一种窗框加工操作台的制作方法
[0001]
本实用新型涉及门窗加工的技术领域,尤其是涉及一种窗框加工操作台。
背景技术:
[0002]
在对窗户进行生产的过程中,需要对窗户的框架进行焊接,将多根角钢拼接成框架,进行焊接,再进行之后的打磨和安装玻璃的过程,安装玻璃后需要对玻璃与窗框的连接处粘贴密封条,并进行密封,加工操作台即是一种对窗框进行焊接、密封等工序时用以放置窗框的工作台。
[0003]
现在,在进行窗框的焊接以及之后的密封等工序时,将多根角钢进行预连接,之后将其放置到工作台上进行焊接和密封等工序,在完成对其中一侧边沿的焊接或是密封之后,对框架的方位进行调整,对不同的侧边进行加工。
[0004]
对窗框进行加工过程中对其方位进行调整时需要将整个窗框搬起进行调整,在对一些尺寸较大的窗框进行加工时,其边框采用的角钢的尺寸也较大,即其整体重量较大,对其进行调整的过程中,对其调整较为费力,操作困难。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的之一是提供一种窗框加工操作平台,能够较为方便的对窗框的方位进行调整,不需要将窗框抬起,调整的过程较为省力和方便。
[0006]
本实用新型的上述实用新型目的是通过以下技术方案得以实现的:一种窗框加工操作台,包括设置在地面上的支架,支架上设置有安装板,安装板上侧的中部转动支撑有转动盘,支架上设置有用以对转动盘的位置进行固定的定位组件;安装板上侧面上开设有若干环形的第一安装槽,转动盘下侧面上开设有与第一安装槽对应的第二安装槽,第一安装槽中设置有多个滚珠,其嵌在第一安装槽与对应的第二安装槽中。
[0007]
通过采用上述技术方案,进行窗框的加工时,将其放置在转动盘上,完成对窗框一侧边的加工后,通过转动转动盘,能够较为方便的对窗框的方位进行调整,不需要搬起窗框来对其进行调整,尤其是对尺寸较大的窗框进行加工的过程中,对窗框的方位进行调整的过程较为省力,能够较为方便的对窗框的位置进行调整,操作方便。
[0008]
本实用新型在一较佳示例中可以进一步配置为:所述定位组件包括滑动连接在底架上且上端穿透安装板插入转动盘的定位杆;转动盘下侧面上与定位对应的位置处分别开设有定位孔,定位孔有四个,其间隔均匀分布;定位杆的下端固接有踏板;所述底架包括横板,定位杆穿透横板且与其滑动连接;定位杆位于横板上侧的侧面上设置有挡环;定位杆上套设有复位弹簧,其位于挡环与横板之间,其两端分别与挡环和横板连接。
[0009]
通过采用上述技术方案,定位杆端部插入定位孔中,对转动盘的位置进行固定,对窗框进行加工,完成对窗框其中一侧边的加工后,操作人员踩压踏板,对的定位杆从定位孔中脱出,解除对转动盘的限定,对转动盘进行调整,操作较为方便,对转动盘进行固定,在进
行加工的过程总,减少出现转动盘带动窗框转动,而使得对窗框的操作产生影响的现象。
[0010]
本实用新型在一较佳示例中可以进一步配置为:所述定位杆的上端面上嵌设有滚球,其与定位杆滚动连接。
[0011]
通过采用上述技术方案,踩压踏板使得定位杆从定位孔中脱出后,即可松开踏板,对窗框和转动盘进行转动,此时,定位杆端部的滚球抵接在转动盘上,能够减少定位杆与转动出现磨损的现象,转动盘转动的过程更加流畅。
[0012]
本实用新型在一较佳示例中可以进一步配置为:转动盘上设置有用以对窗框进行固定的顶紧组件,其包括固定在转动盘上的多个顶紧气缸和设置在顶紧气缸上的顶紧块;多个顶紧气缸排列为两排,其伸缩端朝向转动盘外侧的方向;顶紧块有两个,其分别设置在两排顶紧气缸的伸缩端的端部。
