
当温度控制部103进行该控制时,显示控制部107让显示部108显示规定的图像(例如,表示“等待温度修正”的文字图像)(步骤s1053)。直到温度修正结束为止(在步骤s1054
为否),温度控制部103进行温度修正的控制。
[0213]
当温度控制部103结束了温度修正时(在步骤s1054为是),温度测量装置300再次测量烙铁头221的温度,确认修正是否正确进行。参照图3、图4及图18b,显示控制部107让显示部108显示规定的图像(例如,表示“等待接收确认用温度数据”的文字图像)(步骤s1055)。
[0214]
控制处理部101判断通信部102是否接收到由温度测量装置300发送的温度数据(步骤s1056)。控制处理部101当判断通信部102未接收到温度数据时(在步骤s1056为否),判断是否超时(步骤s1057)。当控制处理部101判断为不超时时(在步骤s1057为否),返回到步骤s1056的处理。当控制处理部101判断为超时时(在步骤s1057为是),显示控制部107让显示部108显示规定的图像(例如,表示“温度修正失败”的文字图像)(步骤s1058)。偏差恢复为原来的值。即,由于温度修正失败,因此,偏差值不被变更,保持原来的值。
[0215]
然后,执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1059)。详细地进行说明。存储处理部112a(图16)发出将校正结果(不合格)、温度数据、表示温度修正失败的信息相关联而写入非易失性存储器224中的指令。通信部102按照该指令向烙铁200发送写入指令、校正结果(不合格)、温度数据以及表示温度修正失败的信息。手柄部210所具备的微型计算机211(图2)按照写入指令,将校正结果(不合格)、温度数据和表示温度修正失败的信息相关联而写入非易失性存储器224中。烙铁控制装置100结束自动温度校正的程序。
[0216]
当控制处理部101判断通信部102接收了温度数据时(在步骤s1056为是),判定部112c(图16)判断温度数据是否在相对于设定温度预先规定的范围内(步骤s1060)。该处理与步骤s1047(图18a)相同。
[0217]
当判定部112c判断温度数据在预先规定的范围内时(在步骤s1060为是),执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1059)。详细地进行说明。存储处理部112a(图16)发出将校正结果(合格)、温度数据、表示温度修正成功的信息相关联而写入非易失性存储器224中的指令。通信部102按照该指令向烙铁200发送写入指令、校正结果(合格)、温度数据以及表示温度修正成功的信息。手柄部210所具备的微型计算机211(图2)按照写入指令,将校正结果(合格)、温度数据、表示温度修正成功的信息相关联而写入非易失性存储器224中。烙铁控制装置100结束自动温度校正的程序。
[0218]
当判定部112c判断温度数据不在预先规定的范围内时(在步骤s1060为否),判定部112c判断是否剩下预先规定的重试次数(步骤s1061)。重试是指当判定部112c判断温度数据不在预先规定的范围内时(在步骤s1060为否),再次执行步骤s1049至步骤s1060的处理。每当进行重试时,重试次数减少一次。
[0219]
当判定部112c判断剩有重试次数时(在步骤s1061为是),计算出偏差(步骤s1049)。在此,重试前的偏差不被废弃而被再修正。
[0220]
当判定部112c判断没有重试次数时(在步骤s1061为否),执行步骤s1058的处理。然后,执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1059)。
[0221]
详细地进行说明。存储处理部112a(图16)发出将校正结果(不合格)、温度数据、表示温度修正失败的信息相关联而写入非易失性存储器224中的指令。通信部102按照该指令
向烙铁200发送写入指令、校正结果(不合格)、温度数据以及表示温度修正失败的信息。手柄部210所具备的微型计算机211(图2)按照写入指令将校正结果(不合格)、温度数据、表示温度修正失败的信息相关联而写入非易失性存储器224中。烙铁控制装置100结束自动温度校正的程序。
[0222]
说明作为步骤s104(图17)的子程序之一的自动电压校正的程序。图19是说明这一点的流程图。参照图3、图4及图19,控制处理部101当判断自动温度校正没有结束时(在步骤s1071为否),继续执行步骤s1071的处理。
[0223]
控制处理部101当判断自动温度校正已结束时(在步骤s1071为是),基于温度测量装置300的机种来判断温度测量装置300是否具有测量泄漏电压的功能(步骤s1072)。关于温度测量装置300的机种在步骤s101(图17)进行了说明。另外,当控制处理部101中未设定自动温度校正时,控制处理部101省略步骤s1071而执行步骤s1072的处理。
[0224]
当控制处理部101判断温度测量装置300不具有测量泄漏电压的功能时(在步骤s1072为否),烙铁控制装置100结束自动电压校正的程序。
[0225]
控制处理部101当判断温度测量装置300具有测量泄漏电压的功能时(在步骤s1072为是),判断是否进行了自动电压校正的设定(步骤s1073)。当控制处理部101判断没有进行自动电压校正的设定时(在步骤s1073为否),烙铁控制装置100结束自动电压校正的程序。
[0226]
控制处理部101当判断进行了自动电压校正的设定时(在步骤s1073为是),判断烙铁控制装置100与温度测量装置300是否为有线链接(步骤s1074)。控制处理部101当判断为有线连接时(在步骤s1074为是),进行将温度测量装置300的模式设定为泄漏电压测量模式的控制(步骤s1075)。显示控制部107让显示部108显示规定的图像(例如,表示“等待接收泄漏电压数据”的文字图像)(步骤s1076)。
[0227]
当控制处理部101判断为不是有线连接时(在步骤s1074为否),操作员将温度测量装置300的模式设定为泄漏电压测量模式。然后,执行步骤s1076的处理。不是有线连接意味着烙铁控制装置100与温度测量装置300进行无线通信(例如红外线通信)。
[0228]
控制处理部101判断通信部102是否接收了温度测量装置300发送的泄漏电压数据(步骤s1077)。泄漏电压数据是温度测量装置300测量的泄漏电压。控制处理部101当判断通信部102未接收到泄漏电压数据时(在步骤s1077为否),判断是否超时(步骤s1078)。当控制处理部101判断为不超时时(在步骤s1078为否),返回到步骤s1077的处理。
