激光除膜设备及除膜方法与流程
1.本发明涉及除膜设备技术领域,具体地说,涉及一种激光除膜设备及除膜方法。
背景技术:
2.镀膜玻璃是在玻璃表面涂镀一层或多层金属、合金或金属化合物薄膜,以改变玻璃的光学性能,满足某种特定要求。
3.镀膜玻璃按产品的不同特性,可分为以下几类:热反射玻璃、低辐射玻璃、导电膜玻璃等。热反射玻璃一般是在玻璃表面镀一层或多层诸如铬、钛或不锈钢等金属或其化合物组成的薄膜,使产品呈丰富的色彩,对于可见光有适当的透射率,对红外线有较高的反射率,对紫外线有较高吸收率,因此,也称为阳光控制玻璃,主要用于建筑和玻璃幕墙;低辐射玻璃是在玻璃表面镀由多层银、铜或锡等金属或其化合物组成的薄膜系,产品对可见光有较高的透射率,对红外线有很高的反射率,具有良好的隔热性能,主要用于建筑和汽车、船舶等交通工具,由于膜层强度较差,一般都制成中空玻璃使用;导电膜玻璃是在玻璃表面涂敷氧化铟锡等导电薄膜,可用于玻璃的加热、除霜、除雾以及用作液晶显示屏等。
4.镀膜玻璃的生产方法很多,主要有真空磁控溅射法、真空蒸发法、化学气相沉积法以及溶胶—凝胶法等。磁控溅射镀膜玻璃利用磁控溅射技术可以设计制造多层复杂膜系,可在白色的玻璃基片上镀出多种颜色,膜层的耐腐蚀和耐磨性能较好,是目前生产和使用最多的产品之一。真空蒸发镀膜玻璃的品种和质量与磁控溅射镀膜玻璃相比均存在一定差距,已逐步被真空溅射法取代。化学气相沉积法是在浮法玻璃生产线上通入反应气体在灼热的玻璃表面分解,均匀地沉积在玻璃表面形成镀膜玻璃。该方法的特点是设备投入少、易调控,产品成本低、化学稳定性好,可进行热加工,是目前最有发展前途的生产方法之一。溶胶—凝胶法生产镀膜玻璃工艺简单,稳定性也好,不足之处是产品光透射比太高,装饰性较差。
5.镀膜玻璃主要是利用激光除膜。然而曲面镀膜玻璃容易在重力作用下变形,特别是大幅面的曲面镀膜玻璃,变形后激光焦点无法集中在镀膜层上,影响除膜效果。
技术实现要素:
6.本发明的目的在于提供一种激光除膜设备及除膜方法,工件变形小,除膜效果好。
7.本发明公开的激光除膜设备所采用的技术方案是:
8.一种激光除膜设备,包括机架、传送机构、搬运机构以及激光除膜机构:所述传送机构设于机架,用于传送工件;所述激光除膜机构用于去除工件膜层;所述搬运机构包括弯折臂、翻转组件、移臂组件;所述弯折臂上设有若干吸盘,所述吸盘用于吸附在工件底面;所述翻转组件用于驱动弯折臂翻转一预设角度,从而使工件翻转至竖直状态;所述移臂组件包括移臂导轨、设于移臂导轨的移臂滑块以及移臂驱动组件,所述弯折臂设于移臂滑块,所述移臂驱动组件驱使移臂滑块和弯折臂沿移臂导轨滑动,从而移出传送机构的传送路径。
9.作为优选方案,所述移臂驱动组件包括移臂电机、移臂丝杠以及套设于移臂丝杠
的丝杠螺母;所述移臂丝杠为正反丝丝杠,两组所述丝杠螺母分设在正反丝丝杠的正丝段和反丝段,两组所述移臂滑块对应设于丝杠螺母,两组所述弯折臂分设于移臂滑块。
10.作为优选方案,所述翻转组件设于传送机构上方且远离激光除膜机构,所述翻转组件包括翻转电机以及传动连接翻转电机的翻转块,所述移臂驱动组件设于翻转块,所述翻转电机驱使翻转块翻转,所述弯折臂、移臂驱动组件跟随翻转块翻转。
11.作为优选方案,所述弯折臂包括相连接的竖直段和水平段,所述吸盘设于弯折臂的水平段上。
12.作为优选方案,所述激光除膜机构和搬运机构两者中的至少一个设于x轴位移模组上,通过所述x轴位移模组调节激光除膜机构和搬运机构两者之间的间距。
13.作为优选方案,所述搬运机构还包括吸尘装置,所述吸尘装置包括吸尘口,所述吸尘口靠近工件的镀膜一面。
