一种短料锯切钻孔一体机的自动钻孔装置的制作方法
1.本发明涉及一种自动钻孔装置,尤其涉及一种短料锯切钻孔一体机上使用的自动钻孔装置。
背景技术:
2.一些金属棒材需要定长锯切后后进行端面钻孔加工,一般的操作方式都是将比较长的一根棒材送至锯切机上进行锯切,锯切后再下料,然后在将锯切后的棒材送至端部钻孔机中进行钻孔。整个锯切和钻孔过程是不连续的,需要棒材锯切成短料后然后再通过行车转移到钻孔机上上料,然后逐根钻孔,这样导致生产的效率非常低。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种短料锯切钻孔一体机的自动钻孔装置,该自动钻孔装置可以在棒材锯切后自动逐根输送至钻孔装置处进行钻孔,不但提高了生产的效率,同时整个设备的占地面积更小。
4.为解决上述技术问题,本发明的技术方案是:一种短料锯切钻孔一体机的自动钻孔装置,包括
5.用于纵向输送锯切后的棒材的锯切出料输送装置,所述锯切出料装置的一端设置于短料锯切钻孔一体机的锯切头下游与锯切头衔接;
6.横向翻料缓存装置:所述横向翻料缓存装置设置于锯切出料输送装置的横向一侧;所述横向翻料缓存装置包括横向翻料机构和缓存料框,所述横向翻料机构设置于缓存料框和锯切出料输送装置之间用于将纵向摆放的棒材横向翻送至缓存料框上;
7.横向步进送料装置:所述横向步进送料装置设置于缓存料框的横向一侧;所述缓存料框靠近横向步进送料装置的一侧为取料侧且设置有取料工位;所述横向步进送料装置包括固定的支撑梁和横向步进送料机构,所述支撑梁上设置有至少一个缓存支撑工位;所述横向步进机构用于将取料工位上的棒材送至缓存支撑工位的同时将缓存支撑工位上的棒材送至钻孔装置的钻孔支撑工位;
8.钻孔装置:所述钻孔装置包括钻孔机座,所述钻孔机座上位于钻孔支撑工位上设置有钻孔支撑装置,所述钻孔支撑装置用于支撑横向步进机构送来的棒材,所述钻孔机座上位于钻孔支撑装置的一端纵向滑动安装有对棒材端部进行钻孔的钻头组件,所述钻孔机座上设置有压紧所述棒材的钻孔夹紧装置;
9.钻孔出料装置:所述钻孔出料装置用于将钻孔支撑装置上的棒材送出。
10.作为一种优选的方案,所述横向翻料机构包括转动设置于缓存料框上且靠近锯切出料输送装置一侧的横向翻料轴,所述横向翻料轴上设置有若干个翻料块,所述翻料块延伸至锯切出料输送装置的棒材下方,所述横向翻料轴由横向翻料动力装置驱动偏摆。
11.作为一种优选的方案,所述钻孔支撑装置包括安装于钻孔机座上的钻孔支撑座,所述钻孔支撑座上安装有若干个钻孔支撑辊,每个钻孔支撑辊上均设置有方便棒材放置的
v形槽。
12.作为一种优选的方案,所述钻孔支撑座竖直升降安装于所述钻孔机座上,所述钻孔支撑座由钻孔升降调节装置驱动。
13.作为一种优选的方案,所述钻头组件包括纵向滑动安装于钻孔机座上的进刀滑座,所述进刀滑座由进刀动力装置驱动,进刀滑座上转动安装有由旋转动力装置驱动的钻头,所述进刀滑座上位于钻头的前侧设置有检测套筒,所述检测套筒的内壁设置有用于检测棒材端面位置的端部位置检测传感器;所述进刀滑座上位于检测套筒的前侧设置有夹紧所述棒材的钻孔夹紧装置。
14.作为一种优选的方案,所述钻孔夹紧装置包括固定于所述进刀滑座上且位于检测套筒上方的夹紧支座,所述夹紧支座上竖直滑动安装有夹紧块,所述夹紧块由夹紧动力装置驱动与钻孔支撑辊配合压紧棒材。