[0229]
当控制处理部101判断为超时时(在步骤s1078为是),执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1079)。详细地进行说明。在此,存储处理部112a(图16)发出将校正结果(不合格)写入非易失性存储器224中的指令。如后说明,在校正结果为合格的情况下(即,泄漏电压在预先设定的正常范围内),泄漏电压数据被写入非易失性存储器224中。通信部102按照该指令向烙铁200发送写入指令以及校正结果(不合格)。手柄部210所具备的微型计算机211(图2)按照写入指令将校正结果(不合格)写入非易失性存储器224中。烙铁控制装置100结束自动电压校正的程序。
[0230]
当控制处理部101判断通信部102接收了泄漏电压数据时(在步骤s1077为是),执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1079)。详细地进行说明。控制处理部101当泄漏电压数据所示的泄漏电压在预先设定的正常范围内时,
设为校正结果合格(校正成功),当不在正常范围内时,设为校正结果不合格(校正失败)。存储处理部112a(图16)发出将校正结果和泄漏电压数据相关联而写入非易失性存储器224中的指令。通信部102按照该指令向烙铁200发送写入指令、校正结果以及泄漏电压数据。手柄部210所具备的微型计算机211按照写入指令将校正结果和泄漏电压数据相关联而写入非易失性存储器224中。烙铁控制装置100结束自动电压校正的程序。
[0231]
说明作为步骤s104(图17)的子程序之一的自动电阻校正的程序。图20是说明这一点的流程图。参照图3、图4及图20,控制处理部101当判断自动电压校正未结束时(在步骤s1091为否),执行步骤s1091的处理。
[0232]
控制处理部101当判断自动电压校正已结束时(在步骤s1091为是),基于温度测量装置300的机种来判断温度测量装置300是否具有测量烙铁头221与接地之间的电阻的功能(步骤s1092)。关于温度测量装置300的机种在步骤s101(图17)进行了说明。另外,当控制处理部101中未设定自动电压校正时,控制处理部101省略步骤s1091而执行步骤s1092的处理。
[0233]
当控制处理部101判断温度测量装置300不具有测量烙铁头221与接地之间的电阻的功能时(在步骤s1092为否),烙铁控制装置100结束自动电阻校正的程序。
[0234]
控制处理部101当判断温度测量装置300具有测量烙铁头221与接地之间的电阻的功能时(在步骤s1092为是),判断是否进行了自动电阻校正的设定(步骤s1093)。当控制处理部101判断没有进行自动电阻校正的设定时(在步骤s1093为否),烙铁控制装置100结束自动电阻校正的程序。
[0235]
控制处理部101当判断进行了自动电阻校正的设定时(在步骤s1093为是),判断烙铁控制装置100与温度测量装置300是否为有线连接(步骤s1094)。控制处理部101当判断为有线连接时(在步骤s1094为是),进行将温度测量装置300的模式设定为测量烙铁头221与接地之间的电阻的模式的控制(步骤s1095)。显示控制部107让显示部108显示规定的图像(例如,表示“等待接收电阻数据”的文字图像)(步骤s1096)。
[0236]
当控制处理部101判断为不是有线连接时(在步骤s1094为否),操作员将温度测量装置300的模式设定为测量烙铁头221与接地之间的电阻的模式。然后,执行步骤s1096的处理。
[0237]
控制处理部101判断通信部102是否接收了温度测量装置300发送的电阻数据(步骤s1097)。电阻数据是温度测量装置300测量的烙铁头221与接地之间的电阻。控制处理部101当判断通信部102未接收到电阻数据时(在步骤s1097为否),判断是否超时(步骤s1098)。当控制处理部101判断为不超时时(在步骤s1098为否),返回到步骤s1097的处理。
[0238]
当控制处理部101判断为超时时(在步骤s1098为是),执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1099)。详细地进行说明。在此,存储处理部112a(图16)发出将校正结果(不合格)写入非易失性存储器224中的指令。通信部102按照该指令向烙铁200发送写入指令以及校正结果(不合格)。手柄部210所具备的微型计算机211(图2)按照写入指令将校正结果(不合格)写入非易失性存储器224中。烙铁控制装置100结束自动电阻校正的程序。
[0239]
当控制处理部101判断通信部102接收了电阻数据时(在步骤s1097为是),执行将校正结果等写入烙铁芯220所具备的非易失性存储器224中的处理(步骤s1099)。详细地进
行说明。控制处理部101当电阻数据所示的值在预先设定的正常范围内时,设为校正结果合格(校正成功),当不在正常范围内时,设为校正结果不合格(校正失败)。存储处理部112a(图16)发出将校正结果和电阻数据相关联而写入非易失性存储器224中的指令。通信部102按照该指令向烙铁200发送写入指令、校正结果以及电阻数据。手柄部210所具备的微型计算机211按照写入指令将校正结果和电阻数据相关联而写入非易失性存储器224中。烙铁控制装置100结束自动电阻校正的程序。
[0240]
校正结果等可存储在存储部112b(规定的存储部)来代替存储在非易失性存储器224中。此时,存储处理部112a将校正结果等与获得该校正结果的烙铁芯220的识别信息(id信息)相关联而让存储部112b存储。该烙铁芯220的识别信息可从烙铁芯信息ci获得。另外,当烙铁芯220不具有非易失性存储器224时,例如可从粘贴在烙铁芯220的条形码获得识别信息。
[0241]
说明第五功能部113。第五功能部113监视烙铁200的落下。图21是第五功能部113的功能框图。第五功能部113具备判定部113a和通知部113b。
[0242]
参照图2、图4及图21,判定部113a基于手柄部210所具备的加速度传感器212的输出信号,判定烙铁200是否落下。详细地说明判定方法的一例。判定部113a预先存储加速度的阈值,当加速度传感器212的输出信号所示的加速度超过了阈值时,判定烙铁200落下了。阈值是低于重力加速度(约9.80m/s2)的值,基于重力加速度而被决定。