14.作为优选方案,还包括校正机构,所述校正机构设于机架且位于传送机构的传送路径上,所述校正机构包括第一方向设置的第一校正组件以及第二方向设置的第二校正组件,所述第一校正组件用于在第一方向校正工件,所述第二校正组件用于在第二方向校正工件,所述第一方向与第二方向相交。
15.作为优选方案,所述第一方向为x轴方向,所述第二方向为y轴方向;所述第一校正组件与第二校正组件均包括校正移动模组、设于校正移动模组的校正升降模组以及限位件,所述校正升降模组驱使限位件向上伸出,所述校正移动模组驱使限位件移动。
16.作为优选方案,所述激光除膜机构包括激光发射器、第一反射镜、第二反射镜、振镜、z轴升降模组;所述第一反射镜、第二反射镜设于激光发射器、振镜之间,所述振镜设于z轴升降模组,所述激光发射器发射激光经第一反射镜水平偏转90
°
,再经第二反射镜向上偏转90
°
后射入振镜,并从振镜射出至工件膜表面。
17.本发明还公开一种使用激光除膜设备进行激光除膜的方法,包括以下步骤:使玻璃覆膜一面朝上运送至传送机构;弯折臂上吸盘吸附在玻璃底面;翻转组件驱动弯折臂翻转一预设角度,使玻璃翻转至竖直状态;激光除膜机构发射激光,激光穿透玻璃后聚焦在膜层上进行除膜;翻转组件驱动弯折臂反向翻转一预设角度,将玻璃放回至传送机构;移臂驱动组件驱使移臂滑块和弯折臂沿移臂导轨滑动,从而移出传送机构的传送路径;传送机构将玻璃移出。
18.本发明公开的激光除膜设备及除膜方法的有益效果是:工件自传送机构一端进入,并由传送机构传送至弯折臂的吸盘上方,吸盘吸附于工件底面,翻转组件驱动弯折臂翻转一预设角度,被吸盘吸附的工件跟随翻转至竖直状态,此状态下的工件不会因为重力而发生明显的变形。激光除膜机构工作并去除工件膜层。翻转组件驱动弯折臂反向翻转,使被除膜工件放置于传送机构,移臂驱动组件驱使移臂滑块和弯折臂沿移臂导轨横向滑动以移出工件的传送路径,由传送机构将被除膜工件移出。本设备通过将待除膜工件翻转,极大的降低了工件的形变量,除膜效果好。
附图说明
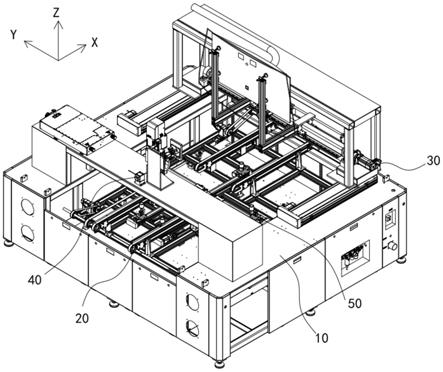
19.图1是本发明激光除膜设备的结构示意图。
20.图2是本发明激光除膜设备的主视图。
21.图3是本发明激光除膜设备的激光除膜机构和龙门支架的结构示意图。
22.图4是本发明激光除膜设备的激光除膜机构的另一视角的结构示意图。
23.图5是本发明激光除膜设备的搬运机构的结构示意图。
24.图6是本发明激光除膜设备的搬运机构的另一视角的结构示意图(无吸尘装置)。
25.图7是本发明激光除膜设备的机架、传送机构、校正机构的结构示意图。
26.图8是本发明激光除膜设备的第一校正组件的结构示意图。
具体实施方式
27.下面结合具体实施例和说明书附图对本发明做进一步阐述和说明:
28.请参考图1和图2,一种激光除膜设备,包括机架10、传送机构20、搬运机构30以及激光除膜机构40。
29.机架10由方通和钣金组成。传送机构20、搬运机构30以及激光除膜机构 40均设于机架10上。传送机构20用于传送工件60。激光除膜机构40用于去除工件60膜层。
30.请参考图5和图6,搬运机构30包括弯折臂31、翻转组件32、移臂组件33。所述弯折臂31上设有若干吸盘311,所述吸盘311用于吸附在工件60底面。所述翻转组件32用于驱动弯折臂31翻转一预设角度,从而使工件60翻转至竖直状态。所述移臂组件33包括移臂导轨331、设于移臂导轨331的移臂滑块 332以及移臂驱动组件333。所述弯折臂31设于移臂滑块332,所述移臂驱动组件333驱使移臂滑块332和弯折臂31沿移臂导轨331滑动,从而移出传送机构20的传送路径。