15.作为一种优选的方案,所述钻孔出料装置包括出料机架,所述出料机架设置有倾斜的出料缓存平台,所述出料缓存平台上靠近所述钻孔装置的一侧转动安装有出料翻料轴,所述出料翻料轴上设置有若干个出料翻板,所述出料翻板延伸至钻孔支撑装置所支撑的棒材下方,所述出料翻料轴由横向出料动力装置驱动偏摆,所述出料缓存平台的低侧固定有若干个拦料挡板,所述拦料挡板的上端设置有出料导向斜面,所述出料机架上安装有将出料缓存平台上的棒材顶送至出料导向斜面上的顶送机构。
16.作为一种优选的方案,所述顶送机构包括若干个竖直滑动安装于出料机架上的顶升块,所述出料机架上设置有驱动所述若干个顶升块的顶升动力装置,所述顶升块的上端设置有顶升斜面。
17.作为一种优选的方案,所述拦料挡板的中部设置有倾斜的缓存台阶,所述顶升块包括一个下顶升部和一个上顶升部,下顶升部和上顶升部之间形成了台阶状,所述顶升斜面包括下顶升斜面和上顶升斜面,所述下顶升部与出料缓存平台适配且设置了所述下顶升斜面,所述上顶升部与缓存平台适配且设置了所述上顶升斜面。
18.作为一种优选的方案,所述锯切出料输送装置包括锯切出料机架,所述锯切出料机架上设置有若干个锯切出料输送辊,所述锯切出料机架的进料端与锯切头衔接,所述锯切出料机架的出料端设置有端部定位板;所述锯切出料机架的一侧还安装有定尺机架,所述定尺机架上纵向滑动安装有定尺纵向滑座,所述定尺纵向滑座上竖直滑动安装有由竖向调节机构调节的定尺竖向滑座,所述定尺竖向滑座上安装有定尺底座,所述定尺底座上滑动安装有定尺滑块,所述定尺滑块由安装在定尺底座上的定尺直线动力装置驱动,所述定尺滑块的滑动方向与棒材的输送方向互成一交角;所述定尺滑块上滑动安装有导杆,所述导杆的滑动方向与输送方向平行,所述导杆的端部固定有定尺块,所述定尺滑块上安装有迫使导杆复位的复位弹性件,所述定尺块上固定有触杆,所述定尺滑块上安装有与触杆适配的限位开关。
19.采用了上述技术方案后,本发明的效果是:该自动钻孔装置首先通过锯切出料输送装置接收锯切头锯切后的短料棒材,然后在通过横向翻料缓存装置的横向翻料机构将短料棒材横向翻至缓存料框中进行缓存;而后横向步进送料机构从缓存料框的取料工位中取一根棒材同时将缓存支撑工位上的棒材送至钻孔装置的钻孔支撑工位,所述钻孔机座滑动的钻头组件纵向移动靠近钻孔支撑工位的棒材,这样棒材并不纵向移动而钻头组件纵向移
动,移动到位后钻孔夹紧装置夹紧棒材方便钻孔,整个钻孔过程中完成后,钻头组件复位,棒材依旧处于原来的位置,方便钻孔出料装置将钻孔加工好的棒材送出,这样整个自动钻孔装置就可以实现棒材的横向转移和棒材的自动钻孔,自动化程度更高,同时由于将棒材采用了横向送料的方式,这样进一步节省了空间。
20.又由于所述钻孔支撑座竖直升降安装于所述钻孔机座上,所述钻孔支撑座由钻孔升降调节装置驱动,因此钻孔支撑座上的钻孔支撑辊的高度就可以调节,这样就可以调节棒材的中心,最终适合不同直径的棒材钻孔要求。
21.又由于所述钻头组件包括纵向滑动安装于钻孔机座上的进刀滑座,所述进刀滑座由进刀动力装置驱动,进刀滑座上转动安装有由旋转动力装置驱动的钻头,所述进刀滑座上位于钻头的前侧设置有检测套筒,所述检测套筒的内壁设置有用于检测棒材端面位置的端部位置检测传感器;所述进刀滑座上位于检测套筒的前侧设置有夹紧所述棒材的钻孔夹紧装置,该钻头组件的进刀滑座可以滑动,当检测套筒套在棒材的端部时,端部位置检测传感器就会检测到棒材端面,这样就能准确的确定钻头再次纵向移动的距离,从而精确的控制钻孔深度。