[0013]
通过采用上述技术方案,将窗框放置到转动盘上后,通过顶紧气缸带动顶紧块与窗框抵接,对窗框的位置进行固定,对其固定较为方便,在进行后续的加工过程中,减少出现因为操作人员按压、碰撞窗框而使得窗框出现偏移的情况,减少对窗框的加工质量产生影响。
[0014]
本实用新型在一较佳示例中可以进一步配置为:所述顶紧块上分别设置有缓冲组件,其包括滑动连接在顶紧块上的缓冲块和设置在缓冲块与顶紧块之间的多个缓冲弹簧;顶紧块与窗框相贴的侧面上开设有用以安装缓冲块的容纳槽,缓冲块位于容纳槽内;缓冲弹簧间隔均匀设置在容纳槽内,其两端分别与缓冲块和容纳槽的槽底连接。
[0015]
通过采用上述技术方案,顶紧气缸带动顶紧块向两侧伸出,缓冲块与窗框抵接,顶紧气缸在继续伸出的过程中,缓冲块向容纳槽内滑动,对缓冲弹簧产生压缩,能够减少出现因为顶紧气缸伸长的长度过长,而使得顶紧块对窗框产生损坏的现象,缓冲块与窗框抵接,当窗框的内侧存在较薄的结构的情况下,其不容易出现变形的问题,对窗框的固定较为稳定,不容易造成损坏。
[0016]
本实用新型在一较佳示例中可以进一步配置为:所述缓冲块与窗框相贴的侧面上分别设置有缓冲橡胶垫。
[0017]
通过采用上述技术方案,能够增加缓冲块与窗框之间的摩擦,与窗框之间不容易出现相对滑动,对窗框的固定更加稳定,进一步减少出现缓冲块对窗框侧边产生磨损、损坏的现象。
[0018]
本实用新型在一较佳示例中可以进一步配置为:所述转动盘上侧面上设置有多个转动辊,其转动支撑于转动盘上;转动盘上与转动辊对应的位置处分别开设有凹槽,转动辊分别位于对应的凹槽中;转动辊的侧面的上部分位于转动盘上侧面的上侧,转动辊的转动轴水平且相互平行。
[0019]
通过采用上述技术方案,对窗框进行加工时,对于矩形的窗框,将其放置到转动盘上时,使得其长度方向与转动辊的转动轴垂直,从对其较长的侧边调整至对其较短的侧边进行加工时,在对窗框进行调整,出现窗框的较短的一侧边伸出操作台部分较长而使得操作人员不方便进行操作的情况下,能够对窗框进行推动,将其边沿调整时较为方便进行操作的位置处,操作较为方便。
[0020]
本实用新型在一较佳示例中可以进一步配置为:所述转动辊的侧面上分别设置有防滑橡胶垫。
[0021]
通过采用上述技术方案,在推动窗框的过程中,能够减少出现因转动辊出现打滑而与窗框之间产生摩擦,使得窗框出现默算的现象,推动窗框对其进行调整的过程更加稳定。
[0022]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0023]
1.通过设置转动盘,在对窗框进行加工时,将其放置在转动盘上,能够较为方便的对窗框进行转动以对其方位进行调整,能够较为方便的对窗框的不同侧边进行加工,在对窗框进行调整过程中,不需要将窗框搬起进行转移,尤其是在加工尺寸较大的窗框时,对其方位调整更加省力,操作简便;
[0024]
2.通过设置的定位组件,能够通过踩压踏板,以对转动盘进行转动和固定,对转动盘的固定方式较为方便,在转动过程中不需要始终踩压踏板,滚球与转动盘抵接,能够减少出现定位杆与转动盘出现磨损的现象,对转动盘转动的过程较为稳定和流畅;
[0025]