[0243]
温度控制部103当判定部113a判定烙铁200已落下时进行停止(禁止)向烙铁200所含的加热器部222供电的控制。
[0244]
通知部113b当判定部113a判定烙铁200已落下时通知。通知部113b可通过发出警报来通知,也可通过让显示部108显示警报来通知。实施方式具有停止供电的功能和通知的功能,但也可以只具有其中一个功能。
[0245]
说明监视烙铁200的落下的处理。图22是说明这一点的流程图。参照图2、图4及图22,判定部113a(图21)当处于通过温度控制部103向烙铁200的烙铁芯220所具备的加热器部222供电的状态(换言之,可使用烙铁200的状态)时,向微型计算机211发出请求加速度传感器212的输出信号的指令。通信部102按照该指令向微型计算机211发送加速度传感器212的输出信号的请求(步骤s141)。
[0246]
微型计算机211接收该请求(步骤s142)。微型计算机211利用缆线cb向通信部102发送加速度传感器212的输出信号(步骤s143)。
[0247]
通信部102接收加速度传感器212的输出信号(步骤s144)。判定部113a判定通信部102接收的加速度传感器212的输出信号所示的加速度是否超过了阈值(步骤s145)。判定部113a当判定加速度传感器212的输出信号所示的加速度没有超过阈值时(在步骤s145为否),反复进行步骤s145的处理。
[0248]
当判定部113a判定加速度传感器212的输出信号所示的加速度超过阈值时(在步骤s145为是),温度控制部103进行停止向加热器部222供电的控制(步骤s146)。据此,强制地结束向烙铁头221的加热。然后,通知部113b(图21)进行通知(步骤s147)。
[0249]
以下是成为本发明的创造的基础的美国临时申请(us62/543,797)的内容。该美国临时申请如图23所示包括系统10、控制站20、传感器装置28、主机40以及存储元件92。系统10对应于烙铁管理系统1000,控制站20对应于烙铁控制装置100,传感器装置28对应于温度
测量装置300,主机40对应于计算机装置400,存储元件92对应于非易失性存储器224。
[0250]
在美国临时申请中,发明名称为复合焊接、焊料去除台及系统。
[0251]
在美国临时申请中,作为概要记载了以下的内容。即:焊接加热具;包含负载检测功能、烙铁头管理、自动烙铁头温度校正、烙铁芯/手柄位置及移动检测、互动功能的扩张功能的焊接;焊料去除台;以及系统。
[0252]
在美国临时申请中,作为发明的摘要,记载了以下内容。本发明涉及包含控制站的可更换的系统的构成要素、包含手柄及烙铁芯的加热工具、相关的传感器装置以及组件,组件可经由内网或互联网而连接于主机或服务器。控制站包含焊接加热具、负载检测功能、烙铁头管理、自动烙铁头温度校正、烙铁芯/手柄位置及移动检测的控制和相互作业以及网关或主系统的双向功能的扩张功能。
[0253]
美国临时申请的发明的详细说明如以下记载。
[0254]
图23提供本发明的系统10的模块及概略图。系统10形成在控制站20的周围,并通过缆线组件22而连接于手柄24及烙铁芯26。控制站20向烙铁芯26供给控制信号及电力,操作员为进行焊接或焊料去除操作而使用。控制站20与网关盒30及主机40同样,被构成为与各种传感器装置28进行通信。主机40可为被保护的内网系统的构成要素,取而代之,也可连接于互联网。
[0255]
控制站20具有前板20a和后板20b,在图23中横向表示。在前板20a,控制站20具有显示部50,例如液晶显示器(lcd),但也可使用例如发光二极管(led)显示器。前板20a包含可与缆线组件22连接的插座52和用于接通/断开控制站20的供电的电源开关54。前板20a还包含作为操作按钮56a、56b、56c、56d而示出的多个控制或数据输入部件。数据输入部件例如可为肘节开关、把手、拨号以及包含触摸或光学传感器的任意数量的电气部件。
[0256]
控制站20的后板20b包含电源插座60、电路基板座62以及1个以上的连接端口64。图23示意性地示出包含例如盖板70、rs232c用板72、转换用板74、usb用板76及lan用板78的被安装在电路基板座62的各种项目。这些各板72、74、76、78为了将控制站20连接于网关盒30或主机40,可通过适当的缆线而使用。此外,板可使用控制自动化技术的以太网(ethernetcat)、工业用以太网协议(ethernet/ip)、can(controller area network)、uart(universal asynchronous receiver/transmitter)或i2c(inter-integrated circuit)、spi(serial peripheral interface)中的任一个。
[0257]
传感器装置28可包含1个以上的温度计80、条形码阅读器82及/或rfid阅读器84。系统10被构成为有线温度计80、条形码阅读器82及rfid阅读器84连接于转换盒86,转换盒86将所接收的数据转换为可被控制站20使用的数据。
[0258]
图23还概略地示出固定烙铁芯26的手柄24。手柄24包含加速度传感器90,烙铁芯26可包含例如prom、eprom或eeprom等存储元件92。存储元件92为了存储烙铁芯26的类型特有的不能变更(固定数据)的信息而被使用,可存储由控制站20(可变数据)写入存储部中的信息。固定数据可包含例如各烙铁芯26的编号、烙铁头形状数据以及工厂的设定温度数据。可变数据可包含被编程的设定温度数据、温度的偏差值、累计负载次数、累计通电时间、累计焊料操作以及对含铅焊料的使用。累计负载次数可考虑非焊料操作(因此,比累计焊料操作次数多)或作为电力时间的合计。
[0259]
[负载检测功能]
[0260]
控制站20优选包含用于在各焊接作业中识别烙铁芯26的热负载以及定量化的负载检测功能。通过检测将部件加热至焊料液化的温度时产生的热负载和使焊料液化所需的负载,并测量负载的时间,能够测量、计数以及监视各焊接的各负载周期。通过计数与特定的烙铁芯26相关的负载周期,能够监视烙铁芯的寿命。而且,通过测量负载周期,记录各焊接动作的焊料负载,能够如以下进一步说明能够使用于作业的可追溯性。此外,如果控制站20记录对特定的焊接定义的负载周期,则控制站20当后续的焊接负载周期处于被定义的负载周期的容许范围外时,向操作员发出指示。
[0261]