22.又由于所述钻孔出料装置包括出料机架,所述出料机架设置有倾斜的出料缓存平台,所述出料缓存平台上靠近所述钻孔装置的一侧转动安装有出料翻料轴,所述出料翻料轴上设置有若干个出料翻板,所述出料翻板延伸至钻孔支撑装置所支撑的棒材下方,所述出料翻料轴由横向出料动力装置驱动偏摆,所述出料缓存平台的低侧固定有若干个拦料挡板,所述拦料挡板的上端设置有出料导向斜面,所述出料机架上安装有将出料缓存平台上的棒材顶送至出料导向斜面上的顶送机构,该出料机架上的出料翻料轴被带动偏转从而将钻孔支撑装置上的棒材翻料到出料缓存平台上,方便缓存,从而保证钻孔的节拍,然后顶送机构将棒材顶升到出料导向斜面上,棒材然后从出料导向斜面上滚落出料,该钻孔出料装置可以方便讲棒材缓存,保证足够的钻孔节拍,同时棒材顶升后出料,方便与其他高度相对较高的输送装置衔接。
23.又由于所述拦料挡板的中部设置有倾斜的缓存台阶,所述顶升块包括一个下顶升部和一个上顶升部,下顶升部和上顶升部之间形成了台阶状,所述顶升斜面包括下顶升斜面和上顶升斜面,所述下顶升部与出料缓存平台适配且设置了所述下顶升斜面,所述上顶升部与缓存平台适配且设置了所述上顶升斜面,利用该缓存台阶不但可以进一步的增加缓存的工位,从而增加缓存的时间,同时,顶升块的升降高度可以减小,从而顶升动力装置的行程减少,成本降低。
24.又由于所述锯切出料输送装置包括锯切出料机架,所述锯切出料机架上设置有若干个锯切出料输送辊,所述锯切出料机架的进料端与锯切头衔接,所述锯切出料机架的出料端设置有端部定位板;所述锯切出料机架的一侧还安装有定尺机架,所述定尺机架上纵向滑动安装有定尺纵向滑座,所述定尺纵向滑座上竖直滑动安装有由竖向调节机构调节的定尺竖向滑座,所述定尺竖向滑座上安装有定尺底座,所述定尺底座上滑动安装有定尺滑块,所述定尺滑块由安装在定尺底座上的定尺直线动力装置驱动,所述定尺滑块的滑动方向与棒材的输送方向互成一交角;所述定尺滑块上滑动安装有导杆,所述导杆的滑动方向与输送方向平行,所述导杆的端部固定有定尺块,所述定尺滑块上安装有迫使导杆复位的复位弹性件,所述定尺块上固定有触杆,所述定尺滑块上安装有与触杆适配的限位开关,该
锯切出料输送装置的出料端设置了端部定位板可以有效的定位棒材的端部,这样方便钻孔时保证棒材的端部位置误差较小,方便检测套筒都能准确的套装在棒材上,保证钻孔动作的可靠性,同时领前定尺块可以方便棒材锯切之前在输送的过程中进行前端定尺,保证定长切割,同时有定尺滑块的滑动方向与棒材的输送方向成一个交角,棒材的输送过程中撞击定尺块的撞击力会产生两个方向的分力,从而避免定尺滑块和定尺底座之间的滑动配合更可靠,同时利用复位弹性件可以起到缓冲作用,进一步减少撞击力,使用寿命更长。
附图说明
25.下面结合附图和实施例对本发明进一步说明。
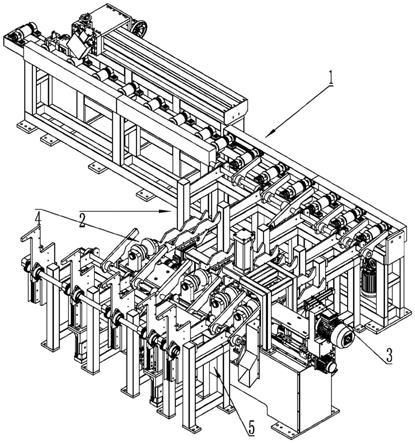
26.图1是本发明实施例的立体结构示意图;
27.图2是本发明实施例的锯切出料输送装置的立体图结构图;
28.图3是图2在a处的放大示意图;
29.图4是钻孔出料装置的结构示意图;
30.图5是钻孔装置的结构示意图;
31.图6是钻孔装置的另一个角度的结构示意图;
32.图7是钻孔出料装置的立体结构示意图;
33.图8是钻孔出料装置的另一个角度的立体结构示意图;