3.通过设置的顶紧组件,能够较为方便的对窗框的位置进行固定,在进行加工的过程中,窗框不容易出现晃动的现象,减少出现对加工质量产生影响,通过设置的缓冲组件,能够减少出现顶紧气缸伸长过程而对窗框产生损坏的现象;另外,通过设置的转动辊,能够较为方便的对窗框进行移动,较为方便的将窗框的边沿调整至方便进行加工的位置处,使得加工操作更加方便。
附图说明
[0026]
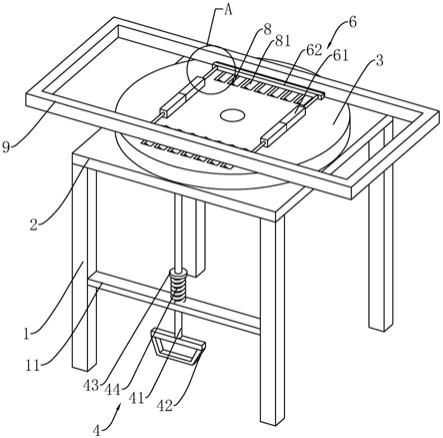
图1是本实施例中操作台的示意图;
[0027]
图2是图1中a部分的放大示意图;
[0028]
图3是为了展示转动盘的安装结构和缓冲组件的结构所做的示意图;
[0029]
图4是图3中b部分的放大示意图;
[0030]
图5是图3中c部分的放大示意图。
[0031]
图中,1、支架;11、横板;2、安装板;21、安装套筒;22、限位板;23、第一安装槽;3、转动盘;31、通孔;32、嵌槽;33、第二安装槽;34、定位孔;35、凹槽;4、定位组件;41、定位杆;42、踏板;43、挡环;44、复位弹簧;45、滚球;5、滚珠;6、顶紧组件;61、顶紧气缸;62、顶紧块;621、容纳槽;7、缓冲组件;71、缓冲块;72、缓冲弹簧;73、缓冲橡胶垫;8、转动辊;81、防滑橡胶垫;9、窗框。
具体实施方式
[0032]
以下结合附图对本实用新型作进一步详细说明。
[0033]
参照图1,为本实用新型公开的一种窗框加工操作平台,包括设置在地面上的支架1,支架1的上侧面上水平设置有安装板2,安装板2上的中部位置处转动支撑有转动盘3,支架1上设置有用以对转动盘3的位置进行固定的定位组件4;参照图3,安装板2上的中部位置处设置有安装套筒21,安装套筒21转动支撑与安装板2上,其上端面上固接有限位板22;转动盘3中部开设有与安装套筒21适配的通孔31,其上侧面上通孔31的位置处开设有与限位板22适配的嵌槽32,限位板22嵌在嵌槽32中。
[0034]
参照图3、4,安装板2上侧面上开设有若干第一安装槽23,第一安装槽23呈环形设置,且多个第一安装槽23同圆心;转动盘3下侧面上分别开设有与第一安装槽23对应的第二
安装槽33;第一安装槽23中分别设置有多个滚珠5,滚珠5嵌在对应的第一安装槽23与第二安装槽33中;使得转动盘3转动的过程更加稳定和流畅。
[0035]
参照图1、3,定位组件4包括滑动连接在底架上且上端穿透安装板2插入转动盘3内的定位杆41,定位杆41竖直设置,转动盘3下侧面上与定位杆41对应的位置处开设有定位孔34,定位孔34共有四个,四个定位孔34间隔均匀分布;定位杆41的下端固接有踏板42;支架1上包括有横板11,定位板穿透横板11与其滑动连接;定位杆41靠近横板11上侧位置处的侧面上固接有挡环43;定位杆41上套设有复位弹簧44,其位于挡环43与横板11之间,未对定位杆41施加外力的情况下,定位杆41上端嵌在对应的定位孔34中。
[0036]
在对转动盘3进行调整过程中,为了减少定位杆41端部与转动盘3下侧出现磨损的情况,参照图3、4,定位杆41的上端面上嵌设有滚球45,滚球45与定位杆41滚动连接,转动盘3转动过程中,滚球45抵接在转动盘3下侧面上。
[0037]
使用该操作台时,将需要进行加工的窗框9放置在转动盘3上,操作人员位于踏板42所在的一侧,对窗框9的其中一侧边进行加工,完成对一侧边的加工之后,操作人员踩踏踏板42,带动定位杆41向下滑动,同时对弹簧进行压缩,定位杆41从定位孔34中脱出,旋转转动盘3,对窗框9的方位进行调整,通过设置的滚珠5,能够保证其转动过程的稳定和流畅;此时,不需要持续踩压踏板42,定位杆41上端的滚球45抵接在转动盘3上,能够减少磨损;使用该操作台能够比较方便的对加工的窗框9进行方位调整,不需要对其进行搬运再进行调整,操作较为省力和方便。
