一种钢管冷拔生产线上的拉拔小车的制作方法
1.本发明涉及钢管冷拔生产设备领域,具体涉及一种钢管冷拔生产线上的拉拔小车。
背景技术:
2.钢管冷拔生产线用于通过将钢管拉拔穿过模具而使钢管的外径缩小。拉拔小车用于夹住钢管的头子,然后由钢管冷拔生产线上的驱动链条驱动拉拔小车向后移动而对钢管进行拉拔。原有的拉拔小车结构复杂,增加了设备成本,另外,还使得拉拔小车夹住钢管头子的可靠性变差,从而使钢管在被拉拔的过程中容易与拉拔小车脱开;另外,拉拔小车上用于夹住钢管头子的夹模设计的不合理,使得夹模的使用寿命较短,从而夹模的损耗较大,这样就会大大提高生产成本。
技术实现要素:
3.本发明所要解决的技术问题是:将提供一种结构简单可靠、能降低生产成本的钢管冷拔生产线上的拉拔小车。
4.为了解决上述问题,本发明所采用的技术方案为:一种钢管冷拔生产线上的拉拔小车,包括:带车轮的车架,其特征在于:在车架的前部上设置有一个夹钳,夹钳的铰接轴与车架相固定,在夹钳的前部两端上分别可拆卸地安装有一个夹模,夹模的结构包括:模板,在模板的内表面上设置有四条前后走向的夹槽,其中:两条夹槽上下并排间隔着位于模板的前部,剩余两条夹槽上下并排间隔着位于模板的后部,四条夹槽中均设置有若干个顺着轴向排列的用于咬住钢管头子的环形尖齿,模板前部的两条夹槽和模板后部的两条夹槽在前后方向上关于模板对称布置;两个夹模也相互对称布置,使得两个夹模上的夹槽能一一相对形成四个抱夹组,每个抱夹组都由两个相对的夹槽组成,两个夹模在夹钳的驱动下左右对夹时能通过一个抱夹组夹抱于钢管头子上而夹住头子,两个夹模通过调整安装位置后能分别使用四个抱夹组来夹住头子;在车架的后部上设置有一个位于夹钳后方的滑台,滑台受到车架的导向能在车架上前后滑动,在滑台和夹钳之间设置有两根驱动杆和一根第一复位弹簧,两根驱动杆的前端与夹钳的后部两端分别一对一相铰接,两根驱动杆的后端分别与滑台的前部相铰接,并且它们的铰接轴为同一根轴,滑台前后移动后能通过两根驱动杆驱动夹钳对夹或者松开,第一复位弹簧的两端分别与滑台和夹钳相固定,使得第一复位弹簧能向前拉扯滑台使滑台复位,在滑台的后部上铰接有一个能上下摆动的摆杆,在摆杆的后端上设置有钩子,在滑台上还设置有一个位于摆杆前端上方的凸轮,在凸轮上穿设有一根横向布置的转轴,凸轮能通过转轴在滑台上旋转,转轴的一端横向挑出滑台,在转轴挑出的一端上设置有一块转板,在转轴挑出端和滑台后部之间设置有一根第二复位弹簧,第二复位弹簧的两端分别与转轴挑出端侧壁上部和滑台后部相固定,使得第二复位弹簧能从周向对转轴进行拉扯,转轴在第二复位弹簧的拉扯下会带着凸轮正向旋转,直至凸轮与滑台相抵靠,此时凸轮能抵压于摆杆的前端上,使得摆杆后端能挑起,从而使钩子无法钩于冷
拔生产线的驱动链条上,在车架上还设置有一个位于转板前方的推杆,推杆可前后滑动的穿设于车架上的导向座中,推杆向后移动后能顶推转板,使得转板能克服第二复位弹簧弹力而驱动转轴反向旋转,从而使凸轮能旋转而不抵压于摆杆的前端上,这样摆杆的后端就能在重力作用下向下摆动而使钩子能钩于驱动链条上。
5.进一步的,前述的一种钢管冷拔生产线上的拉拔小车,其中:夹模和夹钳端部的安装结构为:在夹模的模板外表面上设置有竖直布置的燕尾凸台,燕尾凸台在前后方向上关于模板对称布置,在夹钳端部上设置有竖直布置的燕尾槽,夹模通过燕尾凸台卡入至燕尾槽中而安装于夹钳端部上。
6.进一步的,前述的一种钢管冷拔生产线上的拉拔小车,其中:夹模上的各个前后对齐的两条夹槽均相互连通。
7.进一步的,前述的一种钢管冷拔生产线上的拉拔小车,其中:环形尖齿的齿尖角度为80
±
10
°
。
8.本发明的优点为:所述的拉拔小车结构简单可靠,使得拉拔小车能可靠的夹住钢管头子,从而使钢管能被可靠拉拔,并且还能降低设备成本;夹模上设置四条夹槽后能使夹模的使用寿命大大延长。
附图说明
9.图1为本发明所述的一种钢管冷拔生产线上的拉拔小车的结构示意图。
10.图2为图1的俯视结构示意图。
11.图3为图1中所示的两个夹模的结构示意图。
12.图4为图3中a
‑
a剖视的结构示意图。
13.图5为图3中b
‑
b剖视的结构示意图。
具体实施方式
