一种医疗用高强度TC4钛合金超细晶丝材加工方法与流程
一种医疗用高强度tc4钛合金超细晶丝材加工方法
技术领域
[0001]
本发明属于钛合金材料加工技术领域,尤其涉及一种医疗用高强度tc4钛合金超细晶丝材加工方法。
背景技术:
[0002]
目前:钛合金是目前世界范围内人体植入物中应用最广泛,成本最经济的一种有色金属材料,其中tc4牌号的钛合金是医疗有钛合金中最主要的一个分支,其具有优异的力学性能,耐腐蚀性能以及良好的生物相容性,目前已在国内外临床医学上占有重要的地位。克氏针是一种骨科常用的内固定材料,用于固定短小骨折或撕脱骨折等应力不大的骨折固定,也常被用在骨科手术中临时骨折块的固定中。由于广泛应用,克氏针的使用直径逐渐增加到0.8~2毫米,随着外固定支架的,配合外固定锁钉来固定骨盆骨折、跟骨骨折等应急较大的骨折。钛合金克氏针的人体排异性小,伤口愈合效果优于不锈钢克氏针。
[0003]
目前,医用tc4钛合金高强度克氏针丝材的加工及研究未见报导,国内临床应用依赖进口,价格相对昂贵。由于这种用途的克氏针丝材抗拉强度一般要求在1200mpa以上,制备流程长,工艺复杂,加工难度大。
[0004]
通过上述分析,现有技术存在的问题及缺陷为:
[0005]
现有的医用tc4钛合金高强度克氏针丝材的制备流程长,工艺复杂,加工难度大,造成主要依赖进口,成本偏高。
[0006]
解决以上问题及缺陷的难度为:克氏针强度很难达到1200mpa,同时延伸率需要达到10%以上,主要存在加工工艺难以实现,在加工过程中丝材易发生吸h现象,造成h超标。
[0007]
解决以上问题及缺陷的意义为:原有工艺未增加除氢工艺,同时拉拔变形量没有系统设计,通过新的加工工艺,产品的力学性能将超过进口产品,达到国际领先水平,解决了国内医疗市场超高强度克氏针全部依靠进行的现象。
技术实现要素:
[0008]
针对现有技术存在的问题,本发明提供了一种医疗用高强度tc4钛合金超细晶丝材加工方法。
[0009]
本发明是这样实现的,一种医疗用高强度tc4钛合金超细晶丝材加工方法,所述医疗用高强度tc4钛合金超细晶丝材加工方法包括:
[0010]
坯料选取:选取材料参数满足植入物要求的钛合金轧条;
[0011]
坯料加工:在相变点以下对得到的拉拔坯料采用管式电阻炉通过式加热,采用石墨乳液润滑,并进行多道次热拉拔;
[0012]
坯料除氢:对得到的坯料进行扒皮工序,进行真空退火工序,将坯料内的氢含量降低到0.001%以下;
[0013]
控温拉拔:采用管式电阻炉通过式加热,对得到的光丝坯料进行氧化及控温拉拔,制得盘卷黑皮丝材;
[0014]
精整:对得到的盘卷黑皮丝材进行热处理及轿直,定尺下断后进行磨削,得到高强度tc4钛合金超细晶丝材。
[0015]
进一步,所述钛合金轧条为φ8~φ10mm ti6al4v钛合金轧条。
[0016]
进一步,选取的坯料经过至少一次相变点以上150~200℃的锻造,一次相变点以下20~50℃的开批轧制,一次相变点以下60~100℃的二火轧制。已获得良好的两相区加工组织,使晶粒细小等轴化。
[0017]
进一步,热拉拔加热温度为相变点以下150℃~200℃。
[0018]
进一步,热拉拔道次为6~20道次,每道次变形量为10%~20%。使棒材晶粒更细小,通过变形获得更高的力学性能
[0019]
进一步,对坯料进行扒皮的祛除量控制在单边0.02~0.05mm。
[0020]
进一步,真空退火的工艺要求为700~750℃,保温2~5h,真空度优于2.0
×
10-3
pa;将坯料内的氢含量降低到0.001%以下。
[0021]
进一步,氧化加热温度为相变点以下150~200℃;
[0022]
控温拉拔的加热温度为相变点以下200℃~400℃,累计变形量为60%~80%;通过大的拉拔变形量,弥补除氢退火造成的性能损失,已达到高强度的要求。
[0023]
