一种轴类零件径向孔线切割夹紧装置及其使用方法与流程
[0001]
本发明涉及一种轴类零件径向孔线切割夹紧装置及其使用方法,属于线切割加工技术领域。
背景技术:
[0002]
在机械加工中,有时需要在轴类零件上加工径向孔,当轴类零件的材料硬度较大时,通常采用线切割加工径向孔。在线切割过程中,一般采用工装装夹固定轴类零件,但现有的工装存在装拆效率低,难以保证径向孔的位置公差和形状公差的问题。
[0003]
公开号为cn211588637u的中国专利文献,公开了一种轴类零件径向孔加工用钻模,包括钻模体、回转挡板及调节件,所述钻模体的两端分别为放件端和调节端,且所述钻模体内具有一贯通所述放件端和调节端的内腔,所述钻模体的顶部沿所述内腔的径向设置有与所述内腔连通的钻头导向孔,所述回转挡板设置于所述放件端并可往复旋转以打开或封闭所述内腔,所述调节件设置于所述调节端并可调节在所述内腔中的轴向位置,通过所述回转挡板和所述调节件分别顶紧所述轴类两件的两端,以使所述轴类零件的待钻孔位置与所述钻头导向孔对准。
[0004]
但是,第一台阶螺钉会因回转挡板往复回转出现松动,导致轴类零件装夹后轴向位置发生变动;此外,采用顶紧轴类零件两端使零件固定的方式,在径向孔加工过程中,轴类零件可能沿周向转动,导致径向孔的形位公差难以得到保证。
技术实现要素:
[0005]
为解决上述技术问题,本发明提供了一种轴类零件径向孔线切割夹紧装置及其使用方法。
[0006]
本发明通过以下技术方案得以实现:
[0007]
一种轴类零件径向孔线切割夹紧装置,包括夹具本体和顶紧组件,所述夹具本体上设有方形定位槽口,所述方形定位槽口的底部设有零件定位孔,所述方形定位槽口的两侧对称设有滑槽,所述夹具本体上在与零件定位孔相对应的位置设有避让通孔,所述顶紧组件通过滑槽与夹具本体活动连接。
[0008]
所述方形定位槽口的底面和滑槽的侧面,均与零件定位孔的中轴线垂直,且垂直度不大于0.02mm。
[0009]
所述方形定位槽口的两侧面、方形定位槽口两侧的滑槽底面,均相对于零件定位孔的中轴线对称,且对称度不大于0.02mm。
[0010]
所述避让通孔的中轴线与零件定位孔的中轴线垂直且相交。
[0011]
所述顶紧组件包括滑块和顶紧件,滑块上设有螺纹孔,顶紧件通过螺纹孔与滑块螺纹连接。
[0012]
所述滑块与滑槽间隙配合,且滑块的长度与滑槽的长度相等,顶紧件为螺钉。
[0013]
所述螺纹孔位于滑块的中心位置,且其中轴线可以与零件定位孔的中轴线同轴。
[0014]
一种轴类零件径向孔线切割夹紧装置的使用方法,所述使用方法包括以下步骤:
[0015]
a、选择夹具本体上与避让通孔中轴线相垂直的一个侧面作为基准,将夹具本体固定在线切割机床的工作台上,并使基准与工作台贴合,找准避让通孔的中心作为径向孔加工的零点,
[0016]
b、将工件的一部分装入零件定位孔中,另一部分则位于方形定位槽口内,
[0017]
c、将顶紧组件放入滑槽内,使滑块的下端面与工作台贴合,旋转顶紧件,将工件顶紧固定,
[0018]
d、启动线切割设备,在工件上加工出径向孔,然后反向旋转顶紧件,依次取出顶紧组件和工件,
[0019]
f、重复步骤b至步骤d,逐个完成各工件上径向孔的加工工作。
[0020]
所述工件包括矩形块和圆轴,圆轴设在矩形块上,圆轴与矩形块垂直,并位于矩形块的中心位置,圆轴上设有径向孔,径向孔的中轴线与矩形块的其中两个面垂直。
[0021]
所述矩形块与方形定位槽口间隙配合,圆轴与零件定位孔间隙配合。
[0022]
本发明的有益效果在于:
[0023]
1、工件上的圆轴与零件定位孔间隙配合,矩形块与方形定位槽口间隙配合,当圆轴放入零件定位孔,且矩形块上靠近圆轴的一面与方形定位槽口的底面共面时,待加工径向孔的中轴线与避让通孔同轴,有助于确保径向孔加工的形位公差。
[0024]
2、通过零件定位孔对工件上的圆轴进行定位和限位,通过方形定位槽口对矩形块进行定位和限位,通过顶紧件顶紧固定工件,使工件的各自由度均得到有效限定,装夹稳固、可靠,有助于确保径向孔加工的形位公差。
[0025]
3、旋转或反向旋转顶紧件,即可装夹固定或拆除工件,装拆快速,有助于提高径向孔线切割加工的效率。
[0026]
4、夹紧装置具有结构简单,制造成本低,装拆效率高,特别适用于装夹长度尺寸较短的轴类零件。
附图说明
[0027]
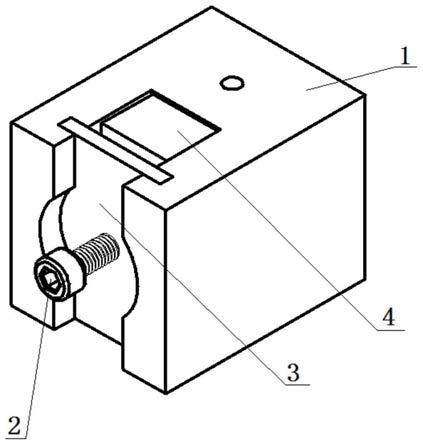
图1为本发明的结构示意图;
[0028]
图2为图1在另一视角的结构示意图;
[0029]
图3为本发明的夹具本体的主视结构示意图;
[0030]
图4为图3的俯视结构示意图;
[0031]