34.附图中:1.锯切出料输送装置;101.锯切出料机架;102.锯切出料输送辊;103.端部定位板;104.定尺机架;105.定尺纵向滑座;106.纵向调节手轮;107.定尺竖向滑座;108.竖向调节手轮;109.定尺底座;110.定尺滑块;111.定尺直线动力装置;112.定尺块;113.触杆安装板;114.触杆;115.限位开关;116.导杆;2.横向翻料缓存装置;201.缓存料框;202.翻料块;203.横向翻料轴;204.横向翻料动力装置;3.横向步进送料装置;301.步进机架;302.支撑梁;303.缓存支撑工位;304.横向步进送料机构;3041.步进升降座;3042.顶升气缸;3043.同步轴;3044.同步齿轮;3045.竖直齿条;3046.活动步进梁;3047.步进气缸;3048.步进取料工位;3049.步进送料工位;4.钻孔装置;401.钻孔支撑装置;4011.钻孔支撑座;4012.钻孔支撑辊;4013.升降机;4014.升降电机;402.钻头组件;4021.进刀滑座;4022.进刀动力装置;4023.旋转动力装置;4024.检测套筒;4025.夹紧块;4026.夹紧动力装置;4027.夹紧支座;403.钻孔机座;5.钻孔出料装置;501.出料机架;502.出料缓存平台;503.出料翻料轴;504.出料翻板;505.横向出料动力装置;506.拦料挡板;5061.出料导向斜面;5062.缓存台阶;507.顶送机构;5071.顶升块;50711.下顶升斜面;50712.上顶升斜面;5072.同步齿条;5073.同步轴;5074.同步齿轮;5075.顶升动力装置。
具体实施方式
35.下面通过具体实施例对本发明作进一步的详细描述。
36.如图1所示,一种短料锯切钻孔一体机的自动钻孔装置4,包括
37.用于纵向输送锯切后的棒材的锯切出料输送装置1,所述锯切出料装置的一端设置于短料锯切钻孔一体机的锯切头下游与锯切头衔接;
38.如图2和图3所示,所述锯切出料输送装置1包括锯切出料机架501101,所述锯切出料机架501101上设置有若干个锯切出料输送辊102,各锯切出料输送辊102之间通过链传动
逐级传动,其中一个锯切出料输送辊102为主动辊且由电机驱动。
39.所述锯切出料机架501101的进料端与锯切头衔接,所述锯切出料机架501101的出料端设置有端部定位板103;当棒材在锯切出料输送辊102上纵向输送时,端部会碰到端部定位板103,从而完成端部定位;这样就准确的限定棒材端部,方便钻孔装置4的钻孔。
40.所述锯切出料机架501101的一侧还安装有定尺机架104,所述定尺机架104上纵向滑动安装有定尺纵向滑座105,定尺纵向滑座105通过纵向调节机构调节纵向位置,本实施例中,纵向调节结构包括一个纵向调节手轮106,纵向调节手轮106转动安装于定尺纵向滑座105上且安装有齿轮,定尺机架104上安装有与齿轮啮合的纵向齿条,这样,当旋转纵向调节手轮106时就可以调节定尺纵向滑座105的位置,这样就可以调节棒材锯切的长度。
41.所述定尺纵向滑座105上竖直滑动安装有由竖向调节机构调节的定尺竖向滑座107,竖向调节机构为丝杠螺母机构,其丝杠上安装有竖向调节手轮108。通过竖向调节结构可以调节定尺竖向滑座107的高度,最终方便定尺块112的高度,与不同尺寸的棒材的碰撞定尺。
