制动鼓钢壳用立式滚型机的制作方法
[0001]
本实用新型属于制动鼓成型技术领域,具体涉及一种制动鼓钢壳用立式滚型机。
背景技术:
[0002]
现有技术中,制动鼓钢壳滚型多采用卧式滚型,钢壳滚型前一工序是旋压,旋压后钢壳大口朝下通过运送辊道输送到滚型工序,卧式滚型的滚型内模侧卧,需要人工将钢壳放置到滚型内模上,存在极大的安全隐患,并且效率低下。卧式滚型机的滚型内模侧卧,滚型外模设置在滚型内模的上端,压紧机构设置在滚型内模端部的对应侧面,不便于更换模具和调机,影响产品质量,并且卧式滚型机占地面积大,不利于工业生产。
技术实现要素:
[0003]
为了解决现有技术中的问题,本实用新型公开制动鼓钢壳用立式滚型机,包括机架和滚压装置,所述机架包括放置在地面上的底座、竖直固定在底座四角上方的立柱、套设在立柱上的导套、与导套一体的压板、以及固定在立柱顶部的支板;所述滚压装置包括平行安装在底座上的滚型内模和滚型外模,所述滚型内模内设有偏心结构,偏心结构下设有支撑轴,支撑轴通过电机和皮带轮传动,滚型内模对应位置的上部设有压盘,所述压盘通过一连轴固定在压板下端,所述连轴与压板通过第一轴承连接,所述压板的上端设有第一油缸,所述第一油缸固定在支板上,第一油缸的活塞杆与压板固定连接,所述滚型外模轴承固定在推进机构上,所述推进机构外设有第二油缸驱动,使滚型外模相对滚型内模位移,所述压板上固设有与进出料辊道固定连接的提升机构。
[0004]
进一步,所述推进机构包括相配合的外模基座和轨道基座,所述外模基座包括与滚型外模轴承连接的底板和与底板固定连接的推板,所述轨道基座包括l型支板和平行导轨,所述l型支板的底端开口侧固定在底座外端的支出板上,l型支板的上端垂直固设有平行导轨,所述平行导轨延伸至底座上端对应滚型内模位置,所述导轨包括内导轨和外导轨,内导轨内开设有滑道,推板的两端可滑动卡入滑道内,所述底板两侧边缘抵靠外导轨内侧边缘限位,所述底板与滚型外模轴承连接,所述l型支板对应推板位置固设有第二油缸,所述第二油缸的活塞杆与推板固定连接。
[0005]
进一步,所述提升机构固定在所述压板的外侧对应钢壳进料辊道和出料辊道端,所述提升机构包括与进料辊道和出料辊道对应固定连接伸缩杆,进出料辊道中部对应滚型内模的位置开设有钢壳入口,所述底座上对应进出料辊道设有挡板。
[0006]
有益效果:
[0007]
本实用新型的滚型机为立式,占地面积小,滚型内模和滚型外模竖直向上设置,钢壳大口朝下滚型,由于旋压后钢壳大口向下,用辊道线输送,立式滚型也是大口向下,可以实现直接与旋压线并线;设有提升机构可以将进出料辊道提升到滚型内模上端,进出料辊道中部对应滚型内模的位置开设有钢壳入口,钢壳大口向下送料到钢壳入口处,自动落下套在滚型内模上,无需人工送料,提高生产效率,降低安全隐患,并且立式滚型机空间设置
合理,便于调机、更换模具,缩短生产周期,保证产品质量稳定。
附图说明
[0008]
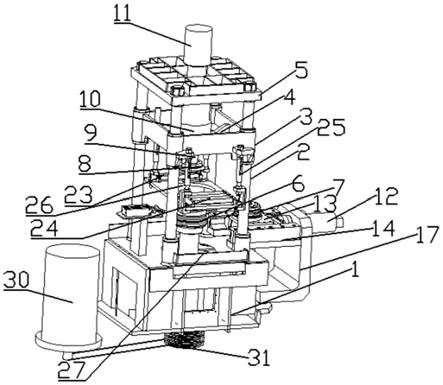
图1是本实用新型的立体结构示意图;
[0009]
图2是本实用新型的侧面结构示意图;
[0010]
图3是本实用新型的提升机构与进出料辊道的连接示意图;
[0011]
图4是本实用新型的推进机构的结构示意图。
[0012]
图中,1.底座,2.立柱,3.导套,4.压板,5.支板,6.滚型内模,7.滚型外模,8.压盘,9.连轴,10.第一轴承,11.第一油缸,12.第二油缸,13.外模基座,14.轨道基座,15.底板,16.推板,17.l型支板,18.平行导轨,19.支出板,20.内导轨,21.外导轨,22.滑道,23.进料辊道,24.出料辊道,25.伸缩杆,26.钢壳入口,27.挡板,28.偏心结构,29.支撑轴,30.电机,31.皮带轮。
具体实施方式
[0013]