热处理温度为700~870℃,保温时间5~30min。
[0024]
本发明的另一目的在于提供一种由所述医疗用高强度tc4钛合金超细晶丝材加工方法制造的tc4钛合金超细晶丝材。
[0025]
本发明的另一目的在于提供一种由所述tc4钛合金超细晶丝材制造的克氏针。
[0026]
结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明通过扒皮工艺、除氢工艺来控制丝材的氢含量,通过加热温度、除氢温度时间、道次变形量、总变形量来控制丝材的组织及性能,通过热处理工艺来控制丝材的直线度和性能,采用本发明方法制备得到tc4钛合金超细晶丝材,比常规拉拔工艺得到的丝材强度更高,组织更均匀,且晶粒更细小,可满足ettc2评级图a1级,抗拉强度将达到1200mpa以上,屈服强度1100mpa以上,伸长率达到10%以上,其他各项性能也达到了gb/t13810-2017外科植入物用tc4丝材的标准要求。
[0027]
本发明方法能够生产出φ0.5~φ2mm组织均匀的超细晶tc4丝材。比常规轧制工艺生产的丝材组织更细小、更均匀,强度更高,晶粒度达到0.1um~1um级别。
附图说明
[0028]
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
[0029]
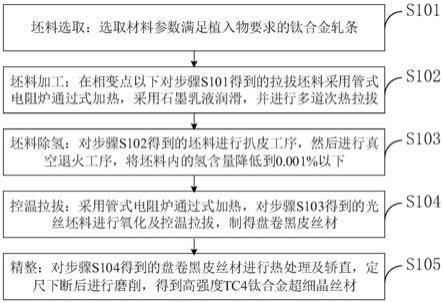
图1是本发明实施例提供的医疗用高强度tc4钛合金超细晶丝材加工方法流程图。
[0030]
图2是本发明实施例提供的实施例1制备得到的高强度tc4钛合金超细晶丝材的横向组织高倍图。
[0031]
图3是本发明实施例提供的实施例2制备得到的高强度tc4钛合金超细晶丝材的横向组织高倍图。
[0032]
图4是本发明实施例提供的制备得到的高强度tc4钛合金超细晶丝材的各项力学性能图。
具体实施方式
[0033]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0034]
针对现有技术存在的问题,本发明提供了一种医疗用高强度tc4钛合金超细晶丝材加工方法,下面结合附图对本发明作详细的描述。
[0035]
如图1所示,本发明实施例提供的医疗用高强度tc4钛合金超细晶丝材加工方法包括:
[0036]
s101,坯料选取:选取材料参数满足植入物要求的钛合金轧条;
[0037]
s102,坯料加工:在相变点以下对步骤s101得到的拉拔坯料采用管式电阻炉通过式加热,采用石墨乳液润滑,并进行多道次热拉拔;
[0038]
s103,坯料除氢:对步骤s102得到的坯料进行扒皮工序,然后进行真空退火工序,将坯料内的氢含量降低到0.001%以下;
[0039]
s104,控温拉拔:采用管式电阻炉通过式加热,对步骤s103得到的光丝坯料进行氧化及控温拉拔,制得盘卷黑皮丝材;
[0040]
s105,精整:对步骤s104得到的盘卷黑皮丝材进行热处理及轿直,定尺下断后进行磨削,得到高强度tc4钛合金超细晶丝材。
[0041]
实施例1:
[0042]
步骤1,选取经过两火轧制,轧制的总变形量达到99.2%,φ9.5mmti6al4v钛合金轧条为坯料。
[0043]
步骤2,对步骤1得到的坯料采用管式电阻炉通过式加热,采用石墨乳液润滑,相变点以下180℃,道次拉拔减径0.5mm,拉拔到φ8mm,通过无心车扒皮机对坯料外表面祛除,车至φ7.5mm,进行超声波探伤,及表面检验,剪掉不合部分,得到合格的拉拔光亮面拉拔坯料,采用管式电阻炉通过式加热,采用石墨乳液润滑,相变点以下160℃~180℃进行10道次热拉拔,每道次变形量为10%~20%,拉拔至φ3.6mm。
[0044]
步骤3,对步骤2得到的黑皮坯料,扒皮至φ3.55mm,进行真空退火处理,750℃,保温3h,真空度优于2.0
×
10-3
pa。
[0045]