42.所述定尺竖向滑座107上安装有定尺底座109,所述定尺底座109上滑动安装有定尺滑块110,所述定尺滑块110由安装在定尺底座109上的定尺直线动力装置111驱动,所述定尺滑块110的滑动方向与棒材的输送方向互成一交角;定尺直线动力装置111采用气缸驱动,所述定尺滑块110上滑动安装有导杆116,所述导杆116的滑动方向与输送方向平行,所述导杆116的端部固定有定尺块112,所述定尺滑块110上安装有迫使导杆116复位的复位弹性件,所述定尺块112上固定有触杆114,触杆114安装在触杆114安装板113上,触杆114安装板113上设置有横向条孔并通过约束于横向条孔内的螺栓固定在定尺块112上,这样可以横向调节触杆114的位置,所述定尺滑块110上安装有与触杆114适配的限位开关115。当需要定尺时,先根据棒材的锯切长度调节定尺纵向滑座105的位置,然后根据棒材的直径调节定尺竖向滑座107的位置,这样当需要进行定尺时,气缸驱动定尺滑块110滑动使定尺块112处于棒材的移动路线上,棒材碰撞到定尺块112后压缩使触杆114触碰到限位开关115,这样棒材就可以停止输送,锯切头锯切,锯切头和定尺块112之间的棒材就是所需切割的短料棒材。
43.横向翻料缓存装置2:所述横向翻料缓存装置2设置于锯切出料输送装置1的横向一侧;所述横向翻料缓存装置2包括横向翻料机构和缓存料框201,所述横向翻料机构设置于缓存料框201和锯切出料输送装置1之间用于将纵向摆放的棒材横向翻送至缓存料框201上;其中,所述横向翻料机构包括转动设置于缓存料框201上且靠近锯切出料输送装置1一侧的横向翻料轴203,所述横向翻料轴203上设置有若干个翻料块202,所述翻料块202延伸至锯切出料输送装置1的棒材下方,所述横梁翻料轴由横向翻料动力装置204驱动偏摆,翻料块202处于锯切出料输送辊102之间,横向翻料动力装置204为一个横向翻料气缸,该横向翻料气缸铰接在缓存料框201上,而其中一个翻料块202设置有一个位于横向翻料轴203另一侧的连接杆部,横向翻料气缸的活塞杆与连接杆部铰接,这样就可以带动翻料块202偏转实现翻料。
44.如图1、图4和图5所示,横向步进送料装置3:所述横向步进送料装置3设置于缓存料框201的横向一侧;所述缓存料框201靠近横向步进送料装置3的一侧为取料侧且设置有取料工位;所述横向步进送料装置3包括固定的支撑梁302和横向步进送料机构304,所述支
撑梁302上设置有至少一个缓存支撑工位303;所述横向步进机构用于将取料工位上的棒材送至缓存支撑工位303的同时将缓存支撑工位303上的棒材送至钻孔装置4的钻孔支撑工位;
45.其中,本实施例中,横向步进送料装置3也包括一个步进机架301,所述步进机架301上固定了若干个所述的支撑梁302,所述支撑梁302上设置有三个缓存支撑工位303,而所述横向步进机构包括竖直升降安装于所述步进机架301上的若干个步进升降座3041,步进升降座3041上设置有竖直齿条3045,所述步进机架301上转动安装有同步轴3043,同步轴3043上安装有若干个同步齿轮3044,同步齿轮3044与竖直齿条3045啮合,至少一个升降座由顶升气缸3042驱动,这样就实现了步进升降座3041的同步升降,步进升降座3041上横向滑动安装有活动步进梁3046,所述步进梁上设置有一个步进取料工位3048、两个步进缓存工位和一个步进送料工位3049,所述缓存支撑工位303、步进取料工位3048、两个步进缓存工位和一个步进送料工位3049均设置了支撑槽,方便棒材的支撑,各活动步进梁3046由步进气缸3047驱动横向移动。
