一种无需补管工序的空调热交换器自动穿管方法及生产线与流程
[0001]
本发明涉及一种空调制备技术,尤其是一种空调热交换器翅片铜管穿管技术,具体地说是一种无需补管工序的空调热交换器自动穿管方法及生产线。
背景技术:
[0002]
传统的空调翅片铜管穿管是依靠人工进行了,为了提高生产效率,降低劳动负荷,提高穿管质量,长期以来人们一直在致力于自动穿管技术,中国专利zl2012102330242公开了一种全自动穿管设备,它开创了中国自主知识产权的自动穿管技术之先河,之后,经过不断的改进,穿管技术不断成熟,中国专利“2019106435211,一种空调热交换器高集成全自动生产设备用定位板交换装置”是一种较为理想的自动穿管技术。但综观上述技术之集成,均因为穿管过程中需要使用定位针,这就必须在穿管结束后利用人工或机械手将定位针拔出进行人工或自动补管,严重影响自动化水平和生产效率的提高,因此取消最后的补管工艺一直是人们仔仔追求的目的。
技术实现要素:
[0003]
本发明的目的是针对现有空调热交换器翅片自动穿管过程中均需要进行人工补管而导致生产效率无法提高,无法实现全自动化的问题,发明一种无需补管工序的自动穿管方法及生产线。
[0004]
本发明的技术方案之一是:一种无需补管工序的空调热交换器自动穿管方法,其特征是包括以下步骤:首先,将翅片堆垛与托盘一起从冲床的冲片工位转移到穿管工作台上,;其次,为每列翅片插入一根定位针,每根定位针的上端均与连接板相连,所有定位针一起插入,同时在连接板的两端各加装一根销钉或带孔销杆;第三,当翅片堆垛通过穿管工作台移动到第一穿管工位时,生产线两侧设置的抬升机构上升将抬升机构上加装的销孔或销钉插入定位针连接板两侧的销钉或带孔销杆中,实现翅片堆垛的纵向定位,然后开始第一排铜管的穿管,穿管时,每列倒u形铜管的排列方向与生产线方向平行,当第一排铜管穿插完毕后,再次使抬升机构下降,移动翅片堆垛到下一排穿管工步,抬升机构再次上升,定位针连接板再次通过销钉销孔实现纵向定位,完成此排铜管的穿插,以此类推直至所有单数排的铜管穿插完成,此处假设定位针穿装在偶数排中,如果定位针穿插在单数排中,则应避开第一排铜管,并在第一穿管工位完成第二、第四排.......及所有偶数排的铜管的穿插;第四,在第一穿管工位完成单数或偶数排铜管的穿插后,将翅片堆垛移入拔定位针工位,将翅片堆垛中的定位针拔出;同时在翅片堆堆的两侧加装防倾倒靠板,防倾倒靠板与翅片堆垛之间应留有间隙;第五,将翅片堆垛移送对第二穿管装置下方,防倾倒靠板与翅片堆垛相对静止。同时,将铜管定位板压在翅片堆垛上,所述的铜管定位板上设有供在第一穿管工位穿装好的至少
两排铜管穿过的定位孔,在铜管定位板压在翅片堆垛上,翅片堆垛实现定位的,第二穿管装置开始对偶数或单数排进行铜管的穿插,每穿插完一排铜管,应抬起铜管定位板以便翅片堆垛移动到下一个穿管位置,然后下压再次定位,直至所有偶数或奇数排的铜管穿插完成;第六,将完成全部穿管工序的翅片堆垛移入下料工位,利用人工或机械手将翅片堆垛搬离生产线,放置翅片堆垛的托盘在举升机构的作用下先上升,然后待返回盘移动到托盘下部后,托盘再次下降落在返回盘上,随返回盘从生产线下部移动到翅片冲床下部,等待接受冲压完成的翅片堆垛进入下一个穿管循环。