14.下面结合具体实施例和附图对本发明作进一步的详细描述。
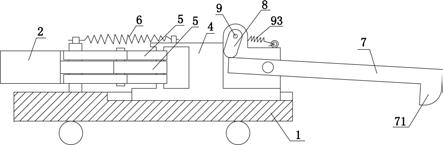
15.如图1、图2、图3、图4、图5所示,一种钢管冷拔生产线上的拉拔小车,包括:带车轮的车架1,在车架1的前部上设置有一个夹钳2,夹钳2的铰接轴与车架1相固定,在夹钳2的前部两端上分别可拆卸地安装有一个夹模3,夹模3的结构包括:模板31,在模板31的内表面上设置有四条前后走向的夹槽32,其中:两条夹槽32上下并排间隔着位于模板31的前部,剩余两条夹槽32上下并排间隔着位于模板31的后部,四条夹槽32中均设置有若干个顺着轴向排列的用于咬住钢管头子的环形尖齿33,模板31前部的两条夹槽32和模板31后部的两条夹槽32在前后方向上关于模板31对称布置;两个夹模3也相互对称布置,使得两个夹模3上的夹槽32能一一相对形成四个抱夹组34,每个抱夹组34都由两个相对的夹槽32组成,两个夹模3在夹钳2的驱动下左右对夹时能通过一个抱夹组34夹抱于钢管头子上而夹住头子,两个夹模3通过调整安装位置后能分别使用四个抱夹组34来夹住头子;在车架1的后部上设置有一个位于夹钳2后方的滑台4,滑台4受到车架1的导向能在车架1上前后滑动,在滑台4和夹钳2之间设置有两根驱动杆5和一根第一复位弹簧6,两根驱动杆5的前端与夹钳2的后部两端分别一对一相铰接,两根驱动杆5的后端分别与滑台4的前部相铰接,并且它们的铰接轴为同一根轴,滑台4前后移动后能通过两根驱动杆5驱动夹钳2对夹或者松开,第一复位弹簧6的
两端分别与滑台4和夹钳2相固定,使得第一复位弹簧6能向前拉扯滑台4使滑台4复位,在滑台4的后部上铰接有一个能上下摆动的摆杆7,在摆杆7的后端上设置有钩子71,在滑台4上还设置有一个位于摆杆7前端上方的凸轮8,在凸轮8上穿设有一根横向布置的转轴9,凸轮8能通过转轴9在滑台4上旋转,转轴9的一端横向挑出滑台4,在转轴9挑出的一端上设置有一块转板91,在转轴9挑出端和滑台4后部之间设置有一根第二复位弹簧93,第二复位弹簧93的两端分别与转轴9挑出端侧壁上部和滑台4后部相固定,使得第二复位弹簧93能从周向对转轴9进行拉扯,转轴9在第二复位弹簧93的拉扯下会带着凸轮8正向旋转,直至凸轮8与滑台4相抵靠,此时凸轮8能抵压于摆杆7的前端上,使得摆杆7后端能挑起,从而使钩子71无法钩于冷拔生产线的驱动链条上,在车架1上还设置有一个位于转板91前方的推杆92,推杆92可前后滑动的穿设于车架1上的导向座中,推杆92向后移动后能顶推转板91,使得转板91能克服第二复位弹簧93弹力而驱动转轴9反向旋转,从而使凸轮8能旋转而不抵压于摆杆7的前端上,这样摆杆7的后端就能在重力作用下向下摆动而使钩子71能钩于驱动链条上。
16.在本实施例中,夹模3和夹钳2端部的安装结构为:在夹模3的模板31外表面上设置有竖直布置的燕尾凸台35,燕尾凸台35在前后方向上关于模板31对称布置,在夹钳2端部上设置有竖直布置的燕尾槽,夹模3通过燕尾凸台35卡入至燕尾槽中而安装于夹钳2端部上。上述的安装方式使两个夹模3能通过翻转的方式调整安装位置,使得四个抱夹组34能被分别用于夹管。
17.夹模3上的各个前后对齐的两条夹槽32均相互连通。这样设置后方便加工夹槽32。
18.环形尖齿33的齿尖角度为80
±
10
°
。环形尖齿33的齿尖过尖或过钝都不好,这样设置后即能使环形尖齿33可靠咬住钢管头子,又能增加环形尖齿33的使用寿命。
19.拉拔小车安装于钢管冷拔生产线的轨道上,工作时,拉拔小车会被驱动着向着生产线上的模具架移动,直至推杆92与模具架相碰撞,使得推杆92向后移动来顶推转板91反向旋转,从而使转轴9反向旋转,这样使凸轮8能旋转而不抵压于摆杆7的前端上,摆杆7的后端就能在重力作用下向下摆动而使钩子71能钩于始终回转的驱动链条上,钩子71钩于驱动链条上后,驱动链条会驱动滑台4向后移动,使得夹钳2能对夹而夹住穿过模具架的钢管头子,然后在驱动链条的驱动下,拉拔小车会向后移动而拉拔钢管,使得钢管能穿过模具而缩径。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1