一种超长筒类零件用电子束工装的制作方法
1.本实用新型属于机械制造业技术领域,具体说是一种超长筒类零件用电子束工装。
背景技术:
2.航空航天产品的结构设计中针对回转体筒类零件的电子束焊接来减少零件在铸造过程中对模具的要求过高,一般超长类零件采用分体设计,并且用电子束焊接保证薄壁零件的熔深和均匀度,对于该类零件的装夹方式就提出了较高的要求,需要轻量化,操作简单,安装方便,并且能够带动待焊接件的同步转动,实现焊接要求。
技术实现要素:
3.本实用新型的目的是提供一种超长筒类零件用电子束工装,筒类回转体零件体积较大,多件组合,需要将焊接件组队并对接,保证同心要求,虽然设计结构可以实现配合,但是由于是间隙配合,必须保证两件零件焊接时同时转动,并且保证轴线水平。
4.为了实现上述目的,本实用新型采用的技术方案是:
5.一种超长筒类零件用电子束工装,包括卡箍、支柱、角向块、压盖;卡箍固定圆筒零件一端,卡箍通过多根支柱与压盖连接;卡箍上设有角向块;支柱为螺柱杆,一端固定于卡箍端面,并与卡箍孔滑动配合,另一端穿到另一组卡箍或者压盖上,端头带螺纹,可以通过螺栓锁紧。
6.本实用新型的有益效果是:
7.1.该实用新型是长轴类零件焊接圆周焊缝的一种通用的装夹方式,作为此类零件的拨叉装夹方式的一个模板。
8.2.操作简便,功能性强。可以在先安装零件后再安装卡箍等夹具配件。
9.3.此类实用新型是焊接三段零件,先使用压盖压紧圆弧段盖焊接其中一端焊缝,然后可以拆卸压盖将圆周焊缝填充全。再使用另一组卡箍对第三段零件进行压紧。
10.4.本实用新型结构简单,实用性强,零件虽有一定重量,但通过此工装拨叉方式可以带动零件一起转动,可以扩展电子束焊设备的加工能力。
附图说明
11.图1为实用新型第一段焊接示意图。
12.图2为实用新型第二段焊接示意图。
13.图3
‑
1为实用新型卡箍图。
14.图3
‑
2为图3
‑
1的c
‑
c剖视图。
15.图4为实用新型角向块图。
16.图5为实用新型支柱图。
17.图6为实用新型压盖图。
18.图7为实用新型定位盘图。
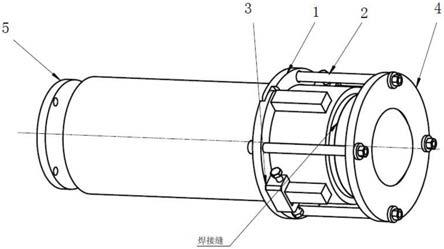
19.图8为实用新型整体结构示意图。
20.图9为实施例示意图。
具体实施方式
21.下面结合说附图1
‑
图2,图3
‑
1、图3
‑
2,图4
‑
图9及附图标记对本实用新型进一步详细说明。
22.一种超长筒类零件用电子束工装,包括卡箍1、支柱2、角向块3、压盖4;卡箍1固定圆筒零件一端,卡箍1通过多根支柱2与压盖4连接;卡箍1上设有角向块3;支柱2为螺柱杆,一端固定于卡箍端面,并与卡箍孔滑动配合,另一端穿到另一组卡箍或者压盖上,端头带螺纹,可以通过螺栓锁紧。
23.角向块3固定到卡箍上,用螺丝锁紧,角向块上带有螺纹孔,目的卡住零件便于设备工作台旋转过程中拨叉带动零件一起进行旋转,并能固定卡紧零件。
24.压盖4与支柱连接,压紧待焊接的另一个零件,带动该零件一起旋转焊接使用。
25.定位盘5与设备变位机相连,中心与变位机同心,止口定位零件,固定零件与变位机同心,用可调式单向夹紧器零件。
26.将图7定位盘安装到电子束焊接的变位机圆盘上,用4
‑
m12螺钉锁紧,定位盘凸台与圆盘间隙配合,并找正测试定位盘外圆跳动不大于0.01.
27.再将图1中的4个单向夹紧器安装到与零件直径位置附件,有3
‑
5mm 的侧向移动量。
28.再安装图1所示的长筒零件安装到电子束变位机的定位盘上,保证端面与变位机圆盘端面贴合。
29.再安装图3
‑
1的卡箍,卡箍上将图5的角向块安装好,并且安装2个 m12螺纹,做为顶紧零件使用。
30.再将图4支柱穿入卡箍,将另一段零件与第一段零件止口定位,用图6 压盖压紧。进行点焊,电焊后将压盖及支柱拆掉,进行下一段焊接,焊接操作如图2所示,再安装另一组卡箍和支柱,并用螺母锁紧,两侧均使用角向块带动转动。一端长筒状零件需要与电子束焊接设备的变位机定位到回转中心,考虑到设备长度方向的行程,不能使用三爪夹盘夹紧,这样就需要设计一个定位盘,并且使用单向夹紧虎钳来夹紧零件。
31.为了保证2段零件同时转动,需要将两段零件连接后抱紧或者压紧,然后其中连接定位盘的工装需要带动另外一件运动,则自身需要采用角向块拨叉结构带动旋转,另一件则在两件连接后压紧,可以一同转动,实现点焊的初始状态。零件电焊后,需要将卡箍拆掉,这样卡箍设计为分体结构,保证拆卸的方便。
技术特征:
1.一种超长筒类零件用电子束工装,其特征在于,包括卡箍(1)、支柱(2)、角向块(3)、压盖(4);卡箍(1)固定圆筒零件一端,卡箍(1)通过多根支柱(2)与压盖(4)连接;卡箍(1)上设有角向块(3)。2.根据权利要求1所述的一种超长筒类零件用电子束工装,其特征在于,支柱(2)为螺柱杆,一端固定于卡箍端面,并与卡箍孔滑动配合,另一端穿到另一组卡箍或者压盖上,端头带螺纹,可以通过螺栓锁紧。3.根据权利要求1所述的一种超长筒类零件用电子束工装,其特征在于,角向块(3)固定到卡箍上,用螺丝锁紧,角向块上带有螺纹孔,目的卡住零件便于设备工作台旋转过程中拨叉带动零件一起进行旋转,并能固定卡紧零件。4.根据权利要求1所述的一种超长筒类零件用电子束工装,其特征在于,压盖(4)与支柱连接,压紧待焊接的另一个零件,带动该零件一起旋转焊接使用。5.根据权利要求1所述的一种超长筒类零件用电子束工装,其特征在于,定位盘(5)与设备变位机相连,中心与变位机同心,止口定位零件,固定零件与变位机同心,用可调式单向夹紧器零件。
技术总结
本实用新型公开一种超长筒类零件用电子束工装,包括卡箍、支柱、角向块、压盖;卡箍固定圆筒零件一端,卡箍通过多根支柱与压盖连接;卡箍上设有角向块;支柱为螺柱杆,一端固定于卡箍端面,并与卡箍孔滑动配合,另一端穿到另一组卡箍或者压盖上,端头带螺纹,可以通过螺栓锁紧,表面阳极,耐磨。解决超长圆筒类零件焊接圆周部位装夹问题,主动件带动从动件共同旋转,达到焊接周向焊缝的目的。达到焊接周向焊缝的目的。达到焊接周向焊缝的目的。
技术研发人员:褚依辉
受保护的技术使用者:沈阳富创精密设备股份有限公司
技术研发日:2020.06.29
技术公布日:2021/10/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1