一种米轨构架搭接的焊接方法与流程
[0001]
本发明属于铁路装备焊接制造技术领域,具体涉及一种米轨构架搭接的焊接方法。
背景技术:
[0002]
米轨构架是本公司中标的铁路装备配套制造项目,该米轨构架各部件的搭接主要以焊接方式连接,并包含有环焊焊缝的连接,按照米轨构架设计要求,为消除结构端面的应力集中多数焊缝需要焊后精磨,保证焊缝与母材圆滑过渡,但在实际焊接操作过程中易出现焊脚尺寸小于设计尺寸、焊脚尺寸不对等、焊道之间沟槽过深造成焊缝缺肉、焊缝相贯线焊偏等情况,给后续精磨造成困难,同时因焊缝缺陷需进行补焊,使焊接质量不易保证,还增加了企业的制造成本。
技术实现要素:
[0003]
本发明的目的是提出一种米轨构架搭接的焊接方法,该方法在米轨构架搭接处采用多层多道焊接,并根据焊脚设计尺寸选择合适的堆焊尺寸,同时对搭接处的环形焊缝采用一周连续焊接、焊接接头错位等方法,有效避免了焊接的各种缺陷。
[0004]
本发明的目的可采用如下技术方案来实现:一种米轨构架搭接的焊接方法,搭接部位的直线焊缝和环形焊缝均采用多层多道焊接,多层多道焊接时,第一层焊缝焊接完成后焊接第二层第一道焊缝,第二层第一道焊缝覆盖第一层焊缝的1/3
--
1/2宽度,焊接第二层第二道焊缝时覆盖第二层第一道焊缝的1/3
--
1/2宽度,第二层第三道焊缝及以后各层各道焊缝以此类推,电弧落点在前层焊道的焊道间夹角处;所述的直线焊缝的焊接方法包括如下步骤:s1、在米轨构架搭接处堆焊时,将坡口彻底覆盖,焊缝焊脚的堆焊尺寸大于焊脚设计尺寸,堆焊两端比焊脚设计尺寸两端大2mm~5mm,焊缝填满搭接部位的棱角;s2、在搭接处堆焊时,每道焊缝均为直通焊缝,在第一道焊缝焊完后,第二道及以后各道直通焊缝焊至拐角处,焊缝加宽,底侧焊缝尺寸增大,向外扩展形成梯形;所述的环形焊缝的焊接方法包括如下步骤:s3、在环形部位的搭接处焊接时,每层和每道焊缝连续焊接完成一周后再进行下层和下道焊接;s4、多道焊接时,各条焊道的焊缝接头部位错开;s5、焊接至最上端的最后一道焊缝时,调整焊接电流值为100
--
130a、电压值为19
--
22v。
[0005]
本发明的有益效果是:通过以上的焊接方法,有效避免了米轨构架搭接焊接时出现的的各种缺陷,减少补焊现象,提高了焊接质量,同时也提高了焊后精磨的效率,。
附图说明
[0006]
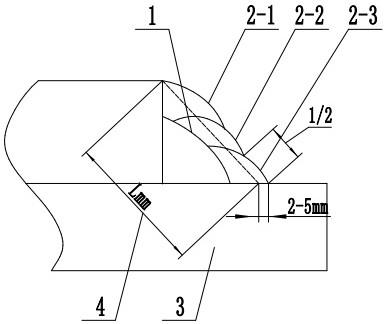
图1为本发明的焊缝焊脚搭接示意图;图2为本发明的焊接焊脚堆焊示意图;图3为本发明的焊缝间夹角示意图;图4为本发明的焊缝相贯线示意图;图5为本发明的多焊道焊缝接头部位示意图;图中: 1、第一层焊缝,2-1、第二层第一道焊缝,2-2、第二层第二道焊缝,2-3、第二层第三道焊缝,3、米轨构架,4、焊脚设计尺寸,5、直通焊缝,6、焊缝相贯线,7、焊道间夹角,8、焊缝接头,9、焊道。
具体实施方式
[0007]
下面结合附图对本发明作进一步的详细描述:如图1、图2、图3 、图4、图5所示,一种米轨构架搭接的焊接方法,搭接部位包括直线焊缝和环形焊缝,所述的直线焊缝和环形焊缝均采用多层多道焊接,由于构架不便于翻转,焊缝处于平角焊和坡焊位置,这类焊缝的焊脚尺寸较大,因此采用多层多道焊,便于堆焊时焊脚尺寸的控制和良好的成型;多层多道焊接时,第一层焊缝1焊接完成后焊接第二层第一道焊缝2-1,第二层第一道焊缝2-1覆盖第一层焊缝1的1/3
--
1/2宽度,焊接第二层第二道焊缝2-2时覆盖第二层第一道焊缝2-1的1/3
--
1/2宽度,第二层第三道焊缝2-3及以后各层各道焊缝以此类推,电弧落点在前层焊道的焊道间夹角7处,避免产生沟槽现象;所述的直线焊缝的焊接方法包括如下步骤:s1、在米轨构架3的搭接处堆焊时,将坡口彻底覆盖,焊缝焊脚的堆焊尺寸大于焊脚设计尺寸4,堆焊两端比焊脚设计尺寸4的两端大2mm~5mm,焊缝填满搭接部位的棱角,避免出现缺肉现象;s2、在搭接处堆焊时,每道焊缝均为直通焊缝5,这样避免在拐角处引弧和收弧,一般拐角处的焊缝尺寸要大于正常的焊缝焊脚尺寸,为更好的使拐角处圆滑过渡,避免此处应力集中,在第一道焊缝焊完后,第二道及以后各道直通焊缝5焊至拐角处,焊缝加宽,底侧焊缝尺寸增大,向外扩展形成梯形,避免焊接尺寸不符合要求及焊缝相贯线6焊偏现象;所述的环形焊缝的焊接方法包括如下步骤:s3、在环形部位的搭接处焊接时,每层和每道焊缝必须连续焊接,焊接完成一周后再进行下层和下道焊接,不可分段焊接;s4、多道焊接时,焊缝起弧和收弧易产生熔合不良、弧坑、缩孔等缺陷,多层多道焊接由于焊缝接头8较多,因此各条焊道9的焊缝接头8的位置相互错开,避免缺陷的叠加,减小焊接应力;s5、焊接至最上端的最后一道焊缝时,调整焊接的电流值为100
--
130a、电压值为19
--
22v,避免出现焊缝咬边和焊缝过高现象,使得焊缝圆滑过渡。
[0008]
该方法已在本公司使用,通过该方法焊接有效避免了焊接的各种缺陷,效果良好,给公司带来了一定的经济效益,建议推广。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1