图5为图3的左视结构剖视图;
[0032]
图6为本发明的滑块的主视结构示意图;
[0033]
图7为图6的俯视结构示意图;
[0034]
图8为本发明的工件的主视结构示意图;
[0035]
图9为图8的俯视结构示意图。
[0036]
图中:1-夹具本体,10-方形定位槽口,11-零件定位孔,12-滑槽,13-避让通孔,2-顶紧件,3-滑块,30-螺纹孔,4-工件,40-径向孔,41-矩形块,42-圆轴。
具体实施方式
[0037]
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
[0038]
如图1至图9所示,本发明所述的一种轴类零件径向孔线切割夹紧装置,包括夹具本体1和顶紧组件,所述夹具本体1上加工有方形定位槽口10,所述方形定位槽口10的底部加工有零件定位孔11,所述方形定位槽口10的两侧对称加工有滑槽12,所述夹具本体1上在与零件定位孔11相对应的位置加工有避让通孔13,所述顶紧组件通过滑槽12与夹具本体1活动连接。在使用时,避让通孔13的直径略大于径向孔40。
[0039]
所述方形定位槽口10的底面和滑槽12的侧面,均与零件定位孔11的中轴线垂直,且垂直度不大于0.02mm。
[0040]
所述方形定位槽口10的两侧面、方形定位槽口10两侧的滑槽12底面,均相对于零件定位孔11的中轴线对称,且对称度不大于0.02mm。
[0041]
所述避让通孔13的中轴线与零件定位孔11的中轴线垂直且相交。
[0042]
所述顶紧组件包括滑块3和顶紧件2,滑块3上加工有螺纹孔30,顶紧件2通过螺纹孔30与滑块3螺纹连接。
[0043]
所述滑块3与滑槽12间隙配合,且滑块3的长度与滑槽12的长度相等,顶紧件2为螺钉。
[0044]
所述螺纹孔30位于滑块3的中心位置,且其中轴线可以与零件定位孔11的中轴线同轴。在使用时,由于螺纹孔30位于滑块3的中心位置,且滑块3的长度与滑槽12的长度相等,所以当滑块3的上下侧面分别与夹具本体1的上下侧面共面时,螺纹孔30的中轴线与零件定位孔11的中轴线同轴,即顶紧件2的中轴线与零件定位孔11的中轴线同轴,方便通过顶紧件2可靠顶紧固定工件4。
[0045]
一种轴类零件径向孔线切割夹紧装置的使用方法,所述使用方法包括以下步骤:
[0046]
a、选择夹具本体1上与避让通孔13中轴线相垂直的一个侧面作为基准,将夹具本体1固定在线切割机床的工作台上,并使基准与工作台贴合,找准避让通孔13的中心作为径向孔40加工的零点。
[0047]
b、将工件4的圆轴42装入零件定位孔11中,矩形块41则位于方形定位槽口10内。在使用时,通过零件定位孔11对工件4上的圆轴42进行定位和限位,通过方形定位槽口10对矩形块41进行定位和限位,避免工件4沿周向转动。
[0048]
c、将顶紧组件放入滑槽12内,使滑块3的下端面与工作台贴合,旋转顶紧件2,将工件4顶紧固定。在使用时,通过顶紧件2顶紧固定工件4,避免工件4沿轴向移动。
[0049]
d、启动线切割设备,在工件4上加工出径向孔40,然后反向旋转顶紧件2,依次取出顶紧组件和工件4,
[0050]
f、重复步骤b至步骤d,逐个完成各工件4上径向孔40的加工工作。
[0051]
所述工件4包括矩形块41和圆轴42,圆轴42设在矩形块41上,圆轴42与矩形块41垂直,并位于矩形块41的中心位置,圆轴42上加工有径向孔40,径向孔40的中轴线与矩形块41的其中两个面垂直。
[0052]
所述矩形块41与方形定位槽口10间隙配合,圆轴42与零件定位孔11间隙配合。
[0053]
综上所述,本发明提供的轴类零件径向孔线切割夹紧装置及其使用方法,具有以下有益效果:
[0054]
1、工件4上的圆轴42与零件定位孔11间隙配合,矩形块41与方形定位槽口10间隙配合,当圆轴42放入零件定位孔11,且矩形块41上靠近圆轴42的一面与方形定位槽口10的底面共面时,待加工径向孔40的中轴线与避让通孔13同轴,有助于确保径向孔40加工的形位公差。
[0055]
2、通过零件定位孔11对工件4上的圆轴42进行定位和限位,通过方形定位槽口10对矩形块41进行定位和限位,通过顶紧件2顶紧固定工件4,使工件4的各自由度均得到有效限定,装夹稳固、可靠,有助于确保径向孔40加工的形位公差。
[0056]
3、旋转或反向旋转顶紧件2,即可装夹固定或拆除工件4,装拆快速,有助于提高径向孔40线切割加工的效率。
[0057]
4、夹紧装置具有结构简单,制造成本低,装拆效率高,特别适用于装夹长度尺寸较短的轴类零件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1