31.弯折臂31呈l形,包括竖直段312和水平段313,所述吸盘311设于弯折臂31的水平段313上。并通过设置真空传感器以判断是否吸取到工件60。
32.在弯折臂31在翻转90
°
后,位于其上的工件就会直接被抬升一定的高度,该高度弯折臂31的竖直段312的长度相关,因此通过该翻转组件32直接省去一个升降机构,降低了成本。
33.移臂驱动组件333包括移臂电机3331、移臂丝杠3332以及套设于移臂丝杠3332的丝杠螺母3333。所述移臂丝杠3332为正反丝丝杠,两组所述丝杠螺母3333分设在正反丝丝杠的正丝段和反丝段,两组所述移臂滑块332对应设于丝杠螺母3333,两组所述弯折臂31分设于移臂滑块332。
34.移臂电机3331的转动通过蜗杆传递至设于移臂丝杠3332的涡轮,涡轮转动,移臂丝杠3332跟随转动,从而驱使两组丝杠螺母3333相互靠近或远离,当除膜的工件60放置于传送机构20时,移臂电机3331驱动丝杠反向旋转,使得两组丝杠螺母3333相互远离,两组弯折臂31也对应的相互远离,从而让出传送机构20中间的传送路径,传送机构20工作将该已除膜的工件60移出。需要注意的是,该传送路径由工件60的宽度决定,即仅需要使两组弯折臂31 移出工件60的宽度范围即可,以避免弯折臂31与工件60发生干涉。
35.翻转组件32设于传送机构20上方且远离激光除膜机构40,所述翻转组件 32包括翻转电机321以及传动连接翻转电机321的翻转块322。所述移臂驱动组件333设于翻转块322,所述翻转电机321驱使翻转块322翻转,所述弯折臂31、移臂驱动组件333跟随翻转块322翻转90
°
。具体的,翻转块322包括翻转板3221和设于翻转板3221上的方通管3222,所述移臂驱动组件333 的移臂导轨331设于方通管3222两侧的翻转板3221上。
36.激光除膜机构40和搬运机构30两者中的至少一个设于x轴位移模组34 上,通过所述x轴位移模组34调节激光除膜机构40和搬运机构30两者之间的间距,从而使激光焦点聚焦在工件的膜层上。本实施例中,该x轴位移模组 34设于机架10与搬运机构30之间。
37.搬运机构30还包括吸尘装置35,所述吸尘装置35包括吸尘口,所述吸尘口靠近工件60的镀膜一面。激光除膜过程中膜层被气化,通过吸尘口可将气体吸入。
38.请参考图7和图8,本激光除膜设备还包括校正机构50。所述校正机构50 设于机架10且位于传送机构20的传送路径上。所述校正机构50包括第一方向设置的第一校正组件51以及第二方向设置的第二校正组件52。所述第一校正组件51用于在第一方向校正工件60,所述第二校正组件52用于在第二方向校正工件60,所述第一方向与第二方向相交。
39.第一方向为x轴方向,所述第二方向为y轴方向。所述第一校正组件51 与第二校正组件52均包括校正移动模组511、设于校正移动模组511的校正升降模组512以及限位件513,所述校正升降模组512驱使限位件513向上伸出,所述校正移动模组511驱使限位件513移动。