图24示意性地表示对应于焊接烙铁芯26的使用的、时间间隔段的烙铁芯26的通电或通电周期。如图24所示,烙铁芯26以60hz周期被供电,负载或电能每0.175秒即每21个脉冲被决定。通电的长度根据周期而变化。例如,当烙铁芯26以50hz被供电时,负载或通电量每0.21秒即每21个脉冲被决定。通电负载量根据设置在烙铁头的温度传感器测量的实际的温度与设定温度之差而被决定。通常,在烙铁头温度以设定温度点的电力空载的情况下,设定温度与温度传感器测量的实际的温度之差变小,判断为负载量最小。如果焊接动作开始,则从烙铁芯26向工件传递热,控制站20增加向烙铁芯26的输出,因此,烙铁芯26的负载增加。即使向烙铁芯26通电的能量增加或量相同,如果通电周期的次数增加,系统10就判断被施加了焊接负载。如果为了向烙铁芯26通电而供给的能量接近空载状态,则控制站20判断为焊接负载结束。焊接负载在一个周期(0.175秒、21个脉冲)不能被检测出,基于被施加热负载的期间内的总能量而被决定。
[0262]
负载判定的所述的说明作为该方法的例示而被提供。负载的识别方法有可能变化,而且有时需要以对应加热器性能等电路部件的其他要素的变化的方式匹配。但想要检测负载,优选识别设定温度与温度传感器测量的实际的烙铁头温度的温度差。
[0263]
图25是负载检测电路的被简化了的概略图。在该实施方式中,控制站20检测供给电压v以及供给电流i。可根据被检测出的v及i计算投入能量w(v
×
i=w)。控制站20如下地计算时间s乘以投入能量w的积作为焦耳j的热负载(w
×
s=j)。在烙铁头没有焊接负载的空载状态下,控制站20以规定的时间间隔测量空载负载ji。如果检测到负载,控制站20在被施加焊接负载的ss的期间计算出焊接热负载能量js。
[0264]
w
×
ss=js
[0265]
根据负载中的能量js以及空载状态的能量ji,控制站20能够计算出焊接动作中被使用的焦耳jt1的热负载(js-ji=jt1)。该计算出的jt1是相对于负载的投入能量,可被设定为被定义的负载周期。
[0266]
图26是用于负载检测功能的软件的程序逻辑图。负载检测周期的“开始”100在所有的控制周期开始,以便当控制站20接通,烙铁芯26被供电时均发挥负载检测功能。在步骤102,判定烙铁头温度传感器的温度是否下降。在“是”的情况下,在步骤104,控制站20测量烙铁芯加热器驱动电压v。在步骤106,控制站20测量烙铁芯加热器驱动电流i。在步骤108,控制站20计算出烙铁芯26所需的追加投入能量。在步骤110,追加投入能量e被输送到烙铁芯26。在步骤112,控制站20判定负载是否去除或清除,即焊接功能是否结束。在步骤112,如果判定为“是”,控制站20为焊接动作而决定供给到烙铁芯26的总负载时间和总投入能量。接着,在步骤116,控制站20让用于负载的内存区的值增加。周期结束后,控制站20前进到结束步骤118。如果在步骤102的判定为“否”,控制站20前进到结束步骤118。此外,在步骤112
负载状态没有被解除,则控制站20前进到结束步骤118。
[0267]
[烙铁头管理功能]
[0268]
如与图23相关联说明,烙铁芯26例如可包含prom、eprom或eeprom等存储元件92。存储元件92为存储烙铁芯26的类型特有的不能变更的信息(固定数据)而被使用,可存储由控制站20写入存储器中的信息(可变数据)。固定数据包含特定的烙铁芯26的识别以及设计要求固有的信息。烙铁头为进行特定的焊接作业而可具有较多不同的设计。因此,烙铁头例如可为尖形、圆形、三角形、倒角的圆锥形、正方形、长方形或凿子型,可为各种大小及尺寸。烙铁头的外观以及烙铁头的热质量双方均影响从烙铁芯26内的发热体经由烙铁头而供给到被焊接的工件的热。
[0269]
非常小的烙铁头高效率地从烙铁芯26的发热体传递热能,但是其热质量低意味着如果烙铁头最初接触于工件,则烙铁头温度急剧下降,容易被检测,让控制站20增加供给的电力。如果进行比较,较大的烙铁头为了维持烙铁头温度需要更高的电力,但因其比较大的尺寸而具有比较大的热质量均衡,从而当烙铁头接触于工件并开始向工件传递热时,烙铁头温度并不怎么下降。
[0270]
本发明的系统10具有相当数量的不同的焊接以及焊料去除工具,因此,与各种各样不同的加热器形状以及烙铁头设计一起使用。因此,优选提供存储有关烙铁芯26及烙铁头的特定的信息的烙铁芯26内的存储元件92的选项。例如,可对各烙铁芯26分配当烙铁芯26被插入于手柄24且控制站20的电源被投入了时,被控制站20读取的固有的编号。编号的第一部分可识别特定的烙铁芯系列的型号,编号的第二部分能够直接识别型号内的各个烙铁芯26。控制站20参照被存储在控制站20的存储器中的查找表可读取编号的第一部分,能够识别烙铁芯26的特定的型号共同的特性。例如,特性中可包含设定温度以及最小及最大动作温度。或者,控制站20可读取与烙铁芯26的编号,然后,控制站20为了与特定的烙铁芯26相关的特定的信息或操作指令,直接查询主机40或经由网关盒30查询主机40。
[0271]
烙铁芯26的存储元件92可用烙铁芯26以及与其烙铁头相关的各种信息被编程。例如,存储元件92可将烙铁头形状、控制站20针对特定的烙铁芯型号应使用于烙铁芯26的设定温度、烙铁芯26特有的偏差温度、反映了烙铁芯26使用于焊接组件的次数的“使用过的负载”、以及烙铁芯26的总“电源投入”时间编程于存储器。存储元件92也可编程为记录焊接作业中使用的平均能量,也可由用户编程为了让控制站20监视特定的焊接动作而被使用的焊接参数。
[0272]
控制站20基于其本身的程序或者向主机40查询指令,能够读取烙铁芯26的存储元件92的信息,从存储元件92利用被编程的数据,控制向特定的烙铁芯26的供电以及使用。例如,控制站20读取烙铁芯26的设定温度数据,能够设定并显示操作员的设定温度。设定温度可在制造烙铁芯26时设定,也可为了特定的焊接作业或焊料而由操作员使用控制站20编程。设定温度可由向控制站20发出指令的主机40来设定。烙铁芯26的特定的型号系列可全部具有同样的设定温度,但是各个烙铁头可能具有特定的设定温度,例如,由于其使用履历,有时电源投入时的烙铁头温度不同于设定温度。因此,通过基于烙铁头温度传感器或外部温度计来比较实际的烙铁头温度,控制站20可决定特定的烙铁芯26的偏差温度。偏差温度被记录在存储元件92,使用于将标准烙铁头温度电力调整于偏差烙铁头温度电力。
[0273]
存储元件92可维持施加于烙铁芯26的全负载时间以及烙铁芯26的总工作时间的
记录。使用这些计测的数据可向主机40上传。该信息有用于确立对反复使用于焊接作业的特定的烙铁芯26的寿命预测基准线,来认识到烙铁头26早期故障的时间。如果对特定的烙铁头型号确立基准线,控制站20或主机40可认识到更换烙铁芯接近所估计的耐用年数。