46.在进行步进送料时,首先步进升降座3041下降使活动步进梁3046低于支撑梁302,然后步进气缸3047驱动活动步进梁3046横向移动使步进取料工位3048上的支撑槽处于缓存料框201的取料工位,然后步进升降座3041上升,这样棒材就被步进取料工位3048上的支撑槽支撑,然后活动步进梁3046横向移动一个工位,此时步进取料工位3048将棒材移动到支撑梁302上的第一个缓存支撑工位303的上方,然后步进升降座3041下降,就将棒材放置到了支撑梁302上的第一个缓存支撑工位303上被支撑槽支撑;然后活动步进梁3046横向移动使步进取料工位3048位于取料工位,此时,活动步进梁3046上的第一个步进缓存工位与第一个缓存支撑工位303对应,此时步进升降座3041上升,这样,步进取料工位3048上的支撑槽将取料工位上的棒材取料,同时的第一个步进缓存工位上的支撑槽将第一个缓存支撑工位303上的棒材顶起,然后活动步进梁3046再次横向移动一个工位,此时,第一个步进缓存工位上的棒材被送到第二个缓存支撑工位303,步进取料工位3048上当棒材被送到第一个缓存支撑工位303,这样重复步进操作,棒材就会横向步进送料,最终步进送料工位3049将第三个缓存支撑工位303上的棒材送至钻孔装置4上进行钻孔操作。
47.如图5和图6所示,钻孔装置4:所述钻孔装置4包括钻孔机座403,所述钻孔机座403上位于钻孔支撑工位上设置有钻孔支撑装置401,所述钻孔支撑装置401用于支撑横向步进机构送来的棒材,所述钻孔机座403上位于钻孔支撑装置401的一端纵向滑动安装有对棒材端部进行钻孔的钻头组件402,所述钻孔机座403上设置有压紧所述棒材的钻孔夹紧装置;
48.其中,所述钻孔支撑装置401包括安装于钻孔机座403上的钻孔支撑座4011,所述钻孔支撑座4011上安装有若干个钻孔支撑辊4012,每个钻孔支撑辊4012上均设置有方便棒材放置的v形槽。进一步优选的,所述钻孔支撑座4011竖直升降安装于所述钻孔机座403上,其竖直升降的安装方式采用竖直导杆116实现升降安装,所述钻孔支撑座4011由钻孔升降调节装置驱动,所述钻孔升降调节装置采用目前的现有的升降机4013,该升降机4013由升降电机4014驱动,这样可以调节钻孔支撑辊4012的高度,进而调节棒材的中心,满足不同直径的棒材钻孔,正常情况该钻孔是在棒材的中心处钻孔。
49.所述钻头组件402包括纵向滑动安装于钻孔机座403上的进刀滑座4021,所述进刀滑座4021由进刀动力装置4022驱动,所述进刀动力装置4022包括进刀伺服电机,该进刀伺
服电机通过丝杠螺母机构驱动进刀滑座4021纵向移动,进刀滑座4021上转动安装有由旋转动力装置4023驱动的钻头,所述进刀滑座4021上位于钻头的前侧设置有检测套筒4024,所述检测套筒4024的内壁设置有用于检测棒材端面位置的端部位置检测传感器;该检测传感器为对射式检测传感器,利用对射式检测传感器就可以很准确的检测到棒材的端面,这样方便钻头的进刀距离,从而准确的控制钻孔深度。所述进刀滑座4021上位于检测套筒4024的前侧设置有夹紧所述棒材的钻孔夹紧装置。