40.第一校正组件51设有至少两组,所述第二校正组件52也设有至少两组。本实施例中,第一校正组件51设有三组,所述第二校正组件52设有两组。当工件60在传送机构20上移动至预设位置时,第一校正组件51、第二校正组件 52的校正升降模组512驱使限位件513向上伸出,其中两组第一校正组件51 的限位件513在校正移动模组511驱动下沿第一方向的正方向移动,另一组第一校正组件51的限位件513在校正移动模组511驱动下沿第一方向的负方向移动,从而对工件60在x轴的位置和偏转角度进行校正。与此同时,两组第二校正组件52的限位件513也相对移动,从而在y轴方向对工件60进行校正。
41.其中,所述限位件513为靠轮,所述校正升降模组512为一升降气缸,校正移动模组511为现有技术,故不在赘述。所述限位件513设于校正升降模组 512。校正移动模组511包括校正滑台5111,所述校正滑台5111上设有导轨、导轨上设有滑块,所述校正升降模组512设于该滑块上,还包括设导轨一端的挡料块5112,挡料块5112用于限制滑块的移出。
42.请参考图7,传送机构20包括若干第一传送带组件21以及若干第二传送带组件22,所述第一传送带组件21与第二传送带组件22前后排布。其中,若干第一传送带组件21平行且间隔设置,若干第二传送带组件22平行间隔设置。部分所述第一校正组件51设于若干第一传送带组件21之间,剩余部分所述第一校正组件51设于若干第二传送带组件22之间,所述第二校正组件52设于第一传送带组件21、第二传送带组件22之间。
43.其中,若干第一传送带组件21的通过一驱动电机驱动,若干第二传送带组件22通过一驱动电机驱动。以第一传送带组件21为例:驱动电机211通过传动带传动连接一传动轴212,若干第一传送带组件21的主动轮均设于该传动轴212,并跟随该传动轴212转动。
44.在若干第一传送带组件21中,为了方便位于中间的第一传送带组件21更换皮带,将传动轴212分成多段,在段与段的连接处保持一间隙,并在该间隙处设置联轴器传动。需要更换皮带时,取下靠近的联轴器,将皮带自间隙取出即可。
45.请参考图3和图4,激光除膜机构40包括激光发射器41、第一反射镜42、第二反射镜43、振镜44、z轴升降模组45。所述第一反射镜42、第二反射镜 43设于激光发射器41、振镜44之间,所述振镜44设于z轴升降模组45,所述激光发射器41发射激光经第一反射镜42水平偏转90
°
,再经第二反射镜 43向上偏转90
°
后射入振镜44,并从振镜44射出至工件60膜表面。
具体的,激光沿y轴方向进入第一反射镜42,被第一反射镜42反射后沿x方向进入第二反射镜43。激光经多道反射后射出,可以更好的进行调节,调试过程中效率更高。
46.激光发射器41、第一反射镜42、第二反射镜43、振镜44、z轴升降模组 45设于龙门支架46,所述龙门支架46设于机架10。本实施例中,龙门支架 46设于传送机构20的进料端,搬运机构30设于传送机构20的出料端。
47.振镜44安装于一微调组件,通过微调组件微调振镜44在x方向的位置,该微调组件设于z轴升降模组45,z轴升降模组45驱动微调组件、振镜44升降。
48.激光除膜机构40还包括拍照对位组件47,拍照对位组件47也设于z轴升降模组45。拍照对位组件47作用是对所加工的工件60进行拍照,再把照片通过系统,与振镜44所要除膜工件60的位置做对比,再经过计算机系统计算,根据计算结果,电脑按照程序补偿差。所以振镜44在工作前,可以自动校正,振镜44的大幅面工作范围是长1000mm*宽1000mm、焦距为1200mm。
49.整个设备动作运行流程:
50.工件通过传送机构沿着一定的路径进行传送,当工件经过感应器时,感应器将信号反馈给中央处理系统(plc),plc控制传送机构停止,此时工件停于校正机构处,三组第一校正组件与两组第二校正组件向中间设定的位置移动,靠轮接触并推动工件到达指定位置,校正机构返回,plc认定此时校正完成。