[0005]
所述的第一穿管工位和第二穿管工位的穿管排数可根据生产节拍调整。
[0006]
防倾倒靠板安装在工作台导轨两侧,翅片堆垛随托盘移动一个工步,防倾倒靠板向外张开一次,以便于翅片堆垛移动,移动结束后,防倾倒靠板再次靠近翅片堆垛。
[0007]
本发明的技术方案之二是:一种无需补管工序的空调热交换器自动穿管生产线,它包括穿管工作台1,穿管工作台1安装在导轨2上并能在牵引机构的牵引下按生产节拍移动,托盘在穿管过程中是放置在穿管工作台上的,在导轨的末端安装有托盘返回机构,托盘返回机构安装在导轨下部,以便将托盘从导轨末端输送到导轨始端,上升后接收冲床19上的翅片堆垛3;其特征是所述的导轨2上依次安装有定位针插针装置4、第一穿管装置5、定位针拔针装置6、第二穿管装置7和托盘返回机构8,穿管工作台1带动装载有沿导轨纵向排列的翅片堆垛3和托盘移动至定位针插针装置4下方,定位针8插入翅片堆垛,定位针连接板9横向担置在翅片堆垛上3,在定位针连接板9的两端各连接有一个销钉或带孔销杆10,在第一穿管装置5两侧的生产线上各安装有一排设有带孔销杆或销钉11的升降机构12,升降机构12带动带孔销杆或销钉11上升一次实现纵向定位,完成一排铜管的穿管工步后,升降机构12带动带孔销杆或销钉11下降,翅片堆垛移动一个工步后升降机构再次上升,另一个带孔销杆或销钉11再次插入定位针连接板9两端的销钉或带孔销杆10实现再次纵向定位,再次完成一个穿管工步,以此类推,直至第一穿管工位的所有铜管穿插完成;已完成第一工位插管的翅片堆垛移动到定位针拔针装置6下方,将定位针连同定位针连接板一并拔起然后放入返回轨道13并沿返回轨道(与现有技术相同)移动到吸取工位,由定位针插针装置4吸取后供一下个翅片堆垛使用;拔掉定位针的翅片堆垛移动到第二穿管装置7的下方,在第二穿管装置7的下方安装有用于对翅片堆垛进行二次定位的并用于替代定位针的铜管固定板14,所述的铜管固定板14与每列翅片上至少两根已穿好的铜管端部相扣;第二穿管装置7将铜管穿入被铜管固定板14定位好的翅片堆垛中;第二穿管工位穿管结束后,铜管固定板14被提离机构提离翅片堆垛并返回到原始位置,翅片堆垛随托盘移动到托盘返回机构8上,托盘返回机构8两侧的升降抬臂15将托盘1抬起,返回板16移入托盘1下方,待翅片堆垛上的翅片卸装完毕,升降抬臂15下降,托盘1下降到返回板16,返回板16通过牵引装置牵引移动到导轨始端,导轨始端安装的整理定位抬臂17将托盘从返回板上抬离,并放置在冲床接料台18上。
[0008]
在第二穿管装置7下部的导轨两侧各安装有一个防止翅片堆垛散开的防倾倒靠板,该防倾倒靠板在翅片堆垛进行工步移动时自动向外张开以利于其移动。
[0009]
两侧的升降抬臂15一高一低,且在较低侧的升降抬臂一侧安装有防倒护板。
[0010]
本发明的有益效果:本发明从根本上解决了空调散热器翅片的全自动穿管问题,且从根本上缩短了生产线
的长度。
[0011]