[0274]
存储元件92可包含当烙铁芯26最初使用含铅焊料时工作的“含铅焊料”标志。“含铅焊料”标志被控制站20使用,以便向作业人员警告不要使用以前使用过含铅焊料的特定的烙铁芯26,以避免必须为无铅焊料的工件的相互污染。存储元件92的信息可为了让控制站20输出通过视觉信号或语音信号的任一个来警告操作员而被使用,也可使用于直到操作员对警告信号肯定地作出肯定应答为止,防止操作员使用特定的烙铁芯26。例如,控制站20可发出警告,在控制站20读取“含铅焊料”标志的情况下,不能向烙铁芯26供电。此时,操作员确认“含铅焊料”警告,让按钮56a~56d的任一个有效而向控制站20确认可接通烙铁芯26的电源的情况。尤其重要的是,“含铅焊料”标志可在任意控制站20读取,由此,即使在控制站20在最初没有让标志工作,工作台(作业场所)之间借出烙铁芯26或更换的情况下,不会偶然地发生工件相互污染的情况。优选“含铅焊料”标志被写入一旦工作则不能偶然或有意图地重置的存储元件92内的存储器的一部分中。
[0275]
图27a及图27b示出了用于控制站20或主机40的例示性的烙铁头管理程序。烙铁头管理程序的“开始”200如果新的烙铁芯26被插入到手柄24就开始,控制站20的电源接通。烙铁头管理程序的“开始”200也可按照在控制站20或主机40中被编程的日程而定期地起动。
[0276]
在步骤202,检测烙铁头是被卸下还是被更换或者手柄未连接于控制站20的手柄错误或烙铁芯传感器错误的结果,判定控制站20是否被重置。发生手柄错误或烙铁芯传感器错误,其后错误被修正而系统由错误恢复并控制站20最初接通电源时,程序前进到步骤204,控制站20查询存储在存储元件92的数据。在步骤206,控制程序决定来自存储元件92的数据是否包含“含铅焊料”标志。如果为“是”程序前进到步骤208,程序在控制站20上显示或输出警报,向操作员通知烙铁芯26与含铅焊料一起被使用的情况。
[0277]
在步骤202或步骤206,如果判定为否定,则在步骤208后程序前进到步骤210。在步骤210,程序判定是否有读取烙铁芯26的设定温度的命令。如果步骤210的判定为“是”,程序前进到步骤212,程序将控制站20的设定温度变更为从烙铁芯26的存储元件92检索到的设定温度。在步骤212后或者在步骤210的判定为否定的情况下,程序前进到步骤214。
[0278]
在步骤214,程序判定是否有读取偏差温度的命令。如果有此种命令,从存储元件92读取偏差温度,接着程序前进到步骤216,程序利用从存储元件92检索到的偏差温度值来变更控制设定温度。在步骤216后或在步骤214为否定判定时前进到步骤218。在步骤218,程序判定是否有将被更新的设定温度写入存储元件92的命令。在判定为“是”的情况下,程序前进到步骤220,控制站20通过手柄24发送命令来指示烙铁芯26更新存储元件92中存储的烙铁芯26的设定温度。在步骤220后或在步骤218的否定判定后,程序前进到步骤222。在步骤222,程序判定是否有写入新的偏差温度值的指令。如果有此种指令,程序前进到步骤224,程序将偏差温度的新的数据通过手柄24而发送到烙铁芯26内的存储元件92。在步骤224后或在步骤222为否定判定后,程序前进到步骤226。
[0279]
在步骤226,开始计时功能,程序判断是否经过了一分钟。判断经过了1分钟,烙铁芯26被控制站20投入电源后的每一分钟,程序在步骤228执行功能,更新存储元件92的“电源投入”数据区增加下一个一分钟。在步骤228后或在步骤226为否定判定后(没有超过一分
钟时),程序前进到步骤230。在步骤230判断烙铁芯26是否被施加等于焊接现象的负载。在判断发生了焊接现象的情况下,基于烙铁芯26经验的能量负载,程序前进到步骤232。在步骤232,程序更新存储元件92中的负载次数。在步骤232后或在步骤230的否定判定后,程序前进到步骤234,烙铁头管理程序结束。
[0280]
所述的程序记述只是例示而已,为了利用存储在存储元件92中的其他数据要素,可补充用于组装烙铁头管理程序的追加功能的子程序。
[0281]
[自动温度调整以及校正记录]
[0282]
图23的系统10中示出可装拆地插入到连接于控制站20的手柄24内的烙铁芯26。如上所述,烙铁芯26可具有任意数的烙铁头形状。但是,一般而言,各烙铁芯26包含加热要素和温度传感器。温度传感器为了准确地监视烙铁头温度,一般可为位于烙铁头的内侧及附近的热电偶。温度传感器的温度基于热电偶的电动势而由控制站20决定。
[0283]
图23示出控制站20以及烙铁芯26的外部的一对温度计80。如图23所示,温度计可为通过转换盒86而直接连接于控制站20的配线。或者,温度计80可通过红外线、光学、蓝牙(注册商标)或无线频率数据链而连接于控制站20。被外部温度计80检测到的温度可使用于监视烙铁芯26的烙铁头内部的温度传感器的精度。在温度计80测量的被投入电源的烙铁头的温度不同于烙铁芯26内的温度传感器决定的温度的情况下,控制站20更新烙铁芯26的设定温度。
[0284]
而且,根据两个温度测量值的差,提供控制站20可记录到烙铁芯26内的存储元件92中的调整值。控制站20还将校正结果数据记录到烙铁芯26内的存储元件92中,将校正结果数据报告到主机40。
[0285]
控制站20可包含有关可接受的偏差大小的被编程的限制参数。因此,控制站20可以不容许大于固定的数,例如10度、50度或100度的偏差。
[0286]
图28表示用于更新烙铁芯26的偏差温度的基本的程序逻辑图的步骤。在开始步骤300,控制站20被控制为以偏差温度决定模式动作,烙铁芯26以被控制的程度被供电,程序前进到步骤302。在步骤302,控制站20决定从温度计80是否接收了烙铁头温度信号。在步骤302的判定为“是”的情况下,程序直接前进到步骤304或前进到任意的步骤303(未图示)。在步骤303(未图示),判定当温度计80连接于控制站20时来自温度计80的温度信号是否在烙铁芯26内的温度传感器检测的温度的容许范围。
[0287]
来自温度计80的温度信号不在容许范围的情况下,控制站20检测到温度计80没有实际测量烙铁头温度,并前进到步骤312。但是,在步骤302,在温度计80测量的烙铁头温度处于适当的范围内的情况下,温度计测量值被接受,程序前进到步骤304。在步骤304,控制站比较温度计80决定的烙铁头温度和根据烙铁芯温度传感器求出的温度而计算出偏差值。烙铁芯温度传感器的性能以及精度有可能经时下降,因此,偏差值可为正数或复数。
