用于涡轮增压器阀总成焊接的限位装置及产品检测方法与流程
[0001]
本发明涉及汽车零件加工领域,尤其是涉及用于涡轮增压器阀总成焊接的限位装置及产品检测方法。
背景技术:
[0002]
阀总成,作为汽车涡轮增压器中的配件产品,关乎到涡轮增压运行中的气密性,显得尤为重要,阀总成在依次装配完成后需要对其进行激光焊接、物理性检测而成为最终的产品。
[0003]
在激光焊接过程中,对阀总成传统的固定方式为:通过人工拧动、按压等方式,将其固定在激光台机上,再对阀总成零件之间的间隙做焊接处理;待焊接完毕后,通过物理性检测工具对阀总成零件之间的间隙进行检测,要求间隙控制在0.20mm~0.35mm之间,即允许的公差值为0.15mm。而传统焊接方式存在一些弊端:1、人工拧动、按压,其手上的力度大小无法精准控制,即阀总成零件之间的配合间隙无法均衡,导致阀总成上的零部件变形,尤其是其内部的弹性部件,最终焊接后的产品尺寸有偏差,次品率较高;2、长时间的拧动、按压等操作,无形中加大了工作强度,使得工作人员难免不会出现疲乏状态,极易导致阀总成产品滑脱,发生安全事故,安全性较差。
技术实现要素:
[0004]
本发明的目的在于提供用于涡轮增压器阀总成焊接的限位装置及产品检测方法,克服现有技术的缺陷,解决人工拧动、按压,其手上的力度大小无法精准控制,导致阀总成上零部件变形,产品尺寸有偏差,次品率较高的问题,同时解决了长时间拧动、按压等操作导致工作强度大,极易导致阀总成产品滑脱,发生安全事故的问题。
[0005]
为了达到上述目的,本发明采用了以下技术方案:用于涡轮增压器阀总成焊接的限位装置,包括底板,所述底板上螺栓固定有竖直的气缸且其顶杆朝上,所述顶杆顶部焊接有条形压块;所述气缸右侧的底板上螺栓固定有限位台,所述限位台顶部中心处设有限位凹槽,限位凹槽内置有阀总成;当条形压块活动端水平转动至阀总成正上方时,顶杆下拉条形压块,位于条形压块底部且螺栓连接的限位柱抵在限位台左侧顶面上,此时条形压块活动端底部平面与阀总成顶面过盈配合。
[0006]
进一步地,所述阀总成包括阀底座、阀片、阀垫圈,所述阀底座呈锥形台状且顶部平面中心处一体式连接有竖直的套柱,所述阀片中心上下贯穿有第一通孔,阀垫圈中心上下均贯穿有第二通孔,所述第一通孔、第二通孔均与套柱相匹配,所述套柱依次由下至上穿过第一通孔、第二通孔;所述条形压块活动端上下贯穿有通光孔,当条形压块活动端水平转动至阀垫圈正上方时,通光孔的竖直中心线与套柱竖直中心线重合。
[0007]
进一步地,所述通光孔的内径小于阀垫圈的外径且大于套柱的外径。
[0008]
进一步地,所述阀片顶部中心处设有凹槽,凹槽内嵌入有弹簧垫圈,所述阀垫圈底部设有向下的凸起m且与凹槽相匹配;当条形压块活动端水平转动至阀垫圈正上方且向下挤压阀垫圈时,凸起m嵌入凹槽中并挤压弹簧垫圈,使得条形压块活动端底部平面与阀垫圈顶面过盈配合。
[0009]
进一步地,所述阀片呈“l型”状,由阀板、阀臂一体式连接而成,所述阀板与阀臂连接处设有一圈环形的凸起n;所述限位台右侧顶面上设有竖直向上的水平凸台a,后侧顶面上设有竖直向上的水平凸台b,所述水平凸台a与水平凸台b之间留有限位卡槽,所述限位卡槽与凸起n相匹配。
[0010]
进一步地,所述水平凸台b位于限位台右后侧顶面上,且水平凸台b左侧顶面上设有竖直向上的限位凸台c。
[0011]
进一步地,当条形压块活动端水平转动至阀垫圈正上方时,阀底座刚好嵌入于限位凹槽内,阀板右侧刚好担置在水平凸台a上,凸起n刚好嵌入于限位卡槽内,阀臂刚好担置在水平凸台b上,此时阀臂左侧刚好抵在限位凸台c右侧面上。
[0012]
进一步地,所述限位台左后侧顶面上螺纹连接有竖直的限位销,所述当条形压块活动端水平转动至阀垫圈正上方时,限位销上端部刚好抵在条形压块侧面a上。
[0013]