本发明彻底改变了原翅片堆垛在生产线上的排列方式,将传统的椣向排列改为纵向排列,也改变的定位针连接板的安装方式。
[0012]
本发明的定位针返回和托盘方式更为简化,易于实现。可根据需要自行设计相应的返回机构和方式。
附图说明
[0013]
图1是本发明的整体轴侧图。
[0014]
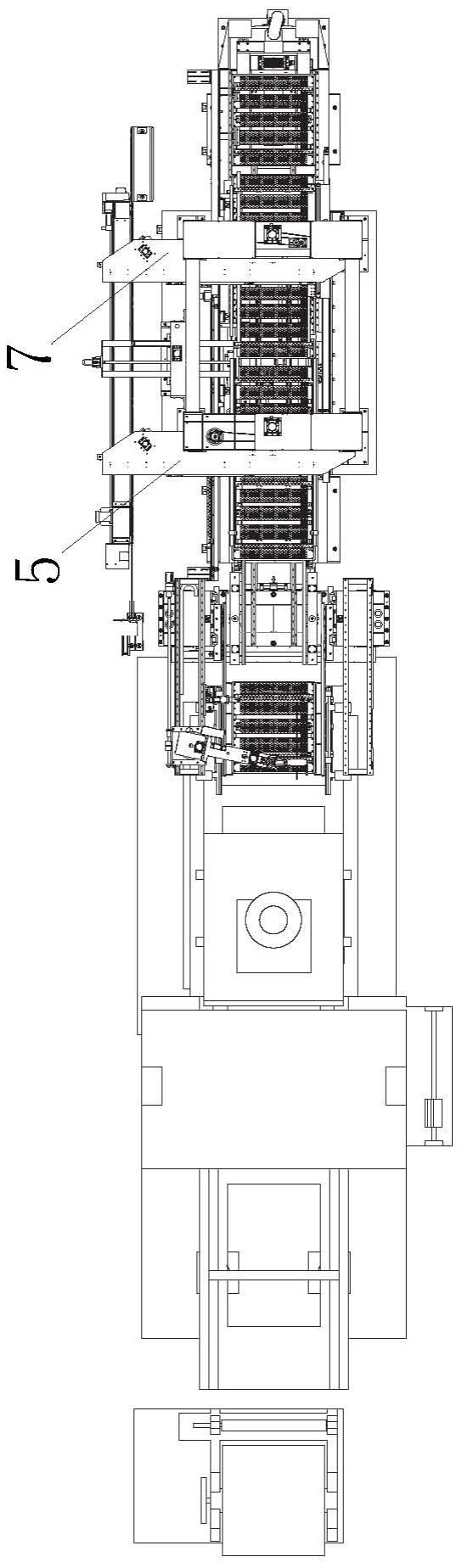
图2是本发明的结构示意图。
[0015]
图2-1是图2的俯视结构示意图。
[0016]
图3是本发明的定位针循环示意图。
[0017]
图4是本发明的插定位针机构示意图。
[0018]
图5是本发明的定位针在生产线上定位结构示意图。
[0019]
图6是本发明的穿管装置的结构示意图。
[0020]
图7是本发明的托盘循环机构示意图。
[0021]
图8是本发明的托盘返回机构示意图。
[0022]
图9是本发明的铜管固定板的结构示意图。
[0023]
图10是图9的a-a剖视图。
[0024]
图中:20为滚轮,21为铜管,22为穿管夹送器上,23为穿管夹送器下,24为托盘返回机构上层。25为托盘返回机构下层。
具体实施方式
[0025]
下面结合附图和实施例对本发明作进一步的说明。
[0026]
实施例一。
[0027]
如图2所示。
[0028]
一种无需补管工序的空调热交换器自动穿管方法,包括以下步骤:首先,将翅片堆垛与托盘一起从冲床的冲片工位转移到穿管工作台上;其次,为每列翅片插入一根定位针,每根定位针的上端均与连接板相连,所有定位针一起插入,同时在连接板的两端各加装一根销钉或带孔销杆;第三,当翅片堆垛移动到第一穿管工位时,生产线两侧设置设置的抬升机构上升将反升机构上加装的销孔或销钉插入定位针连接板两侧的销钉或带孔销杆中,实现翅片堆垛的纵向定位,然后开始第一排铜管的穿管,穿管时,每列倒u形铜管的平面与生产线方向平行,当第一排铜管穿插完毕后,再次使抬升机构下降,移动翅片堆垛到第三排穿管工位,抬升机构再次上升,定位针连接板再次通过销钉销孔实现纵向定位,完成第三排铜管的穿插,以此类推直至所有单数排的铜管穿插完成,此处假设定位针穿装在偶数排中,如果定位针穿插在单数排中,则应避开第一排铜管,并在第一穿管工位完成第二、第四排.......及所有偶数排的铜管的穿插;所述的第一穿管工位和第二穿管工位的穿管排数可根据生产节拍调整。但以各分担50%穿管任务为佳,以延长穿管装置的使用寿命。定位针连接板上抬时,依靠第一穿管装置的压管头压住翅片堆垛。
[0029]
第四,在第一穿管工位完成单数或偶数排铜管的穿插后,将翅片堆垛移入拔定位针工位,将翅片堆垛中的定位针拔出;同时在翅片堆堆的两侧加装防倾倒靠板,防倾倒靠板与翅片堆垛之间应留有间隙;防倾倒靠板安装在工作台导轨两侧,翅片堆垛随托盘移动一个工步,防倾倒靠板向外张开一次,以便于翅片堆垛移动,移动结束后,防倾倒靠板再次靠近翅片堆垛。
[0030]