[0288]
在步骤304后,程序前进到步骤306,进行偏差值是否在容许范围内的判定。在步骤306偏差值在容许范围的情况下,程序前进到步骤308,控制站20确认新的偏差值,将新的偏差值写入烙铁芯26的存储元件92中。在步骤306判定偏差值在容许范围外的情况下,程序前进到步骤310。在步骤310,范围外的偏差值被废弃,控制站20向操作员警告偏差值不能被容许。例如,超过50度的偏差值被视为处于容许范围外,控制站20可显示烙铁芯26不良的显示。在步骤308或步骤312结束后以及在步骤302进行否定的判定后,程序前进到步骤312,此
时程序结束。
[0289]
所述的程序记述只是例示,可补充用于组装温度计80及存储元件92中存储的数据构成要素的追加功能的子程序。
[0290]
[运动传感器]
[0291]
图23所示的系统10的手柄24优选包含加速度传感器34。加速度传感器34优选轴加速度传感器,反映手柄24即烙铁芯26的所有的动作并将输出信号提供给控制站20。控制站20使用由加速度传感器34提供的数据信号,能够监视烙铁芯26的动作以及操作员的使用。因此,当在预先规定的时间(例如1分钟)控制站20没有接收到表示加速度传感器34的动作的信号的情况下,控制站20判断工具没有被使用,为保存电力或延长烙铁头寿命而减少电力或转移到“休止”模式。
[0292]
取而代之,在加速度传感器34提供表示手柄24的自由落下的信号的情况下,控制站20能够立即切断向烙铁芯26的电力。或者,控制站20使用由加速度传感器34提供的数据,能够作出操作员正在清洗烙铁芯26的烙铁头的结论。这是由于加速度传感器34的动作不同于典型的焊接动作而示出向清洗垫的刷洗行程。
[0293]
图29表示为了控制为休止或关闭模式而使用加速度传感器的数据的基本的程序的逻辑图的步骤。加速度传感器程序在控制站20接通电源的期间定期地起动。取而代之,程序可在一定的时间间隔(例如30秒)内控制站20没有从加速度传感器34接收到数据信号的情况下起动。程序在“开始”步骤400开始并前进到步骤402。在步骤402,为了提供确认加速度传感器34是否处于可执行的状态的输出信号,控制站20向加速度传感器34发送命令查询信号(查询指令信号)。程序接着前进到步骤404,判断是否从加速度传感器34接收到执行信号。
[0294]
在没有接收到信号的情况下,程序反复进行步骤404直到接收执行信号为止,如果接收则转移到步骤406。在步骤406控制程序监视加速度传感器34的表示手柄24的动作的信号。如果接收到表示手柄24的动作的信号,程序前进到步骤408,程序让休止或自动关闭计时器再起动,程序前进到步骤414。但是,在步骤406控制站20在一定时间没有接收到表示手柄24的动作的信号的情况下(例如30秒或60秒),程序可前进到步骤410,进行一定时间的计时是否超时的判定。
[0295]
在没有超时的情况下,系统返回到步骤406,在超时的情况下,假定由于没有动作而未被使用,程序前进到步骤412,切断向烙铁芯26的供电。从步骤412前进到步骤414,在步骤406通过重新开始向烙铁芯26的供电的加速度传感器34在一定时间内没有从休止模式被启动的情况下,继续休止。
[0296]
所述的程序的记述只是用于说明而已,可补充导入加速度传感器34的追加功能的子程序。例如,监视等于9.8m/s2的加速度传感器34的信号,反映手柄24的自由落下,立即停止向烙铁芯26的供电等。
[0297]
[物联网(iot)匹配性]
[0298]
图23所示的系统10包含控制站20、网关盒30以及主机40。如图所示,系统10可还具备包含条形码阅读器82以及rfid阅读器84的传感器装置28。
[0299]
阅读器82及84可与例如电路基板、电气部件或操作员焊接的电气部件或装置的工件同样,用于扫描或读取焊接装置上或内部的条形码或rfid标签。工件具有可由阅读器82
及84的其中一个读取的固有的编号,编号可报告给控制站20以及主机40。主机40可保持与工件的编号相关的焊接记录,以及根据需要,控制站20可保持与工件的编号相关的焊接记录。
[0300]
网关盒30可将主机40和多个控制站20相互连接。如图所示,网关盒30包含8个数据端口,可连接于8个控制站20、20-2、20-3、20-4等。如果报告到主机40的控制站20的数量增加,主机40可从控制站20、烙铁芯26内的存储元件92以及传感器装置28收集相当量的信息。
[0301]
图30是系统10的组件以及提供系统10内的通信的主要子组件的框图。如图所示,控制站20可包含中央处理单元(cpu)500、接口转换器502、红外线接收器504、rfid阅读器506以及至少一个数据端口508。网关盒30包含cpu510、接口转换器512、以太网接口514。接口转换器512连接于多个数据端口508,据此,可与多个控制站20以及例如送风机、排气扇及去除器等相关焊接系统装置连接。主机40包含伴随相关存储器的cpu520、接口板522、输出板524、数据端口526以及显示器530、键盘532、鼠标或触控板534、音响系统536等的互动装置528。
[0302]
如图30的框图概略地所示,控制站20的cpu500可通过控制站20的接口转换器502、数据端口508、连接于数据端口508的线束以及网关盒30的接口转换器512而连接于网关盒30的cpu510。网关盒30在cpu510内处理来自多个控制站20的信号,并通过以太网接口514、数据端口516、连接于主机40的数据端口526的以太网线、主机40的接口板522而向主机40输出数据。接口板522连接于cpu520,处理来自控制站20的数据,并将该数据存储在其相关存储器中。互动装置528可让操作员按照主机40而与控制站20互相作用。
[0303]
如图30中概略地所示,手柄24或烙铁芯26本身通过接口552并通过硬线连接而与控制站20进行通信,或者使用与控制站20的红外线接收器504通信的红外线发送器554而与控制站20进行通信,因此,可包含通过接口552有线连接或连接于红外线发送器554的cpu550。与所述的手柄24或烙铁芯26本身与控制站20的数据通信可为红外线以外的rfid等其他无线通信方式。同样,温度计80通过接口562并通过硬线连接而与控制站20进行通信,或者使用与控制站20的红外线接收器504通信的红外线发送器564而与控制站20进行通信,因此,可包含cpu560和接口562或红外线发送器564。温度计80的无线通信也可为红外线以外的无线通信方式。