用于涡轮增压器阀总成的产品检测方法,还包括检验片,其由通规和止规及手持板组成,s1:产品安置:将阀总成放置于限位凹槽内,并启动气缸,水平转动条形压块活动端至阀垫圈的正上方;s2:位置限定:控制气缸,使其顶杆下拉条形压块,使得限位柱抵在限位台左侧顶面上,此时条形压块活动端底部平面下压阀垫圈,使得阀垫圈底部凸起挤压弹簧垫圈;s3:激光焊接:激光经过通光孔并对衔接区域进行焊接,焊接完成后取下阀总成;s4:产品检测:将通规和止规分别插入阀垫圈与阀板之间的间隙进行检测,若此间隙可插入止规而不能插入通规,则阀总成为合格产品,反之不合格。
[0014]
与现有技术相比,本发明的有益效果是:一、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,当条形压块活动端水平转动至阀总成正上方时,顶杆下拉条形压块,位于条形压块底部且螺栓连接的限位柱抵在限位台左侧顶面上,此时条形压块活动端底部平面与阀垫圈顶面过盈配合,这样可精准的将阀垫圈与阀板之间的间隙控制在特定数值范围之内。
[0015]
二、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,当条形压块活动端水平转动至阀垫圈正上方时,通光孔的竖直中心线与套柱竖直中心线重合,且通光孔的内径小于阀垫圈的外径且大于套柱的外径,这样保证条形压块下压时,精准的按压阀垫圈,不会触碰到套柱或踩空阀垫圈。
[0016]
三、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,当条形压块活动端水平转动至阀垫圈正上方且向下挤压阀垫圈时,凸起m嵌入凹槽中并挤压弹簧垫圈,使得条形压块活动端底部平面与阀垫圈顶面过盈配合,这样便于阀垫圈受到挤压时,能够挤压弹簧垫片,使其紧紧贴合于阀垫圈与阀板之间,不易晃动,提高稳定性,极大地消除了产品后期使用时的噪音。
[0017]
四、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,水平凸台a与水平凸台b之间留有限位卡槽,且限位卡槽与凸起n相匹配,水平凸台b位于限位台右后侧顶面上,且水平凸台b左侧顶面上设有竖直向上的限位凸台c,当条形压块活动端水平转动至阀垫圈正上方时,阀底座刚好嵌入于限位凹槽内,阀板右侧刚好担置在水平凸台a上,凸起n刚好嵌入于限位卡槽内,阀臂刚好担置在水平凸台b上,此时阀臂左侧刚好抵在限位凸台c右侧面上,这样便于阀片整体平稳的搁置在限位台上,稳定性高。
[0018]
五、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,限位台左后侧顶面上螺纹连接有竖直的限位销,当条形压块活动端水平转动至阀垫圈正上方时,限位销上端部刚好抵在条形压块侧面a上,这样可防止条形压块拧动过度,提高条形压块水平拧动幅度的精准性。
[0019]
六、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,通过激光进行焊接,待完成后,再通过检验片进行检测,即将通规和止规分别插入阀垫圈与阀板之间的间隙进行检测,若此间隙可插入止规而不能插入通规,则阀总成为合格产品,反之不合格。
[0020]
七、本发明提供的用于涡轮增压器阀总成焊接的限位装置及产品检测方法,改变传统固定方式,采用“气动式”自动拧动、按压方式,其拧动幅度、按压力度大小均可通过气缸来精准控制,阀总成上零部件不易变形,最终焊接的产品尺寸符合要求,良品率较高;同时无需人工去拧动、按压等操作,极大地降低劳动强度,安全性较高。
附图说明
[0021]
图1为本发明的整体结构的主视图。
[0022]
图2为本发明的整体结构的主视图(阀总成未画出)。
[0023]
图3为本发明的整体结构的后视图。
[0024]
图4为本发明的整体结构的后视图(阀总成未画出)。
[0025]
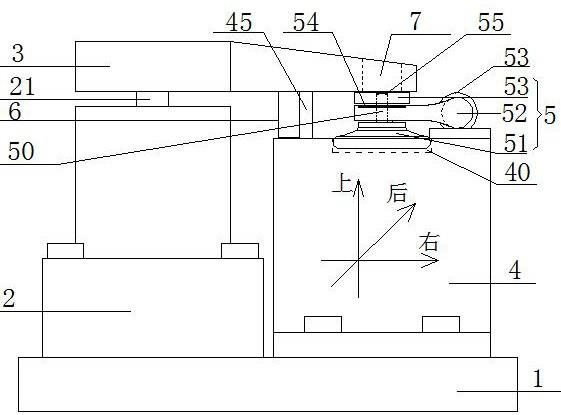
图5为本发明的整体结构的右视图。
[0026]
图6为本发明的整体结构的俯视图。
[0027]
图7为本发明的阀总成结构主视图。
[0028]
图8为本发明的阀总成结构俯视图。
[0029]
图9为本发明的限位装置的初始状态图,图中为阀总成上料时的状态图。
[0030]
图10为本发明的检验片结构图。
具体实施方式