第五,将翅片堆垛移送对第二穿管装置下方,防倾倒靠板与翅片堆垛相对静止,同时,将铜管定位板压在翅片堆垛上,所述的铜管定位板上设有供在第一穿管工位穿装好的至少一排铜管穿过的定位孔,在铜管定位板压在翅片堆垛上,翅片堆垛实现定位的,第二穿管装置开始对偶数或单数排进行铜管的穿插,每穿插完二排铜管,应抬起铜管定位板以便翅片堆垛移动到下一个穿管位置,然后下压再次定位,直至所有偶数或奇数排的铜管穿插完成;第六,将完成全部穿管工序的翅片堆垛移入下料工位,利用人工或机械手将翅片堆垛搬离生产线,放置翅片堆垛的托盘在举升机构的作用下先上升,然后待返回盘移动到托盘下部后,托盘再次下降落在返回盘上,随返回盘从生产线下部移动到翅片冲床下部,等待接受冲压完成的翅片堆垛进入下一个穿管循环。
[0031]
实施例二。
[0032]
如图1-10所示。
[0033]
一种无需补管工序的空调热交换器自动穿管生产线,其立体结构如图1所示,它包括穿管工作台1,穿管工作台1安装在导轨2上并能在牵引机构的牵引下按生产节拍移动,在导轨的末端安装有托盘返回机构,托盘返回机构安装在导轨下部,以便将托盘从导轨末端输送到导轨始端,上升后接收冲床19上的翅片堆垛3;所述的导轨2上依次安装有定位针插针装置4、第一穿管装置5、定位针拔针装置6、第二穿管装置7和托盘返回机构8,如图2、3所示,穿管工作台1带动装载有沿导轨纵向排列的翅片堆垛3和托盘移动至定位针插针装置4下方,定位针8插入翅片堆垛,定位针连接板9横向担置在翅片堆垛上3,在定位针连接板9的两端各连接有一个销钉或带孔销杆10(如图5),销孔及其固定板上下移动,将销钉套入。长定位针是穿入翅片孔中,每列翅片均有一根长定位针,定位针连接板将所有长定位针连接在一起,防止散开。在第一穿管装置5(可采用如图6所示的结构,铜管夹在夹送器的夹爪中,上下夹送器开合,将铜管穿入翅片中。也可参见中国专利201910475868x,一种长u型铜管穿管装置)两侧的生产线上各安装有一排设有带孔销杆或销钉11的升降机构12,升降机构12带动带孔销杆或销钉11上升一次实现纵向定位,完成一排铜管的穿管工步后,升降机构12带动带孔销杆或销钉11下降,翅片堆垛移动一个工步后升降机构再次上升另一个带孔销杆或销钉11再次插入定位针连接板9两端的销钉或带孔销杆10实现再次纵向定位,再次完成一个穿管工步,以此类推,直至第一穿管工位的所有铜管穿插完成;已完成第一工位插管的翅片堆垛移动到定位针拔针装置6(与现有生产线上的拔针装置相同或相近似)下方,将定位针连同定位针连接板一并拔起然后放入返回轨道13并沿返回轨道(与现有技术相同)移动到吸取工位,由定位针插针装置4吸取后供一下个翅片堆垛使用;拔掉定位针的翅片堆垛移动到第二穿管装置7(与第一穿管装置5结构完全相同)的下方,在第二穿管装置7的一侧安装有用于对翅片堆垛进行二次定位的并用于替代定位针的铜管固定板14,所述的铜管固定板14(如图9-10所示)与每列翅片上至少两根已穿好的铜管端部相扣;第二穿管装置7将