[0038]
在对窗框9进行加工的过程中,为了保证对其加工的质量,需要保证其处于稳定状态,在进行加工操作时,操作人员按压、碰撞窗框9,会使得窗框9出现滑动,会对加工的质量产生影响,为解决这一问题,参照图1、3,在转动盘3上侧面上设置有用以对窗框9进行固定的顶紧组件6。
[0039]
参照图1、3,顶紧组件6包括固定安装在转动盘3上侧面上的顶紧气缸61和固定在顶紧气缸61的伸缩端的端部的顶紧块62;顶紧气缸61有多个,其排列呈两排,两排顶紧气缸61一一对应,且其伸缩端分别朝向转动盘3的外侧;顶紧块62有两个,其分别固定在两排顶紧气缸61的伸缩端的端部,通过顶紧气缸61带动顶紧块62对窗框9进行顶紧固定。
[0040]
为了减少顶紧块62在对窗框9进行顶紧时对窗框9边沿造成损坏的情况,参照图3、5,在顶紧块62与窗框9相贴的一侧分别设置有缓冲组件7;缓冲组件7包括滑动连接在顶紧块62上的缓冲块71和设置在缓冲块71与顶紧块62之间的多个缓冲弹簧72;顶紧块62朝向窗框9的侧面上分别开设有用以对缓冲块71进行安装的容纳槽621,缓冲块71嵌设在对应的容纳槽621中,其与定位块滑动连接;多个弹簧分别设置在容纳槽621中,其一端与缓冲块71位于容纳槽621内的侧面连接,另一端与容纳槽621的槽底连接,多个缓冲弹簧72间隔均匀设置;为了进一步减少缓冲块71对窗框9的内侧边沿造成损坏,在缓冲块71与窗框9相贴的侧面上分别固定有缓冲橡胶垫73。
[0041]
在对窗框9进行顶紧固定时,将窗框9放置在转动盘3上,通过顶紧气缸61带动顶紧块62朝向窗框9侧边的方向移动,缓冲块71与窗框9抵接,若顶紧气缸61继续伸长,缓冲块71向容纳槽621内滑动,对缓冲弹簧72产生压缩,在对窗框9进行固定的情况下,能够减少出现顶紧气缸61伸长的长度过长而对窗框9产生损坏的情况,通过设置的缓冲橡胶垫73,能够进一步减小缓冲块71对窗框9造成损坏的情况。
[0042]
窗框9一般为矩形,在对其较长一侧边进行加工操作完成后,调整窗框9位置,对其较短边进行加工时,转动窗框9,容易出现其位于操作人员所在一侧的侧边超出操作台较多的情况,不方便操作人员进行操作,因此,参照图1、3,转动盘3的上侧面上设置有多个转动辊8,转动盘3上与转动辊8对应位置处分别开设有凹槽35,转动辊8分别位于对应的凹槽35中,转动辊8转动支撑于转动盘3上,其侧面的上部位于转动盘3的上侧且位于对应的顶紧块62以及缓冲块71的下侧;多个转动辊8的转动轴线水平且相互平行;将窗框9放置到转动盘3上时,窗框9的长度方向与转动辊8的转动轴线垂直。
[0043]
参照图1、2,转动辊8侧面上分别固定安装有防滑橡胶垫81,窗框9放置在转动辊8上进行转动的过程中,能够减少出现窗框9与转动辊8之间出现打滑而对窗框9侧面产生磨损的现象,对窗框9进行滑动的过程更加平稳。
[0044]
通过设置的转动辊8,在对窗框9方位进行调整后,控制顶紧气缸61解除对窗框9的固定,滑动窗框9,将其边沿调整至适合进行加工操作的位置处,之后通过顶紧组件6对窗框9进行固定,能够较为方便的将窗框9调整时适合进行加工操作的位置处,使得加工的过程更加方便。
[0045]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1