一种采用搅拌摩擦技术的五金工具焊接方法与流程
[0001]
本发明涉及五金工具焊接技术领域,具体是一种采用搅拌摩擦技术的五金工具焊接方法。
背景技术:
[0002]
搅拌摩擦焊是英国焊接研究所于1991年发明的专利焊接技术。除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接,因而在众多行业中得到了快速发展与广泛应用。
[0003]
与常规的摩擦焊相似,搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(weldingpin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化,同时对材料进行搅拌摩擦来完成焊接的。在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。但是,搅拌摩擦焊技术中必然产生大量热量,热量不及时散出的话必然会影响焊接质量,为了获得更好的焊接质量,除了改进设备外,还需对焊接工艺进行改进。
技术实现要素:
[0004]
本发明的目的在于提供一种采用搅拌摩擦技术的五金工具焊接方法,以解决现有技术中的问题。
[0005]
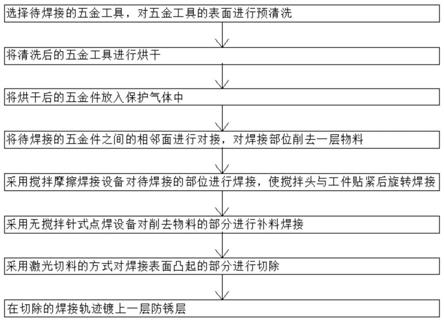
为实现上述目的,本发明提供如下技术方案:一种采用搅拌摩擦技术的五金工具焊接方法,包括以下步骤:s1:预处理:选择待焊接的五金工具,对五金工具的表面进行预清洗;s2:烘干:将清洗后的五金工具进行烘干;s3:将烘干后的五金件放入保护气体中;s4:对接:将待焊接的五金件之间的相邻面进行对接,对焊接部位削去一层物料;s5:采用搅拌摩擦焊接设备对待焊接的部位进行焊接,使搅拌头与工件贴紧后旋转焊接;s6:采用无搅拌针式点焊设备对步骤s4中削去物料的部分进行补料焊接;s7:采用激光切料的方式对焊接表面凸起的部分进行切除;s8:在切除的焊接轨迹镀上一层防锈层。
[0006]
优选的,所述所述步骤s1中的五金工具的预清洗是采用高压喷头对五金工具表面进行清洗,在清洗之前需要采用抛光轮或磨砂轮对待焊接的工件进行表面处理,去除油污和杂质,提高表面光洁度。
[0007]
优选的,所述步骤s2中的五金工具的烘干是将五金工具放入烘干室内通过热风进行烘干。
[0008]
优选的,所述步骤s3中的保护气体采用氦气或氮气或氩气中的一种或几种。
[0009]
优选的,所述步骤s5中搅拌摩擦焊接设备搅拌轨迹的宽度小于被削去的物料的宽度。
[0010]
优选的,所述步骤s6补料用的材料使用步骤s4中削去的物料。
[0011]
优选的,所述步骤s6中无搅拌针式搅拌设备焊接轨迹的宽度等于被削去的物料的宽度。
[0012]
优选的,所述步骤s8中防锈层包括磷酸400-500份,乙酸100-150份,磷酸铁150-250份,丙二醇5-15份,碳酸钾15-25份,环氧乙烷30-50份,所述防锈层的顶面与待焊接的工件的表面齐平。
[0013]
与现有技术相比,本发明的有益效果是:采用搅拌摩擦后表面会有一定的飞边以及表面粗糙的问题,先挖去一层薄薄的物料,焊接完毕后,利用无搅拌针式的焊接装置对焊接部位进行补料处理,可以避免飞边的产生,再镀上一层防锈层,能够保持焊接处表面的光滑,从而获得了更好的焊接质量;在焊接之前将工件置入保护气体中,使得整个焊接过程没有任何的氧气进入焊接部分,从而进一步地防止焊接部分在日后使用过程中发生氧化的现象。
附图说明
[0014]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1为本发明实施例一的流程图。
[0015]
图2为本发明实施例二的流程图。
具体实施方式
[0016]
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
[0017]