铜管穿入被铜管固定板14定位好的翅片堆垛中;第二穿管工位穿管结束后,铜管固定板14被提离机构提离翅片堆垛并返回到原始位置,翅片堆垛随托盘移动到托盘返回机构8上,托盘返回机构8两侧的升降抬臂15将穿管工作台1抬起,返回板16移入穿管工作台1下方,待翅片堆垛上的翅片卸装完毕,升降抬臂15下降,穿管工作台1下降到返回板16,返回板16通过牵引装置牵引移动到导轨始端,导轨始端安装的整理定位抬臂17将托盘从返回板上抬离,并放置在冲床接料台18上。所述的第二穿管装置7下部的导轨两侧各安装有一个防止翅片堆垛散开的防倾倒靠板,该防倾倒靠板在翅片堆垛进行工步移动时自动向外张开以利于其移动。两侧的升降抬臂15一高一低,且在较低侧的升降抬臂一侧安装有防倒护板。如图7、8所示,托盘的返回分上下两层,上层为穿管工作台面,翅片堆垛在此面上进行穿管。托盘返回机构在工作台面的下方,空托盘在下料工位下降,经其运输到生产线开始端。在最后的下料工位,升降抬臂通过丝杠27、电机28驱动抬起整个翅片堆垛沿垂直导轨26上下移动,穿完管的翅片被人工或机器人取走,留下空的托盘。升降抬臂下降后,托盘落在了返回板上,返回板通过钢丝牵引(或同步带,或齿轮齿条,或电机丝杠等)移动到生产线的最开始端,整理定位抬臂将托盘从返回板上抬离,并放置在冲床接料台的工位上,进行下一个翅片堆垛的接料。升降抬臂的台面不是水平的,而是有一定的斜度,抬起整个翅片堆垛时使翅片堆垛向靠板一侧倾倒,防止翅片向下料方向倒下。铜管固定板只安装在第二穿管工位,铜管固定板对每列翅片,至少定位两根铜管,来保证翅片相对于铜管固定板之间的位置精度,穿管夹送器将铜管穿入已定位好的翅片中。
[0034]
当第一穿管工位的翅片堆垛冲好了之后,插定位针机构将定位针从返回轨道上吸取,并插入到翅片堆垛中,定位针跟着翅片堆垛一起运动,并在第一穿管工位充当定位作用,辅助穿管;在中间工位,拔定位针机构将定位针拔出,放在返回轨道上,定位针通过其上的滚轮通过一定的动力,在返回轨道上滚动,将定位针移动到吸取位置。
[0035]
详述如下:1.第一穿管工位的翅片堆垛定位方式:(1)通过翅片堆垛上的定位针来定位,定位针的两端有销钉,销钉插入到工作台两侧的销孔里,进行定位。如图3所示。
[0036]
(2)工作台两侧的销孔为两排销孔,每侧一排;翅片堆垛向前移动,每向前移动一根铜管的距离,则定位针的销钉一起向前移动,到位后插入到正下方的销孔中。
[0037]
(3)工作台两侧的销孔是可以垂直上下移动的,当翅片堆垛移动时,销孔向下移动脱离销钉(销钉头是垂直朝下安装);当翅片堆垛到位后,销孔向上套入销钉,进行定位。
[0038]
2.第二穿管工位的翅片堆垛定位方式:(1)在中间工位,定位针被拔走后,翅片堆垛会向两侧散开。
[0039]
(2)在工作台两侧安装有防倒靠板,防倒靠板之间的距离为翅片堆垛的宽度,(3)在翅片堆垛移动过程中,防倒靠板向外则张开,之间的间距略大于翅片堆垛,方便翅片移动而划伤翅片。
[0040]
(4)防倒靠板不是用于精确定位的,是防止翅片堆垛在穿管或移动时散掉的辅助机构。
[0041]
(5)穿管机构下方的铜管固定板是用于穿管时的精确定位(6)铜管固定板向下降,将翅片堆垛上已经穿入的铜管套入其中的u型槽中,通过铜管
定位翅片,然后穿管夹送器将铜管穿入翅片上空出的孔。
[0042]
(7)铜管固定板每次至少套入两排铜管,保证定位的精确性.本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1