[0304]
如图30中概略地示出,传感器装置28的条形码阅读器82和rfid阅读器84以及温度计80的外部通过转换盒86而连接于控制站20。但是,转换盒86也可为控制站20内的基板。
[0305]
图30的系统10的概略图表示系统10的相互通信能力以及系统10支持的与iot相互作用的焊接动作以及构成要素相关的数据的通信。例如,如果操作员在包含条形码或rfid装置的工件或装置上开始作业,操作员用适当的扫描器82或84扫描工件或装置,控制站20识别装置,并可向主机40报告。在主机40被编程为能够预测工件或装置有8个焊接的情况下,主机40向操作员直接或通过控制站20输出警告,促使操作员在结束8个焊接作业的各组件后扫描下一个工件或装置。
[0306]
在主机40具备识别被焊接的工件或装置的数据的情况下,主机40可将通过特定的工件所需的焊接步骤来引导操作员的信息向工作站的显示器530输出。在焊接动作过程中,控制站20记录与各焊接动作相关的信息,并向主机40报告信息。例如,控制站20基于如上所述的被施加于烙铁芯26的负载而识别8个焊接事件,能够确认焊接成功。此外,控制站20例
如向主机40报告使用了通过条形码或rfid装置而识别的特定的烙铁芯26的情况,并记录数据,为了更新烙铁芯26的存储元件92内的使用数据而向控制站20发出输出指令。如果操作员结束工件或装置上的焊接而扫描要焊接的下一个工件,则主机40具有确认8个所需的焊接结束的数据。
[0307]
在后续工件的焊接工序中,在控制站20向主机40只提供7个焊接的情况下,主机40可被编程为例如可通过画面或语音催促并警告操作员,以便执行8个焊接任务。此外,主机40可基于编号记录与特定的工件相关的各焊接任务的数据,因此,在之后的试验以及使用时发生不良或服务问题的情况下,能够收回对工件进行的焊接作业。
[0308]
控制站20以及主机40的通信能力可与预想的焊接、被使用或焊接的材料、与烙铁芯26相关的信息一起使用于将控制站20高效率地编程。
[0309]
例如,当开始新的项目或生产周期时,主机40根据被焊接的工件的电路上的设计限制,向各控制站指令使用特定类型的烙铁芯设计,不仅能够提供烙铁芯26的最小及最大动作温度,而且能够提供特定的设定温度。
[0310]
此外,主机40能够保持各烙铁芯26的偏差温度要件的记录,因此,例如当基于编号而烙铁芯26在与控制站20之间被共享的情况下,各控制站20即使在烙铁芯26没有存储元件92的情况下,也能接收对特定的烙铁芯26的偏差温度要件的更新。或者,主机40通过接收或识别烙铁头编号或烙铁头形状,能够维持并回收对特定的烙铁头的偏差温度要件的记录。或者,主机40能够向控制站20通知特定的焊接任务和特定的烙铁芯设计所需的电能为5~10焦耳的范围。在控制站20或主机40在焊接动作过程中识别其范围外的电力使用的情况下,控制站20可向操作员警告焊接动作或烙铁芯26本身的缺陷。此外,规定的电力使用量可显示在控制站20,在培训过程中也有益,新操作员可确认焊接动作的进行状况。
[0311]
系统10的iot兼容性和被主机40管理的数据向操作员和最终用户提供较大利益。例如,与所述的例的8个焊接的每一个相关联的焊接数据被记录在主机40的情况下,数据可在通过条形码或rfid装置来确定的特定的装置发生后续的缺陷或不良的情况下可被收回或查阅。对于使用控制站20的设施,可使用系统10的iot兼容性,能够监视特定的控制站20或操作员的生产速度。该信息通过由有能力的操作员提供训练,能够使用于支援新的操作员的训练。此外,主机40保持关于各种不同的烙铁芯26的寿命的信息,能够识别应命令更换的时机。如所述的例子中所述,主机40在工件有新的要求、要件或限制的情况下,高效率地更新多个控制站20,能够改写设定温度以及温度范围等控制参数。主机40连接于多个控制站20而能够接收数据,因此,主机40可被编程为识别非效率性或不适当地动作的控制站20。
[0312]
系统10的iot兼容性和被主机40管理的数据还对系统组件的供应商提供较大利益。例如,在主机40连接于互联网的情况下,主机40向系统的供应商报告烙铁芯使用数据,提供可有用于制造工序的反馈,能够识别烙铁芯更换要件。此外,控制站20的软件更新为了高效率地实施更新,可使用互联网发送到主机40。
[0313]
图30所示的系统10的控制站20、网关盒30、主机40、互动装置528、转换盒86、温度计80以及手柄24和烙铁芯26的数据的相互通信可为有线,也可为无线。
[0314]
本发明参照附图进行了详细说明,应该认为系统包含其他构成要素,也可发挥其他功能。本领域技术人员理解所述的公开内容只是用于例示以及说明,附图用于说明本发明,并不用来对实施本发明的可能性的模式进行限制。本发明的范围通过权利要求以及与
其等同的意义来被定义。
[0315]
美国临时申请的权利要求记载了如下内容。
[0316]
(1)使用于电气装置的焊接以及去除焊料的系统,其包括控制站、缆线组件、手柄以及烙铁芯,其中,所述控制站包含中央处理单元和操作程序,所述控制站还包含可将所述控制站连接于主机的输出接口,所述控制站可向主机输出操作数据,并从主机接收指令,所述手柄通过所述缆线组件连接于所述控制站,所述烙铁芯通过所述手柄而被通电,可装卸地被插入于所述手柄,所述烙铁芯包含保存烙铁芯的使用特有的信息的存储器要素。
[0317]
(2)所述(1)中的系统中,所述控制站包括具有前板和后板的壳体,其中,所述前板包含显示器、控制按钮、电源开关以及插座,所述后板具有电源插座、连接器端口、电路基板座,所述电路基板座被形成为接受标准连接器基板、转换用板、usb用板或lan用板中的至少一个板或用于控制自动化技术的以太网、工业用以太网协议、can、uart及i2c、spi的任一板。
[0318]
(3)所述(1)的系统包括具有多个第一通信端口和至少一个第二通信端口的网关盒,所述多个第一通信端口的至少一个连接于所述控制站,所述第二通信端口连接于主机,由此,所述网关盒将控制站和主机连接。
[0319]
(4)所述(1)的系统中,所述手柄包含加速度传感器,所述加速度传感通过所述缆线组件向所述控制站输出加速度数据,所述控制站包含为了监视烙铁芯的不使用以及动作而使用所述加速度数据的程序,在控制站在预先规定的时间内没有从所述加速度传感器接收到表示动作的信号的情况下,控制站判断为烙铁芯没有被使用,在加速度传感器提供了表示所述手柄的自由落下的加速度数据的情况下,所述控制站立即遮断向烙铁芯的供电,在加速度传感器提供的加速度数据表示不同于典型的焊接操作的动作的刷洗行程的情况下,控制站识别清洁操作。