制动鼓钢壳用立式滚型机,如图1-4所示,包括机架和滚压装置,所述机架包括放置在地面上的底座1,竖直固定在底座1四角上方的立柱2,套设在立柱2上的导套3,导套3可以在立柱2上上下滑动,与导套3一体的压板4,所述压板4与导套3焊接为一体也可以直接一体成型,立柱2顶部固定有安装第一油缸11的支板5;所述滚压装置包括平行安装在底座1上的滚型内模6和滚型外模7,所述滚型内模6内设有偏心结构28,偏心结构28下设有支撑轴29,支撑轴29通过电机30和皮带轮31传动,带动滚型内模6转动,滚型内模6对应位置的上部设有压盘8,压盘8和偏心结构的偏心盘同心,所述压盘8通过一连轴9固定在压板4下端,所述连轴9与压板4通过第一轴承10连接,所述压板4的上端设有第一油缸11,所述第一油缸11固定在支板5上,第一油缸11的活塞杆与压板4固定连接,所述滚型外模7轴承固定在推进机构上,所述推进机构外设有第二油缸12驱动,使滚型外模7相对滚型内模6位移,所述压板4上固设有与进出料辊道24固定连接的提升机构。
[0014]
如图4所示,所述推进机构包括相配合的外模基座13和轨道基座14,所述外模基座13包括与滚型外模7轴承连接的底板15和与底板15固定连接的推板16,所述轨道基座14包括l型支板17和平行导轨18,所述l型支板17的底端开口侧固定在底座1外端的支出板19上,l型支板17的上端垂直固设有平行导轨18,所述平行导轨18延伸至底座1上端对应滚型内模6位置,所述导轨包括内导轨20和外导轨21,内导轨20内开设有滑道22,推板16的两端可滑动卡入滑道22内,所述底板15两侧边缘抵靠外导轨21内侧边缘限位,所述底板15与滚型外模7轴承连接,所述l型支板17对应推板16位置固设有第二油缸12,所述第二油缸12的活塞杆与推板16固定连接。
[0015]
如图3所示,所述提升机构固定在所述压板4的外侧对应钢壳进料辊道23和出料辊道24端,所述提升机构包括与进料辊道23和出料辊道24对应固定连接伸缩杆25,进出料辊道24中部对应滚型内模6的位置开设有钢壳入口26,所述底座1上对应进出料辊道24设有挡板27。
[0016]
实施时,通过自动送料辊道,将旋压成型后的钢壳并线运输到立式滚压机的进料辊道23上,第一油缸11活塞杆驱动压板4下压,带动压盘8和提成机构下压,提成机构带动进
出料辊道24下降,通过控制系统设置当滚型内模6顶端的定位轴与钢壳入口26平面齐平时,送料辊道将钢壳推入钢壳入口26,此时钢壳落入滚型内模6时可以正好对正,压板4继续向下移动,使得压盘8压紧钢壳,当进出料辊道24底端已经抵靠到底座1上的挡板27时,压盘8还会继续向下运动,由于提升机构为伸缩杆25,当进出料辊道24底端抵靠到挡板27导致提升机构无法继续下压时,伸缩杆25收缩,直至压盘8压紧钢壳。同时,推进机构通过第二油缸12将滚型外模7推近滚型内模6,钢壳被夹持在模具上作旋转运动,压盘8上方设置有第一轴承10,使得压盘8可以随着工件旋转,滚型外模7推进加压是钢壳逐点连续变形成合格工件,滚完以后,第一油缸11活塞杆向上运动,带动压板4向上运动,压盘8先松开钢壳,再继续上移,通过升降机构,带动钢壳脱离下模具,然后退料机构,将工件推出工作区域。
[0017]
(所述偏心结构和压盘结构与专利号为201621342103.7,专利名称为制动鼓钢壳滚型装置中的偏心结构和压盘原理一致,所述自动送料辊道与专利号为201710141400.8,专利名称为一种自动送料装置原理一致,此处不再累述。)
[0018]
值得说明的是,上述仅是本实用新型的实施例,可以理解是在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型获得其他实施例,其他实施例如在本实用新型权利要求范围的前提下也应当是本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1