51.两个弯折臂按预设参数自动调节宽度,以符合此型号大小的工件,而后两个弯折臂会旋转一个小角度,确保两个弯折臂上的吸盘已吸附在工件上,根据吸盘上的气路上的真空压力,由plc来判断吸盘是否有吸住工件,吸住工件后反馈的信号,plc进行下一步动作。
52.当吸盘吸住工件后,翻转组件开始旋转,当旋转至工件垂直水平面,翻转组件停止。此时,pcl信号反馈到工控机电脑(pc),此时pc接收到指定后,进行下一步动作。
53.pc打开激光发生器,激光发生器发出激光后,通过两次反射后进入振镜, pc可对振镜进行控制,对振镜内部的速度和工作范围可进行设定、调节,振镜对工件上的膜层进行除膜(在激光的高温下进摧毁/融化/雾化)工件上的镀膜层,以达到除膜的效果,通过参数设定,完成一个周期后,进行下一步骤。
54.除膜范围完成后,信号再次反馈到pc,pc接收到反馈信号后,发送指定,翻转组件开始反向旋转,将工件放回到传送机构上,此时感应器感应到工件,两个弯折臂向两侧自动张开,为工件输出让出位置,当弯折臂移动到两侧,加工完成后的工件被传送出去后,整个工作周期完成。
55.本发明公开的激光除膜设备,工件60自传送机构20一端进入,并由传送机构20传送至弯折臂31的吸盘311上方,吸盘311吸附于工件60底面,翻转组件32驱动弯折臂31翻转一预设角度,被吸盘311吸附的工件60跟随翻转至竖直状态,此状态下的工件60不会因为重力而发生明显的变形。激光除膜机构40工作并去除工件60膜层。翻转组件32驱动弯折臂31反向翻转,使被除膜工件60再次放置于传送机构20,移臂驱动组件333驱使移臂滑块332 和弯折臂31沿移臂导轨331横向滑动以移出工件60的传送路径,由传送机构 20将被除膜工件60移出。通过将待除膜工件60翻转,极大的降低了工件60 的形变量,除膜效果好。
56.在需要在镀膜玻璃的某个位置,去除特定的镀膜层,就会用到本设备。本设备解决
了大幅面曲面玻璃,在四点支撑,且水平放置的情况下,最大限度的解决了变形量的问题;还解决了多规格玻璃垂直式放置、曲面玻璃难吸吊起的问题。本设备有效的除去大幅曲面玻璃上的度膜层和需要除去的图形方案。
57.本发明还公开一种使用激光除膜设备进行激光除膜的方法,包括以下步骤:
58.步骤a:使玻璃覆膜一面朝上运送至传送机构20。
59.步骤b:弯折臂31上吸盘311吸附在玻璃底面。
60.步骤c:翻转组件32驱动弯折臂31翻转一预设角度,使玻璃翻转至竖直状态。
61.步骤d:激光除膜机构40发射激光,激光穿透玻璃后聚焦在膜层上进行除膜。
62.步骤e:翻转组件32驱动弯折臂31反向翻转一预设角度,将玻璃放回至传送机构20。
63.步骤f:移臂驱动组件333驱使移臂滑块332和弯折臂31沿移臂导轨331 滑动,从而移出传送机构20的传送路径。
64.步骤g:传送机构20将玻璃移出。
65.在步骤a中,当玻璃在传送机构20上移动至预设位置时,第一校正组件 51、第二校正组件52配合对玻璃的位置进行定位校准。
66.本发明公开的激光除膜方法,使用激光除膜设备进行激光除膜。利用玻璃对激光的穿透特性、膜层无法穿透的特性:当激光穿过透明玻璃时,而激光是无法穿过镀膜层的,这时激光产生的能量达到一定临界点时,就可以直接摧毁 (融化)玻璃上的镀膜层。
67.最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1