煤气化装置检维修用磨辊安装调节定位器的制作方法
[0001]
本实用新型属于石油化工领域,特别涉及一种煤气化装置检维修专用工具。
背景技术:
[0002]
磨煤机是煤化工基础装置,其重要部件磨辊单只总重约12吨,磨煤机在检修过程中需要对磨辊进行安装,且磨辊与磨煤机三角架有一定的定位精度要求。
[0003]
现有技术中,在对磨煤机磨辊安装定位时,需使用3只5吨葫芦与行车精确配合才能调整定位,10个人12小时才能安装一只磨辊,每次检修要安装三只磨辊,存在耗时长、效率低的现象;而且安装时操作空间狭小,操作存在较大安全风险。
技术实现要素:
[0004]
本实用新型所要解决的技术问题在于提供一种煤气化装置检维修用磨辊安装调节定位器,可以快速安全准确地定位磨辊与三角架的位置。
[0005]
为解决上述技术问题,本实用新型的煤气化装置检维修用磨辊安装调节定位器,包括调节板,所述调节板上沿其长度方向铣挖有u型槽,所述调节板上通过支架沿其长度方向固定设置有调节丝杆,还包括固定螺栓,所述固定螺栓的上端套装在所述调节丝杆上、其套头两端的调节丝杆上分别设置有左、右调节螺母,所述固定螺栓的下端穿过所述调节板的u型槽;所述调节板的末端通过销轴连接有安装固定支架,所述安装固定支架的自由端朝向固定螺栓自由端弯折设置为燕尾,所述燕尾末端设置有若干定位孔。
[0006]
所述煤气化装置检维修用磨辊安装调节定位器的使用方法,包括以下步骤:
[0007]
步骤1:将煤气化装置检维修用磨辊安装调节定位器定位在磨辊总成上方的一端,安装固定支架通过其自由端的燕尾与磨煤机上的固定架固定连接。所述固定螺栓穿过u型槽后与所述磨辊总成上的螺纹孔固定连接;
[0008]
步骤2:在调节丝杆上调整左调节螺母和右调节螺母的位置,这时固定螺栓顺着调节板上的u型槽移动一个位置,带动磨辊总成和安装定位头转动,使得安装定位头与三角架定位面相吻合;
[0009]
步骤3:将煤气化装置检维修用磨辊安装调节定位器定位在磨辊总成上方的另一端,对另一个安装定位头进行位置微调。
[0010]
采用以上技术方案后,将安装固定支架与磨煤机上的固定架进行固定,在磨辊总成两侧安装本实用新型的调节定位器,使得在安装磨辊时调节磨辊位置由原先的手动葫芦加行车配合改为由螺纹调节。当安装时磨辊总成上的安装头与三角架不吻合、存在位置误差时,松动或拧紧左、右调节螺母就可以调节安装位置。
[0011]
本实用新型的有益效果是:可以由三至四个人在一至两个小时内就能够安全准确地完成一个磨辊总成的安装固定,大大提高了工作效率,其结构简单,安全性能高。
附图说明
[0012]
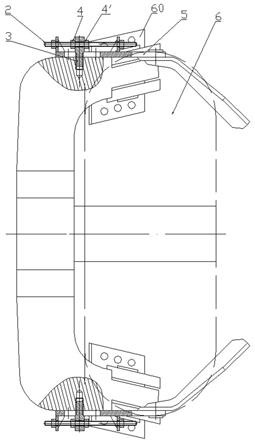
图1是在磨辊总成两侧安装上本实用新型的组装图。
[0013]
图2是背景技术所述磨煤机的磨辊总成图;
[0014]
图3是图1的左视图;
[0015]
图4是本实用新型中调节板、调节丝杆、固定螺栓、左、右调节螺母的配合示意图。
具体实施方式
[0016]
如图1、图2、图3、图4可见,本实用新型的煤气化装置检维修用磨辊安装调节定位器,包括调节板1,所述调节板上沿其长度方向铣挖有u型槽,所述调节板1上通过支架沿其长度方向固定设置有调节丝杆2,还包括固定螺栓3,所述固定螺栓3的上端套装在所述调节丝杆2上、其套头两端的调节丝杆2上分别设置有左、右调节螺母4、4
’
,所述固定螺栓3的下端穿过所述调节板1的u型槽;所述调节板1的末端通过销轴51连接有安装固定支架5,所述安装固定支架5的自由端朝向固定螺栓3自由端弯折设置为燕尾50,所述燕尾50末端设置有若干定位孔。
[0017]
如图4可见,作为具体实施方式之一,所述调节板1左端部焊接有左支架10,中部焊接有右支架11,所述u型槽设置在左支架10、右支架11之间的调节板1上,所述调节丝杆2通过左右螺母固定在所述左支架10、右支架11之间,所述调节板1、u型槽、互相平行。所述调节板1的末端设置有销孔12,用于通过销轴51连接安装固定支架5。所述的固定螺栓3设置为方头螺栓,固定螺栓3的端头设置有孔,该孔的孔径大于调节丝杆2直径,固定螺栓3的端头与左、右调节螺母4、4