步骤4,对步骤3得到的坯料,采用管式电阻炉通过式加热进行氧化,氧化温度控制在相变点以下180℃,氧化速度1m/min,进行控温拉拔,控温拉拔的累计变形量为63%,控温拉拔开始拉拔的18%变形量,温度为相变点以下210℃;出成品前的26%变形量,温度为相变点以下330℃,拉拔至φ2.15mm。
[0046]
步骤5,对步骤4得到的盘卷黑皮丝材进行热处理及轿直,热处理温度为800℃,保温时间10min,热处理后进行定尺下断,后进行磨削,得到φ2.0mm的高强度tc4钛合金超细晶丝材。
[0047]
实施例2:
[0048]
步骤1,选取经过两火轧制,轧制的总变形量达到99.3%,φ9mmti6a14v钛合金轧
条为坯料。
[0049]
步骤2,对步骤1得到的坯料采用管式电阻炉通过式加热,采用石墨乳液润滑,相变点以下170℃,道次拉拔减径0.5mm,拉拔到φ8mm,通过无心车扒皮机对坯料外表面祛除,车至φ7.5mm,进行超声波探伤,及表面检验,剪掉不合部分,得到合格的拉拔光亮面拉拔坯料,采用管式电阻炉通过式加热,采用石墨乳液润滑,相变点以下170℃~190℃进行13道次热拉拔,每道次变形量为10%~20%,拉拔至φ3.0mm。
[0050]
步骤3,对步骤2得到的黑皮坯料,扒皮至φ2.95mm,进行真空退火处理,730℃,保温3h,真空度优于2.0
×
10-3
pa。
[0051]
步骤4,对步骤3得到的坯料,采用管式电阻炉通过式加热进行氧化,氧化温度控制在相变点以下200℃,氧化速度1.5m/min,进行控温拉拔,控温拉拔的累计变形量为70%,控温拉拔开始拉拔的22%变形量,温度为相变点以下220℃;出成品前的29%变形量,温度为相变点以下350℃,拉拔至φ1.6mm。
[0052]
步骤5,对步骤4得到的盘卷黑皮丝材进行热处理及轿直,热处理温度为780℃,保温时间8min,热处理后进行定尺下断,后进行磨削,得到φ1.5mm的高强度tc4钛合金超细晶丝材。
[0053]
实施例3:
[0054]
步骤1,选取经过两火轧制,轧制的总变形量达到99.4%,φ8.3mmti6a14v钛合金轧条为坯料。
[0055]
步骤2,对步骤1得到的坯料采用管式电阻炉通过式加热,采用石墨乳液润滑,相变点以下175℃,道次拉拔减径0.5mm,拉拔到φ7.4mm,通过无心车扒皮机对坯料外表面祛除,车至φ6.9mm,进行超声波探伤,及表面检验,剪掉不合部分,得到合格的拉拔光亮面拉拔坯料,采用管式电阻炉通过式加热,采用石墨乳液润滑,相变点以下180℃~210℃进行18道次热拉拔,每道次变形量为10%~20%,拉拔至φ2.0mm。
[0056]
步骤3,对步骤2得到的黑皮坯料,扒皮至φ1.95mm,进行真空退火处理,720℃,保温3h,真空度优于2.0
×
10-3
pa。
[0057]
步骤4,对步骤3得到的坯料,采用管式电阻炉通过式加热进行氧化,氧化温度控制在相变点以下220℃,氧化速度2m/min,进行控温拉拔,控温拉拔的累计变形量为78.6%,控温拉拔开始拉拔的28%变形量,温度为相变点以下220℃;出成品前的39%变形量,温度为相变点以下380℃,拉拔至φ0.9mm。
[0058]
步骤5,对步骤4得到的盘卷黑皮丝材进行热处理及轿直,热处理温度为730℃,保温时间5min,热处理后进行定尺下断,后进行磨削,得到φ0.8mm的高强度tc4钛合金超细晶丝材。
[0059]
图2和图3分别为实施例2和3中采用本发明方法制备得到的高强度tc4钛合金超细晶丝材的横向组织高倍图,从图中可以看出丝材的横向组织均匀。
[0060]
图4是本发明方法制备得到的高强度tc4钛合金超细晶丝材的各项力学性能图,从图中可以看出其各项力学性能都达到了标准要求。
[0061]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1