实施例一请参阅图1,本发明实施例中,一种采用搅拌摩擦技术的五金工具焊接方法,包括以下步骤:s1:预处理:选择待焊接的五金工具,对五金工具的表面进行预清洗;s2:烘干:将清洗后的五金工具进行烘干;s3:将烘干后的五金件放入保护气体中;s4:对接:将待焊接的五金件之间的相邻面进行对接,对焊接部位削去一层物料;s5:采用搅拌摩擦焊接设备对待焊接的部位进行焊接,使搅拌头与工件贴紧后旋转焊接;
s6:采用无搅拌针式点焊设备对步骤s4中削去物料的部分进行补料焊接;s7:采用激光切料的方式对焊接表面凸起的部分进行切除;s8:在切除的焊接轨迹镀上一层防锈层。
[0018]
优选的,所述所述步骤s1中的五金工具的预清洗是采用高压喷头对五金工具表面进行清洗,在清洗之前需要采用抛光轮或磨砂轮对待焊接的工件进行表面处理,去除油污和杂质,提高表面光洁度。
[0019]
优选的,所述步骤s2中的五金工具的烘干是将五金工具放入烘干室内通过热风进行烘干。
[0020]
优选的,所述步骤s3中的保护气体采用氦气或氮气或氩气中的一种或几种。
[0021]
优选的,所述步骤s5中搅拌摩擦焊接设备搅拌轨迹的宽度小于被削去的物料的宽度。
[0022]
优选的,所述步骤s6补料用的材料使用步骤s4中削去的物料。
[0023]
优选的,所述步骤s6中无搅拌针式搅拌设备焊接轨迹的宽度等于被削去的物料的宽度。
[0024]
优选的,所述步骤s8中防锈层包括磷酸400-500份,乙酸100-150份,磷酸铁150-250份,丙二醇5-15份,碳酸钾15-25份,环氧乙烷30-50份,所述防锈层的顶面与待焊接的工件的表面齐平。
[0025]
本发明的工作原理是:选择待焊接的五金工具,对五金工具的表面进行预清洗;将清洗后的五金工具进行烘干;将烘干后的五金件放入保护气体中;将待焊接的五金件之间的相邻面进行对接,对焊接部位削去一层物料;采用搅拌摩擦焊接设备对待焊接的部位进行焊接,使搅拌头与工件贴紧后旋转焊接;采用无搅拌针式点焊设备对步骤s4中削去物料的部分进行补料焊接;采用激光切料的方式对焊接表面凸起的部分进行切除;在切除的焊接轨迹镀上一层防锈层。
[0026]
实施例二请参阅图2,本发明实施例中,一种采用搅拌摩擦技术的五金工具焊接方法,包括以下步骤:s1:预处理:选择待焊接的五金工具,对五金工具的表面进行预清洗;s2:烘干:将清洗后的五金工具进行烘干;s3:将烘干后的五金件放入保护气体中;s4:对接:将待焊接的五金件之间的相邻面进行对接,对焊接部位削去一层物料;s5:采用搅拌摩擦焊接设备对待焊接的部位进行焊接,使搅拌头与工件贴紧后旋转焊接;s6:采用无搅拌针式点焊设备对步骤s4中削去物料的部分进行补料焊接;s7:采用激光切料的方式对焊接表面凸起的部分进行切除。
[0027]
优选的,所述所述步骤s1中的五金工具的预清洗是采用高压喷头对五金工具表面进行清洗,在清洗之前需要采用抛光轮或磨砂轮对待焊接的工件进行表面处理,去除油污和杂质,提高表面光洁度。
[0028]
优选的,所述步骤s2中的五金工具的烘干是将五金工具放入烘干室内通过热风进行烘干。
[0029]
优选的,所述步骤s3中的保护气体采用氦气或氮气或氩气中的一种或几种。
[0030]
优选的,所述步骤s5中搅拌摩擦焊接设备搅拌轨迹的宽度小于被削去的物料的宽度。
[0031]
优选的,所述步骤s6补料用的材料使用步骤s4中削去的物料。
[0032]
优选的,所述步骤s6中无搅拌针式搅拌设备焊接轨迹的宽度等于被削去的物料的宽度。
[0033]
本发明的工作原理是:选择待焊接的五金工具,对五金工具的表面进行预清洗;将清洗后的五金工具进行烘干;将烘干后的五金件放入保护气体中;将待焊接的五金件之间的相邻面进行对接,对焊接部位削去一层物料;采用搅拌摩擦焊接设备对待焊接的部位进行焊接,使搅拌头与工件贴紧后旋转焊接;采用无搅拌针式点焊设备对步骤s4中削去物料的部分进行补料焊接;采用激光切料的方式对焊接表面凸起的部分进行切除;在切除的焊接轨迹镀上一层防锈层。
[0034]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1