’
面接触,左、右调节螺母4、4
’
施加作用力时,固定螺栓3即可沿调节丝杆2和u型槽平动。
[0018]
调节板1的末端设置有销孔12,固定支架5的左端也设置有孔,调节板1和固定支架5销轴连接,该链接部位销、孔间隙配合。
[0019]
图2是磨辊总成图,与图1是相反方向绘制。图2主要显示磨辊总成上的安装定位头60,这个安装定位头60在安装时要与磨煤机设备上的三角架70相连接,六个螺栓孔和安装平面要吻合。
[0020]
磨辊6是一个鼓形结构件,采用站立姿态工作,此时其左右两侧面为平面,两侧面之间的连接面为球面,磨煤机的底部设置有向下凹的圆弧磨面72,该圆弧磨面72的上方按圆周方向设置有3个磨辊6,磨煤作业时,磨辊6与圆弧磨面72相对旋转,磨辊6的球面部分与圆弧磨面配合对煤炭进行碾压式粉碎。图3中示出的磨辊6沿铅垂线方向布置,该姿态也是其工作姿态。
[0021]
图3中,磨煤机的三角架70简易画出,用于说明安装定位头60与三角架70在安装时的位置关系。在安装磨辊总成时,首先把安装固定支架5与磨煤机上的固定架71进行固定,起到初步固定作用。
[0022]
如图3可见,在安装过程中出现的主要困难在于:安装定位头60平面与三角架70平面不能吻合,有一个角度误差α,本实用新型主要解决对这种微量的角度误差的调整。
[0023]
磨辊总成的安装定位头60与磨煤机的三角架70是由6个螺栓进行连接。下一步目标是调节其安装定位头60与三角架70的位置,使得安装定位头与三角架上6个螺栓孔对正,并且安装定位头的安装平面与三角架的安装平面平行,不能有安装角度误差。
[0024]
具体而言:
[0025]
步骤1:按顺序组装好本实用新型煤气化装置检维修用磨辊安装调节定位器,然后,安装固定支架5通过其自由端的燕尾50与磨煤机上的固定架71固定连接。所述固定螺栓3穿过u型槽后与所述磨辊总成上的螺纹孔固定连接。
[0026]
所述的固定螺栓3的套头与所述调节丝杆2之间是间隙配合的,固定螺栓3的螺杆部分与所述u型槽也是间隙配合的,从而使得固定螺栓3可沿着u型槽的长度方向运动;固定螺栓3具备适当的长度,从而使得在固定螺栓3的长度方向,所述调节板1与所述磨辊总成的上表面之间形成间隙,两者可相对运动。
[0027]
步骤2:安装过程中,出现图3所示角度误差现象时,先将右调节螺母4
’
松动,拧紧左调节螺母4,这时固定螺栓3就顺着调节板1上的u型槽移动一个位置;由于固定螺栓3与磨辊总成上的螺纹孔固定连接,这时就会带动磨辊总成移动一个位置。磨辊总成移动过程中,由于磨辊6的底部与圆弧磨面72为曲面接触,接触部位可以提供移动支点,因而磨辊总成具备一定的转动自由度。
[0028]
当左调节螺母4施加作用力时,磨辊总成绕其底部支点转动。磨辊总成上的安装定位头60与磨辊总成是铰链连接,当磨辊总成转动时就会带动安装定位头60转动一个位置,使得安装定位头60与三角架70定位面相吻合。因为是拧动螺纹调节,可以作微量调整,因而可以快速、准确地调整磨辊安装位置。
[0029]
以上步骤1、2中,本煤气化装置检维修用磨辊安装调节定位器设置在磨辊总成的一端,用于调节1个安装定位头60的位置。
[0030]
步骤3:如图1、图3可见,在有必要的情况下,将本煤气化装置检维修用磨辊安装调节定位器设置在磨辊总成的另一端,并对另一个安装定位头60进行微调,其过程与步骤1、2相同。
[0031]
本实用新型的具体实施方式包括但不局限于上述实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员可根据本实用新型作出各种相应的改变和变形,但仍然落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1