模块组合式多方向同步固定式加工结构的制作方法
1.本实用新型涉及机械加工技术领域,具体的,其展示一种模块组合式多方向同步固定式加工结构。
背景技术:
2.在机械加工技术领域中,部分场合需要进行多个板体间的相互连接,如焊接,在焊接过程中,现有的焊接方法为:1)分别设计要焊接的多个板体焊接前定位所需的固定卡板,并点焊固定卡板固定焊接双方,焊接后拆除固定卡板;2)通过多个人员配合扶持多个板体,同时进行焊接;现阶段的焊接方法,存在补足之处:1)固定卡板设定,严重浪费生产资源,同时设定固定卡板,增加生产步骤,无法保证生产效率;2)人工扶持存在对人力资源的占用,多个人员配合扶持焊接时板体位置存在移动现象,无法保证焊接精度同时扶持人员正对焊接区域,焊接产生的气体容易损害扶持人员身体。
3.因此,有必要提供一种模块组合式多方向同步固定式加工结构来解决上述问题。
技术实现要素:
4.本实用新型的目的是提供一种模块组合式多方向同步固定式加工结构,根据所需焊接板体数量,对应快捷设置定位夹紧模组,保证焊接精度,同时保证焊接效率。
5.技术方案如下:
6.一种模块组合式多方向同步固定式加工结构,包括组合台,组合台上设置有若干用于定位夹紧模组嵌入的模组嵌入槽,定位夹紧模组包括定位设定块,定位设定块连接有嵌入块,嵌入块呈锥形台体状具有嵌入板推开斜坡,模组嵌入槽形状与嵌入块一致且对应设置有挡板模块,挡板模块包括对应设置于模组嵌入槽两侧的挡板伸缩槽板,挡板伸缩槽板的伸缩槽内通过弹性体连接有挡板,挡板外侧顶部设置有与嵌入板推开斜坡配合使用的挡板斜坡。
7.进一步的,弹性体由弹簧轴构成。
8.进一步的,组合台中部设置有模组快速脱离设置槽,模组快速脱离设置槽内设置有模组快速脱离组件。
9.进一步的,模组快速脱离组件包括对应设置的下托板和上压板,下托板和上压板对应设置有承托台和上压台,承托台和上压台均与嵌入块相匹配及配合使用。
10.进一步的,承托台和上压台通过连接体连接,且承托台连接于举升件。
11.进一步的,举升件由液压缸构成。
12.与现有技术相比,本实用新型根据所需焊接板体数量,对应快捷设置定位夹紧模组,保证焊接精度,同时保证焊接效率。
附图说明
13.图1是本实用新型的结构示意图之一。
14.图2是本实用新型的结构示意图之二。
15.图3是本实用新型的结构示意图之三。
16.图4是本实用新型的结构示意图之四。
具体实施方式
17.实施例:
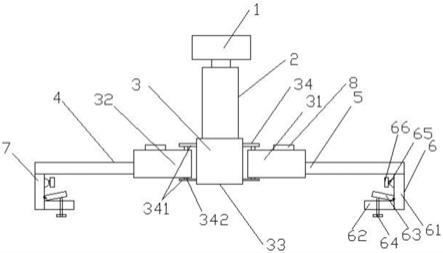
18.请参阅图1至图4,本实施例展示一种模块组合式多方向同步固定式加工结构,包括固定位便捷调整式加工结构,固定位便捷调整式加工结构包括固定设置块3,固定设置块3两侧均设置有转动连接组件34,固定设置块3两侧均设置的转动连接组件34上分别设置有转动板a32和转动板b31,转动板a32和转动板b31内均设置有调节滑腔321,转动板a32和转动板b31的调节滑腔321分别通过伸缩调节结构8连接有夹紧设定板a4和夹紧设定板b5,夹紧设定板a4和夹紧设定板b5端部分别设置有夹紧模块a7和夹紧模块b6,夹紧模块a7和夹紧模块b6均包括夹紧立板61,连接于夹紧立板61的夹紧横板62,夹紧立板61上转动设置有压紧块63,夹紧横板62上对应设置有夹紧驱动件64,且夹紧立板61上还设置有转动台65,转动台65上可转动设置有用于调整贴合板体边缘方向的调节板66。
19.压紧块64和夹紧立板61连接处设置有复位扭簧。
20.伸缩调节结构8包括设置于调节滑腔321内的调节齿轮81,调节齿轮81通过连接轴83连接转动旋钮82,夹紧设定板a4和夹紧设定板b5对应调节齿轮81侧设置有齿条320。
21.转动连接组件34包括连接于固定设置块3的转动架341、以及设置于转动架341上的用于连接转动板a4或转动板b5的转动轴342。
22.固定设置块端部3具有用于顶正板体的板体校正台33。
23.夹紧驱动件64由端部设置有固定椎台的蝶形螺杆构成。
24.固定设置块3连接于加长块2,且加长块2连接于伸长气缸1。
25.连接伸长气缸1连接于升降气缸。
26.固定位便捷调整式加工结构连接于定位夹紧模组10,定位夹紧模组10连接于组合台9,组合台9上设置有若干用于定位夹紧模组10嵌入的模组嵌入槽91,定位夹紧模组10包括定位设定块11,定位设定块11连接有嵌入块12,嵌入块12呈锥形台体状具有嵌入板推开斜坡121,模组嵌入槽91形状与嵌入块12一致且对应设置有挡板模块13,挡板模块13包括对应设置于模组嵌入槽91两侧的挡板伸缩槽板131,挡板伸缩槽板131的伸缩槽内通过弹性体133连接有挡板132,挡板132外侧顶部设置有与嵌入板推开斜坡121配合使用的挡板斜坡134。
27.弹性体133由弹簧轴构成。
28.组合台9中部设置有模组快速脱离设置槽92,模组快速脱离设置槽92内设置有模组快速脱离组件15。
29.模组快速脱离组件15包括对应设置的下托板和152上压板151,下托板152和上压板151对应设置有承托台154和上压台153,承托台154和上压台153均与嵌入块12相匹配及配合使用。
30.承托台152和上压台151通过连接体150连接,且承托台152连接于举升件14。
31.举升件14由液压缸构成。
32.本实施例的操作流程为:
33.进行模块化的所需固定数量的设定,设定流程为:选取好需要设定定位夹紧模组10的嵌入槽91,定位夹紧模组10的嵌入块12插入嵌入槽91,插入过程中,嵌入块12推开挡板132进入嵌入槽91后挡板132复位,形成对嵌入块12的阻挡脱出及配合模组嵌入槽91进行定位;嵌入后嵌入块12位于承托台154和上压台153,需要进行某一定位夹紧模组10脱出时,通过举升件14举升下托板和152上压板151即可取出,后举升件14复位。
34.固定流程为:伸长气缸1驱动,带动固定部至需固定板体位置,针对板体所需固定位,转动调整转动板a32和转动板b31,分别通过转动板a32和转动板b31侧的转动旋钮82、调节齿轮81、齿条320带动夹紧模块a7和夹紧模块b6相对靠近夹紧板体,夹紧时,调节板66能够根据板体边缘形状调整角度更好的贴合板体,夹紧驱动件64带动压紧块压紧板体。
35.与现有技术相比,本实用新型针对不同形状板体,可快速进行固定位的调整,保证焊接效率。
36.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1