一种热镦机上齿坯油槽成形装置的制作方法
[0001]
本实用新型属于齿轮类锻件加工技术领域。
背景技术:
[0002]
汽车行业飞速发展,推动汽车零部件向复杂化、轻量化突破,汽车上用齿轮类锻件日益复杂精密化,作为生产齿轮类锻件闭式精密锻造设备,卧式热镦机有稳定的质量、加工余量小等优点,其高效性是其他锻造设备无法比拟;汽车变速箱作为齿轮类锻件应用典型代表,随着对齿轮锻坯形状要求复杂化,越来越多齿坯类产品带有油槽结构,在实际锻造成形工艺中,油槽结构在热镦机第三工位成形,传统工艺因油槽形状导致三工位成形模具油槽位置磨损严重,尤其是模具油槽底部磨损成圆角后,油槽深度不符合产品的要求,需要马上停机更换模具,造成模具成本高,生产效率低,制约企业竞争力。
技术实现要素:
[0003]
为了解决上述问题,本实用新型公开了一种热镦机上齿坯油槽成形装置,本实用新型所采用的技术方案具体如下:
[0004]
一种热镦机上齿坯油槽成形装置,由凹模部分和凸模部分组成,凸模部分用于冲孔,凹模部分包括:四工位凹模24、支座套25、顶出器26、支座28、四工位凹模座29和支座垫块30;
[0005]
支座套25安装在四工位凹模座29中,支座28安装在支座套25内,支座垫块30安装在支座28后方,支座28与支座套25之间导向固定;四工位凹模24通过支座套25与压环23之间的配合夹紧固定;顶出器26安装在支座套25内,下方由四工位凹模24的上部限位;顶出器26下端面设有油槽辅助成形的型面。
[0006]
支座28上设置有导向槽,该导向槽通过与涨紧销31配合使支座28与支座套25之间实现导向固定。
[0007]
支座套25与四工位凹模座29通过涨紧销31夹紧固定。
[0008]
支座套25和顶出器26还设置有限位块32。
[0009]
支座28、支座垫块30和顶出器26可在支座套25里往复运动。
[0010]
所述的凸模部分包括:冲头垫块16、凸模衬套17、顶杆18、四工位凸模套19、卸料板20、冲头21和顶销27;
[0011]
冲头21和冲头垫块16安装在凸模衬套17内,冲头垫块16设置在冲头21后方,顶杆18安装在冲头21和冲头垫块16中间的通孔中,顶杆18上部通过顶销27固定;凸模衬套17下部安装在四工位凸模套19中,上部套有卸料板20。
[0012]
本实用新型与现有技术相比的优点:
[0013]
本实用新型热镦机齿坯油槽成形工艺是让热镦机的第四工位(冲孔工位)参与油槽成形,以提高三工位模具寿命、提高生产效率。此类成形工艺优点是三工位模具油槽位置磨损后,导致齿坯油槽处多肉,依靠四工位模具辅助成形,把多肉部分排到齿坯其他位置,
生产满足尺寸、质量要求的合格产品。在实际的生产推广应用中,取得了良好的效果;此成形结构的研发应用成功,不仅可以显著提高模具的使用寿命,并且极大降低由于模具更换造成的停工停台,提高了锻件质量及生产效率。
附图说明
[0014]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对本实用新型实施例描述中所要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本实用新型实施例的内容和这些附图获得其他的附图。
[0015]
图1为现有技术四工位加工成形装置结构;
[0016]
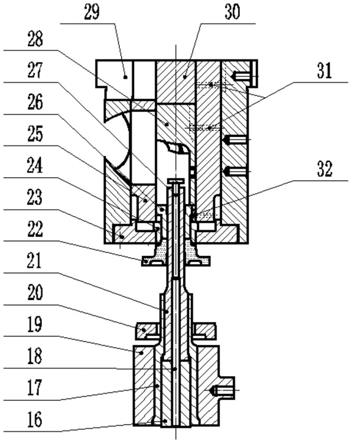
图2为本实用新型成形装置结构。
[0017]
图3a和图3b为锻坯示意图
[0018]
图4为顶出器示意图。
[0019]
附图标记:16-冲头垫块、17-凸模衬套、18-顶杆、19-四工位凸模套、20-卸料板、21-冲头、22-齿坯、23-压环、24-四工位凹模、25-支座套、26-顶出器、27-顶销、28-支座、29-四工位凹模座、30-支座垫块、31-涨紧销、32-限位块、33-支架。
具体实施方式
[0020]
下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
[0021]
在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0022]
如图2所示,本实施例中一种热镦机上齿坯油槽成形装置,包括:冲头垫块16、凸模衬套17、顶杆18、四工位凸模套19、卸料板20、冲头21、齿坯22、压环23、四工位凹模24、支座套25、顶出器26、顶销27、支座28、四工位凹模座29、支座垫块30、涨紧销31和限位块32;
[0023]
冲头21和冲头垫块16安装在凸模衬套17内,冲头垫块16设置在冲头21下方,顶杆18安装在冲头21和冲头垫块16中间的通孔中,顶杆18上部通过顶销27固定;凸模衬套17下部安装在四工位凸模套19中,上部套有卸料板20;
[0024]
支座套25安装在四工位凹模座29中,支座28安装在支座套25内,支座垫块30设置在支座28后方,支座28上设置有导向槽,该导向槽通过与涨紧销31配合使支座28与支座套25之间实现导向固定;四工位凹模24通过支座套25与压环23之间的配合夹紧固定;顶出器26套安装在支座套25内,下方由四工位凹模24的上部限位;顶出器26下端面设有油槽辅助成形的型面。
[0025]
支座套25与四工位凹模座29通过涨紧销31夹紧固定。
[0026]
支座套25和顶出器26还设置有限位块32。
[0027]
如图1所示,现有技术中采用的是支架33和支座28配合将四工位凹模24固定的方式,该方式使得第四工位只能够用于冲孔而无法用于辅助成形。本实用新型中增加的顶出器26等部件,并在顶出器26下端面设有油槽辅助成形的型面,可以实现顶出过程中的辅助成形,在三工位模具油槽位置磨损后,依靠四工位模具辅助成形保证产品的尺寸和质量要求。
[0028]
以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型的保护范围并不局限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,这些简单变型均属于本实用新型的保护范围。
[0029]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
[0030]
此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1