[0320]
(5)所述(1)的系统中,保存烙铁芯特有的信息的所述存储器要素包含从以下的组中选择的用于烙铁芯特有的所述信息的数据区,所述组由烙铁芯编号、烙铁头形状数据、工厂设定温度数据、被编程的设定温度数据、温度偏差值数据、被赋予的负载次数数据、总通电时间数据、总焊料操作数据以及含铅焊料使用数据构成。
[0321]
(6)所述(1)的系统还包括被形成为向所述控制站提供温度数据的温度计,为了计算特定的烙铁芯的偏差温度,所述控制站具有用于使用来自所述温度计的所述温度数据的程序。
[0322]
(7)所述(1)的系统还包括连接于所述控制站的至少一个传感器装置,所述至少一个传感器装置从由温度计、条形码阅读器、rfid阅读器构成的组中被选择。
[0323]
(8)所述(1)的系统还包括为了向主机报告与被焊接的工件相关的焊接操作数据,将被焊接的工件的条形码或rfid标签扫描到所述控制站内的程序且连接于所述控制站的条形码阅读器或rfid阅读器。
[0324]
(9)所述(1)的系统中,所述控制站还包括监视输送到所述烙铁芯的电力的程序,基于所述烙铁芯经验过的能量负载,识别各个焊接操作的结束。
[0325]
(10)一种使用于焊接作业的系统,其包括至少一个控制站、网关盒、主机、缆线组件以及至少一个焊接烙铁芯,其中,所述至少一个控制站具有中央处理装置、相关电路以及壳体,所述壳体包括包含显示器、控制按钮、电源开关及插座的前板以及具有电源插座、连
接器端口、电路基板座的后板,所述电路基板座接受至少一个标准连接器板、转换板、usb连接板或lan板,或用于控制自动化技术的以太网、工业用以太网协议、can、uart及i2c、spi的任一个板中至少一个,所述网关盒具有中央运算处理装置、接口转换器和以太网接口,双方与中央处理装置协作,所述网关盒具备可与多个控制站连接的多个数据端口,所述主机与所述网关盒电连接,所述主机包括用于接收、处理以及存储有关焊接作业以及烙铁芯使用的信息的中央处理装置以及相关存储器,所述缆线组件具有以卡合于所述控制站的所述插座的方式构成的基端部和连接于用于接受烙铁芯的手柄的远端部,所述手柄通过所述缆线组件连接于所述控制站,所述至少一个焊接烙铁芯可装拆地插入于手柄内并被供给电力,且包含存储所述烙铁芯固有的信息的存储元件,存储到所述存储元件的烙铁芯特有的所述信息从由烙铁芯编号、烙铁头形状数据、工厂设定温度数据、程序设定温度数据、温度偏差值数据、适用负载次数数据、总通电时间数据、总焊接作业数据以及含铅焊料使用数据构成的组中被选择。
[0326]
(11)所述(10)的系统中,所述烙铁芯的所述存储器要素包含:从由烙铁芯编号、烙铁头形状数据以及工厂设定温度数据构成的组中选择的所述烙铁芯固有的信息的固定数据存储器;以及从由程序设定温度数据、温度偏差值数据、适用负载次数数据、总通电时间数据、总焊接作业数据以及含铅焊料使用数据构成的组中选择的烙铁芯的使用履历特有的信息的可变数据存储器。
[0327]
(12)所述(10)的系统中,所述烙铁芯的所述存储器要素包含:具有包含烙铁芯的编号、烙铁头形状数据的用于所述烙铁芯固有的信息的数据字段的固定数据存储器;以及具有包含被编程的设定温度数据、温度偏差值数据、适用负载次数数据、总通电时间数据、总焊接作业数据以及含铅焊料使用的数据的用于烙铁芯的使用履历特有的信息的数据字段的可变数据存储器。
[0328]
(13)所述(10)的系统中,所述手柄包含加速度传感器,所述加速度传感器通过所述缆线组件向所述控制站输出加速度数据,所述控制站包含使用所述加速度数据监视所述烙铁芯的不使用以及动作的程序,在所述控制站没有接收到来自所述加速度传感器的表示规定时间的动作的信号的情况下,判断为所述烙铁芯没有被使用,降低所述烙铁芯的电力,在所述加速度传感器提供表示所述手柄的自由落下的加速度数据的情况下,所述控制站立即遮断向所述烙铁芯的供电,或者在所述加速度传感器提供的加速度数据表示相对于焊接动作的典型的动作而为用刷子刷的动作的情况下,控制站识别清洁动作。
[0329]
(14)所述(10)的系统中,所述控制站还包括监视供给到所述烙铁芯的电力,基于所述烙铁芯所受的能量负载识别各焊接作业的结束的程序,所述程序向所述存储元件还提供更新被适用的负载次数数据、合计供电时间数据以及合计焊接作业数据中的一个或多个的写入指令。
[0330]
(15)所述(14)的系统中,所述控制站的所述程序向所述主机输出表示各焊接作业结束的烙铁芯使用数据信号。
[0331]
(16)所述(10)的系统还包括被构成为向所述控制站提供温度数据的温度计,所述控制站具有使用来自所述温度计的所述温度数据计算特定的烙铁芯的偏差温度的程序。
[0332]
(17)所述(10)的系统还包括连接于所述控制站的至少一个传感器装置,所述至少一个传感器装置从由温度计、条形码阅读器以及rfid阅读器构成的组中被选择。
[0333]
(18)所述(10)的系统还具有用于扫描所述被焊接的工件的条形码或rfid标签的连接于所述控制站的条形码阅读器或rfid阅读器,所述控制站内的程序可将与工件相关的焊接作业的数据报告给主机。
[0334]
(19)一种使用于焊接系统的控制站,其包括中央处理装置(cpu)和输出接口,其中,所述中央处理装置具有壳体内的动作程序及相关的电路,其中,所述壳体具有包含显示器、控制按钮、电源开关及插座的前板以及包含电源插座、连接器端口、电路基板座的后板,所述电路基板座可接受标准连接器板、转换板、usb连接器板或lan板或用于控制自动化技术的以太网、工业用以太网协议、can、uart及i2c、spi的任一个板中的至少一个,所述输出接口可让所述控制站连接于主机,使得所述控制站向所述主机输出焊接作业数据,并从所述主机接收指令,所述动作程序具有:为了监视烙铁芯的不使用以及移动而利用加速度数据的程序;使用来自外部温度计的温度数据计算特定的烙铁芯的偏差温度的程序;监视传递到烙铁芯的电力,基于烙铁芯经验过的能量负载确定各焊接作业的结束的程序;以及向烙铁芯的存储器要素提供写入指令,发出将被适用的负载次数数据、合计供电时间数据以及合计焊接作业数据写入存储元件的指令的程序。
[0335]
(20)所述(19)的控制站还包括连接于所述cpu来提供来自红外线温度计的温度数据的红外线接收器、用于读取条形码的条形码阅读器以及用于读取rfid数据的rfid阅读器,所述rfid阅读器连接于所述cpu。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1