[0031]
下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对发明的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
[0032]
实施例1:如图1至图10所示的用于涡轮增压器阀总成焊接的限位装置,包括底板1,所述底板1上螺栓固定有竖直的气缸2且其顶杆21朝上,所述顶杆21顶部焊接有条形压块3;所述气缸2右侧的底板1上螺栓固定有限位台4,所述限位台4顶部中心处设有限位凹槽40,限位凹槽40内置有阀总成5;当条形压块3活动端水平转动至阀总成5正上方时,顶杆21
下拉条形压块3,位于条形压块3底部且螺栓连接的限位柱6抵在限位台4左侧顶面上,此时条形压块3活动端底部平面与阀总成5顶面过盈配合。
[0033]
所述阀总成5包括阀底座51、阀片52、阀垫圈53,所述阀底座51呈锥形台状且顶部平面中心处一体式连接有竖直的套柱50,所述阀片52中心上下贯穿有第一通孔,阀垫圈53中心上下均贯穿有第二通孔,所述第一通孔、第二通孔均与套柱50相匹配,所述套柱50依次由下至上穿过第一通孔、第二通孔;所述条形压块3活动端上下贯穿有通光孔7,当条形压块3活动端水平转动至阀垫圈53正上方时,通光孔7的竖直中心线与套柱50竖直中心线重合;所述通光孔7的内径小于阀垫圈53的外径且大于套柱50的外径。
[0034]
所述阀片52顶部中心处设有凹槽521,凹槽521内嵌入有弹簧垫圈54,所述阀垫圈53底部设有向下的凸起m531且与凹槽521相匹配;当条形压块3活动端水平转动至阀垫圈53正上方且向下挤压阀垫圈53时,凸起m531嵌入凹槽521中并挤压弹簧垫圈54,使得条形压块3活动端底部平面与阀垫圈53顶面过盈配合;所述阀片52呈“l型”状,由阀板522、阀臂523一体式连接而成,所述阀板522与阀臂523连接处设有一圈环形的凸起n524;所述限位台4右侧顶面上设有竖直向上的水平凸台a41,后侧顶面上设有竖直向上的水平凸台b42,所述水平凸台a41与水平凸台b42之间留有限位卡槽43,所述限位卡槽43与凸起n524相匹配。
[0035]
所述水平凸台b42位于限位台4右后侧顶面上,且水平凸台b42左侧顶面上设有竖直向上的限位凸台c44;当条形压块3活动端水平转动至阀垫圈53正上方时,阀底座51刚好嵌入于限位凹槽40内,阀板522右侧刚好担置在水平凸台a41上,凸起n524刚好嵌入于限位卡槽43内,阀臂523刚好担置在水平凸台b42上,此时阀臂523左侧刚好抵在限位凸台c44右侧面上;所述限位台4左后侧顶面上螺纹连接有竖直的限位销45,所述当条形压块3活动端水平转动至阀垫圈53正上方时,限位销45上端部刚好抵在条形压块3侧面a8上。
[0036]
本方案中的限位装置用于固定安装在激光台机上使用,激光台机为m2l激光焊接工作站,一般通过多个固定夹具将限位装置限定在激光台机上,工作时,激光可对套柱50与阀垫圈53之间的间隙进行焊接。
[0037]
本发明提供一种用于涡轮增压器阀总成的产品检测方法,其步骤如下:包括检验片9,其由通规91和止规92及手持板93组成,s1:产品安置:将阀总成5放置于限位凹槽41内,并启动气缸2,水平转动条形压块3活动端至阀垫圈53的正上方;s2:位置限定:控制气缸2,使其顶杆21下拉条形压块3,使得限位柱6抵在限位台4左侧顶面上,此时条形压块3活动端底部平面下压阀垫圈53,使得阀垫圈53底部凸起挤压弹簧垫圈54;s3:激光焊接:激光经过通光孔7并对衔接区域55进行焊接,焊接完成后取下阀总成5;s4:产品检测:将通规91和止规92分别插入阀垫圈53与阀板522之间的间隙56进行检测,若此间隙56可插入止规92而不能插入通规91,则阀总成5为合格产品,反之不合格。
[0038]
本方案中所述的气缸2采用型号为src32-90r的旋转气缸,所述通规91和止规92为厚度不一的检测片,呈刀片状,其两者的厚度参照行业标准打磨。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1