一种差速器壳体搓齿定位卡紧工装夹具的制作方法
1.本实用新型涉及汽车零部件夹具技术领域,尤其涉及一种差速器壳体搓齿定位卡紧工装夹具。
背景技术:
2.随着我国加工制造业加工技术的蓬勃发展,国外的一些先进技术和产品不断被引进并应用,国内相关客车差速器壳的加工制造技术也在不断完善和提高。目前,差速器壳体在加工过程中首先需要夹具进行夹持和定位,然后进行各种加工,然而目前的滚齿装夹工装一般采用卧式夹具,由于差速器壳体的轴向长度比较长,同时受到重力因素的影响,工件在旋转过程中横向两端顶紧的夹持方式的稳定性不好,严重影响加工的精度和安全性,需要返工或报废,成本高,效率低下。因此,需要提供一种新型的差速器壳体夹持工装,来提高夹持的稳定性,进而提高安全性和工作效率,降低成本。
技术实现要素:
3.本实用新型针对上述技术问题,提供一种差速器壳体搓齿定位卡紧工装夹具。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种差速器壳体搓齿定位卡紧工装夹具,包括位置相对的上夹具体和下夹具体,所述上夹具体通过锥座带动靠近或远离下夹具体,所述下夹具体远离上夹具体的一端通过螺栓固定,所述下夹具体靠近上夹具体的一端固定连接夹具座,所述夹具座的外部形状与差速器壳体的内部形状匹配,所述下夹具体的内腔活动连接定位轴,所述夹具座内贯穿连接有涨套拉杆,所述涨套拉杆的一端连接定位轴,另一端连接涨套,涨套与夹具座的锥面滑动配合将差速器壳体涨紧。
6.进一步地,所述涨套拉杆通过径向设置的第一限位顶丝限位。
7.进一步地,所述定位轴通过径向设置的第二限位顶丝限位。
8.进一步地,所述第一限位顶丝和第二限位顶丝分别通过互锁顶丝互锁。
9.进一步地,所述锥座上靠近上夹具体的端面处通过锁紧螺栓固定连接有定位套。
10.进一步地,所述锥座延伸至上夹具体内腔的端部通过紧固螺栓固定有限位块。
11.进一步地,所述上夹具体靠近锥座的端部形成有弹簧安装槽,弹簧安装槽内安装有回位弹簧。
12.进一步地,所述限位块的一侧装有垫圈。
13.进一步地,所述锥座延伸至上夹具体内腔的一端通过第三限位顶丝限位。
14.进一步地,所述第三限位顶丝通过互锁顶丝互锁。
15.与现有技术相比,本实用新型的有益效果为:
16.本实用新型的差速器壳体搓齿定位卡紧工装夹具,先通过下夹具体的涨套卡紧差速器壳体,再通过上夹具体压紧差速器壳体,双重保证差速器壳体夹持的稳定性,提高滚齿加工精度,进而保证工作效率,降低成本,同时本实用新型采用立式的装夹方式,结构节凑,
操作方便,实用性好。
附图说明
17.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
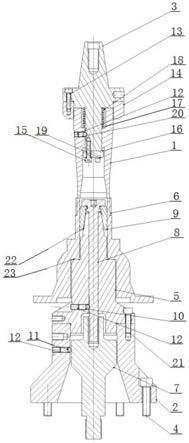
18.图1为本实用新型实施例提供的差速器壳体搓齿定位卡紧工装夹具的结构示意图。
19.图2为本实用新型实施例提供的差速器壳体的结构示意图。
20.附图标记说明:
21.1、上夹具体;2、下夹具体;3、锥座;4、螺栓;5、夹具座;6、差速器壳体;7、定位轴;8、涨套拉杆;9、涨套;10、第一限位顶丝;11、第二限位顶丝;12、互锁顶丝;13、锁紧螺栓;14、定位套;15、紧固螺栓;16、限位块;17、弹簧安装槽;18、回位弹簧;19、垫圈;20、第三限位顶丝;21、固定螺栓;22、锥面;23、台阶。
具体实施方式
22.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图和实施例对本实用新型作进一步的详细介绍。
23.如图1
‑
2所示,本实用新型提供的一种差速器壳体搓齿定位卡紧工装夹具,包括位置相对的上夹具体1和下夹具体2,所述上夹具体1通过锥座3带动靠近或远离下夹具体2,所述下夹具体2远离上夹具体1的一端通过螺栓4固定。
24.所述下夹具体2靠近上夹具体1的一端通过固定螺栓21固定连接夹具座5,所述夹具座5的外部形状与差速器壳体6的内部形状匹配,具体地,所述夹具座5的外部形成有与差速器壳体6的内部形状匹配台阶23,用于快速定位和保证夹持稳定定,所述下夹具体2的内腔活动连接定位轴7,所述夹具座5内贯穿连接有涨套拉杆8,所述涨套拉杆8的一端连接定位轴7,另一端连接涨套9,当差速器壳体6内部压靠在台阶上后,定位轴带动涨套拉杆8下行,涨套9与夹具座5的锥面22滑动配合将差速器壳体6涨紧。所述涨套拉杆8通过径向设置的第一限位顶丝10限位。所述定位轴7通过径向设置的第二限位顶丝11限位。所述第一限位顶丝10和第二限位顶丝11分别通过互锁顶丝12互锁。
25.下夹具体2通过涨套9将差速器壳体6涨紧后,上夹具体1在锥座3的带动下向下夹具体2靠近将差速器壳体6压紧。所述锥座3上靠近上夹具体1的端面处通过锁紧螺栓13固定连接有定位套14。所述锥座3延伸至上夹具体1内腔的端部通过紧固螺栓15固定有限位块16。所述上夹具体1靠近锥座3的端部形成有弹簧安装槽17,弹簧安装槽17内安装有回位弹簧18,用于上夹具体1运动过程的中的缓冲和回位。所述限位块16的一侧装有垫圈19。所述锥座3延伸至上夹具体1内腔的一端通过第三限位顶丝20限位。所述第三限位顶丝20通过互锁顶丝12互锁。
26.本实用新型的差速器壳体搓齿定位卡紧工装夹具,先通过下夹具体的涨套卡紧差速器壳体,再通过上夹具体压紧差速器壳体,双重保证差速器壳体夹持的稳定性,提高滚齿加工精度,进而保证工作效率,降低成本,同时本实用新型采用立式的装夹方式,结构节凑,
操作方便,实用性好。
27.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1