一种电动工具冲击头大波珠自动组装机构的制作方法
[0001]
本实用新型属于自动化设备技术领域,具体涉及一种电动工具冲击头大波珠自动组装机构。
背景技术:
[0002]
目前的电动工具冲击头的大波珠是通过一些定位治具将轴芯零件压至组装位,由人工将大波珠装入冲击头内部,而在人工生产过中,仍然需要通过人工来判断轴芯零件的方向,生产效率低,而且,现有技术完全依靠人力,作业强度高,效率低,品质不稳定;需要保持大量工装才可转至下一个工作站,成本高且转运过程容易产生预紧力释放等不良;因此,依靠现有技术的人工操作实现产品的自动化化生产难度较大。
技术实现要素:
[0003]
针对现有技术存在的问题,本实用新型提供一种电动工具冲击头大波珠自动组装机构。
[0004]
本实用新型的技术方案是:
[0005]
一种电动工具冲击头大波珠自动组装机构,包括支撑架、压装机构、夹具主体、定位夹爪和玻珠侧顶气缸,所述夹具主体安装于支撑架上,所述压装机构安装于支撑架上且位于夹具主体的上方,所述定位夹爪安装于夹具主体的顶部,所述玻珠侧顶气缸安装于夹具主体的侧壁。
[0006]
较佳地,所述压装机构包括压装支架、压装气缸和压装头,所述压装支架固定于支撑架上,所述压装气缸安装于压装支架上,所述压装头安装于压装气缸上且位于夹具主体顶部定位夹爪的上方。
[0007]
较佳地,所述夹具主体的侧壁还安装有玻珠进料口。
[0008]
较佳地,所述玻珠进料口的数量为2个,其分别位于夹具主体的左右两侧。
[0009]
较佳地,所述玻珠侧顶气缸的数量为2个,其分别位于夹具主体的左右两侧。
[0010]
较佳地,所述支撑架上还安装有两个检测感应器,其分别位于定位夹爪的两侧。
[0011]
采用本实用新型的技术方案,具有以下有益效果:
[0012]
(1)、通过自动化设备组装玻珠,节省人力;
[0013]
(2)、与人工加工相比,生产效率更高;
[0014]
(3)、与人工加工相比,良率高;
[0015]
(4)、可实现整线自动化。
附图说明
[0016]
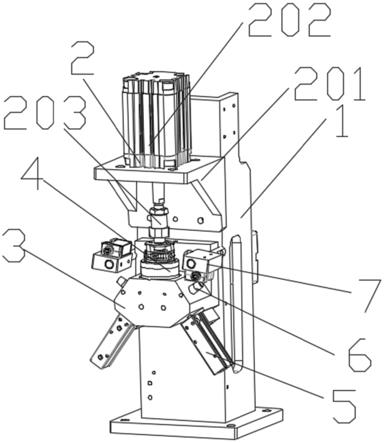
图1为本实用新型的结构示意图;
[0017]
图2为冲击头组件的结构示意图;
[0018]
图3为本实用新型检测原理图。
具体实施方式
[0019]
以下结合附图和具体实施例,对本实用新型进一步说明。
[0020]
参照图1至图3,本实用新型提供一种电动工具冲击头大波珠自动组装机构,包括支撑架1、压装机构2、夹具主体3、定位夹爪4和玻珠侧顶气缸5,所述夹具主体3安装于支撑架1上,所述压装机构2安装于支撑架1上且位于夹具主体3的上方,所述定位夹爪4安装于夹具主体3的顶部,所述玻珠侧顶气缸5安装于夹具主体3的侧壁。
[0021]
所述压装机构2包括压装支架201、压装气缸202和压装头203,所述压装支架201固定于支撑架1上,所述压装气缸202安装于压装支架201上,所述压装头203安装于压装气缸202上且位于夹具主体3顶部定位夹爪4的上方。
[0022]
所述夹具主体3的侧壁还安装有玻珠进料口6。
[0023]
所述玻珠进料口6的数量为2个,其分别位于夹具主体3的左右两侧。
[0024]
所述玻珠侧顶气缸5的数量为2个,其分别位于夹具主体3的左右两侧。
[0025]
所述支撑架1上还安装有两个检测感应器7,其分别位于定位夹爪4的两侧。优选地,两个检测感应器分别为检测感应器x和检测感应器y且采用错位安装的方式,用于检测玻珠是否安装成功。
[0026]
本实用新型工作原理为:本实用新型用于解决电动工具冲击头组件自动组装大波珠的机构,冲击头组件由零件冲击头10、弹簧11、介子12、轴芯组件13、21颗小波珠14、2颗大波珠15组成,当冲击头10与轴芯组件13、弹簧11、小波珠14、介子12组装完成后,需要将冲击头组件翻转180度,由气缸将轴芯组件13下压,使弹簧11压缩,此时轴芯组件13和冲击头10零件内部的凸轮槽空间最大,用压缩空气将大波珠15供料至预组装位,由大波珠15组装机构两侧的小气缸将两颗大波珠15顶到冲击头内部空位,此时再将轴芯组件13的压紧气缸收回,冲击头大波珠15由轴芯组件13的凸轮槽带回到固定位置,大波珠组装完成。
[0027]
其具体组装过程为:
[0028]
1、由放料机构将冲击头预装组件放置于夹具主体的定位夹具上;
[0029]
2、冲击头压装气缸下降,压缩冲击头弹簧,使轴芯组件下降,大波珠安装位置形成;
[0030]
3、大波珠由大波珠供料机构进行一次分料,由压缩空气吹到预安装位,气压保持;
[0031]
4、此时,波珠侧顶气缸动作将两颗波珠从左右两侧分别顶至冲击头内部空间;
[0032]
5、此时,顶部冲击头压装气缸收回,轴芯组件由弹簧回位置;
[0033]
6、此时,冲击头内部两颗波珠由轴芯组件上的凹槽带回至预定位置,组装完成;
[0034]
7、此时,左右两侧感应器(检测感应器x和检测感应器y)判断大波珠是否组装成功;
[0035]
8、如果检测感应器x和检测感应器y同时有信号输出,说明大波珠没有组装成功;
[0036]
9、如果检测感应器x有信号输出,检测感应器y没有信号输出则说明组装成功;
[0037]
10、如果检测感应器x和检测感应器y没有信号输出则说明组装不成功。
[0038]
波珠组装检测原理:
[0039]
冲击头和轴芯组件中间有个压缩弹簧,没有装波珠的时候轴芯组件和冲击头距离最大,在大波珠组装时压合气缸会将轴芯组件下压至最低位,当大波珠组装完成以后轴芯组件回弹需要将波珠带回正常位置,
[0040]
状态a为冲击头零件上料状态,检测感应器x检测感应器y都有信号;
[0041]
状态b为大波珠组装ok后的状态,检测感应器x有信号,检测感应器y没有信号;
[0042]
状态c为大波珠压合后没有正常回弹的状态,检测感应器x和检测感应器y都没有信号。
[0043]
以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1