50.所述钻孔夹紧装置包括固定于所述进刀滑座4021上且位于检测套筒4024上方的夹紧支座4027,所述夹紧支座4027上竖直滑动安装有夹紧块4025,所述夹紧块4025由夹紧动力装置4026驱动与钻孔支撑辊4012配合压紧棒材。
51.如图7和图8所述,钻孔出料装置5:所述钻孔出料装置5用于将钻孔支撑装置401上的棒材送出。
52.所述钻孔出料装置5包括出料机架501,所述出料机架501设置有倾斜的出料缓存平台502,所述出料缓存平台502上靠近所述钻孔装置4的一侧转动安装有出料翻料轴503,所述出料翻料轴503上设置有若干个出料翻板504,所述出料翻板504延伸至钻孔支撑装置401所支撑的棒材下方,所述出料翻料轴503由横向出料动力装置505驱动偏摆,该出料翻板504的驱动方式与翻料块202的驱动方式相同,再次就不赘述。
53.所述出料缓存平台502的低侧固定有若干个拦料挡板506,所述拦料挡板506的上端设置有出料导向斜面5061,所述出料机架501上安装有将出料缓存平台502上的棒材顶送至出料导向斜面5061上的顶送机构507。
54.其中所述顶送机构507包括若干个竖直滑动安装于出料机架501上的顶升块5071,所述出料机架501上设置有驱动所述若干个顶升块5071的顶升动力装置5075,所述顶升块5071的上端设置有顶升斜面。其中,顶升块5071之间设置了同步升降机4013构同步升降,同步升降机4013构也包括同步轴5073和同步齿条5072和同步齿轮5074,顶升动力装置5075采用气缸驱动。
55.所述拦料挡板506的中部设置有倾斜的缓存台阶5062,所述顶升块5071包括一个下顶升部和一个上顶升部,下顶升部和上顶升部之间形成了台阶状,所述顶升斜面包括下顶升斜面50711和上顶升斜面50712,所述下顶升部与出料缓存平台502适配且设置了所述下顶升斜面50711,所述上顶升部与缓存平台适配且设置了所述上顶升斜面50712。当顶升块5071顶升时,下顶升斜面50711和上顶升斜面50712会同时定身处于出料缓存平台502上的棒材和缓存台阶5062上的棒材,在顶升的过程中,棒材分别靠在上顶升部的侧面和拦料挡板506侧边,而当下顶升斜面50711移动到了缓存台阶5062上时棒材就会滚到缓存台阶5062上,而此时,上顶升斜面50712与出料导向斜面5061平齐,因此其上的棒材滚到出料导向斜面5061上,完成出料。
56.本实施例中提到的气路系统、伺服电机等执行装置、齿轮传动机构、丝杠螺母机构均为目前的常规技术,在2008年4月北京第五版第二十八次印刷的《机械设计手册第五版》中详细的公开了气缸、电机以及其他传动机构的具体结构和原理和其他的设计,属于现有技术,其结构清楚明了,2008年08月01日由机械工业出版社出版的现代实用气动技术第3版smc培训教材中就详细的公开了真空元件、气体回路和程序控制,表明了本实施例中的气路结构也是现有的技术,清楚明了,在2015年07月01日由化学工业出版社出版的《电机驱动与
调速》书中也详细的介绍了电机的控制以及行程开关,因此,电路、气路连接都是清楚。
57.以上所述实施例仅是对本发明的优选实施方式的描述,不作为对本发明范围的限定,在不脱离本发明设计精神的基础上,对本发明技术方案作出的各种变形和改造,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1