一种自动火焰钎焊焊枪结构的制作方法
1.本实用新型涉及焊接领域,特别涉及一种自动火焰钎焊焊枪结构。
背景技术:
2.在空调器里面承接内外机连接的重要组成部分管接头,在生产加工过程中其焊接难度尤为之大。此外,在整个钎焊领域铜合金材料中,铅黄铜(hpb59
‑
1)是公认为最难焊接材料之一。
3.管接头在加工生产过程中通常采用自动钎焊焊接工艺,对设备的质量工装定位要求极高,焊接质量难以控制。目前采用的火焰钎焊主要是通过可燃气体或液体燃料的气化产物与氧或空气混合燃烧所形成的火焰来进行钎焊加热的一种方法。热源一般为乙炔或液化气、天然气等可燃气体,另外还有使用酒精、苯、石油等液体作为热源的,但一般情况下大都使用可燃气体;焊枪部分主要由氧气和天然气混合管道结合在一起,通过火焰喷嘴进行钎焊。目前使用的钎焊喷嘴整体内焰偏长火焰状态呈集束状,且中心出火压力偏高容易导致接管螺母受热不均匀造成焊接缺陷。如出现钎缝砂眼、钎缝气孔、焊瘤、裂纹、母材被溶蚀等焊接缺陷,合格率偏低,且产生的助焊剂结晶造成出火孔堵塞,导致火焰温度不均匀,维护成本较高。
技术实现要素:
4.本实用新型的目的在于提供一种自动火焰钎焊焊枪结构,以解决使用多头焊枪火焰喷嘴焊接过程中频繁烧坏异常的问题,解决焊接火焰局部温度偏高异常的问题,解决自动焊接过程中焊枪头角度分布不均匀的异常问题,以及解决维护保养时频繁拆装等问题。
5.为达上述目的,本实用新型提供一种自动火焰钎焊焊枪结构,其包括:
6.焊接架,其包括多个火焰喷嘴连接杆、至少一个环形连接底座和焊枪连接主体框架,所述多个火焰喷嘴连接杆均布地安装在所述环形连接底座上,并且环形连接底座与焊枪连接主体框架连通;
7.多个火焰喷嘴组合件,其分别安装在所述多个火焰喷嘴连接杆上,使得每个火焰喷嘴连接杆上的火焰喷嘴组合件距离中心位置一致。
8.所述的自动火焰钎焊焊枪结构,其中,所述火焰喷嘴组合件包括:火焰喷嘴内芯以及火焰喷嘴外套,所述火焰喷嘴内芯为外表面具有多级圆形台阶的中空筒体,火焰喷嘴内芯内部具有主通气内腔,所述火焰喷嘴内芯的外部从一端至另一端依次具有外径不同的出气段、螺纹段和挡止段,所述螺纹段用于与所述火焰喷嘴外套进行螺纹连接并使得所述火焰喷嘴外套由所述挡止段进行限位,所述出气段被包覆在所述火焰喷嘴外套内。
9.所述的自动火焰钎焊焊枪结构,其中,所述出气段的齐平端面上设置有多个均匀分布的主通气孔,用于排出混合气体。
10.所述的自动火焰钎焊焊枪结构,其中,所述出气段的管壁上还设置有散流孔,所述散流孔的出火面为环形结构。
11.所述的自动火焰钎焊焊枪结构,其中,所述散流孔的数量为2个并且分别对称地设置在出气段的管壁两侧。
12.所述的自动火焰钎焊焊枪结构,其中,所述火焰喷嘴外套的内壁与所述出气段的外壁间隔有预设距离而不会封堵所述散流孔。
13.所述的自动火焰钎焊焊枪结构,其中,所述环形连接底座上均布有多个安装位,其通过接管卡套式接头而与火焰喷嘴连接杆连接。
14.所述的自动火焰钎焊焊枪结构,其中,所述焊枪连接主体框架的进气端通过米思米接头与提供混合气体的胶管连接。
15.所述的自动火焰钎焊焊枪结构,其中,所述火焰喷嘴内芯在挡止段远离出气段的另一侧设置有连接头,所述连接头与所述火焰喷嘴连接杆进行螺纹连接。
16.所述的自动火焰钎焊焊枪结构,其中,所述火焰喷嘴内芯与火焰喷嘴外套均采用1cr18ni9ti制成。
17.本实用新型的有益效果在于:
18.1、使用环形结构的焊枪架布局替代方形结构,在保证焊枪连接杆分布角度均匀的情况下使备件通用标准化程度高,解决了使用多头焊枪火焰喷嘴焊接过程中频繁烧坏异常并解决了焊接火焰局部温度偏高异常的问题,维护保养更加便捷,提升效率;
19.2、火焰喷嘴内部的多个主通气孔替代独孔火焰外观形状改变实现火焰充分包围焊点实现均匀受热,解决了自动焊接过程中焊枪头角度分布不均匀异常问题并有效改善了自动焊接生产过程质量一次交验合格率偏低问题;
20.3、由于火焰喷嘴的平齐结构在产生助焊剂结晶时,可以实现免拆卸清理,不需要熄灭火焰可以直接清理完成提高生产效率,解决了维护保养时频繁拆装的问题。
附图说明
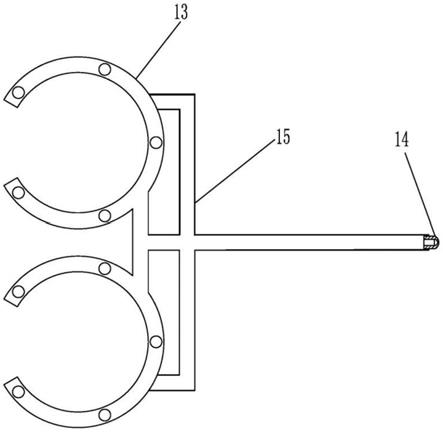
21.图1为焊枪架主体结构的主视图;
22.图2为图1中a
‑
a截面的示意图;
23.图3为火焰喷嘴内芯的剖视图;
24.图4为图3中b方向的视图;
25.图5为火焰喷嘴外套的剖视图。
具体实施方式
26.下面将结合附图对本实用新型作进一步说明。
27.如图1至图5所示,本实用新型提供一种自动火焰钎焊焊枪结构,其主要包括:焊接架1以及安装在焊接架1上的火焰喷嘴组合件,所述火焰喷嘴组合件包括:内芯2以及火焰喷嘴外套3。
28.具体如图1和图2所示,所述焊接架1包括:火焰喷嘴连接杆11、接管卡套式接头12、环形连接底座13、米思米(sjsxl8a)接头14以及焊枪连接主体框架15。所述环形连接底座13用于安装火焰喷嘴连接杆11,所述火焰喷嘴连接杆11用于连接火焰喷嘴组合件。采用环形连接底座13保证火焰喷嘴连接杆11分布角度均匀一致、每个连接杆上的火焰喷嘴距离中心位置一致,且每个焊枪连接杆标准通用化程度高。
29.所述环形连接底座13上均布有多个安装位,其通过接管卡套式接头12而与火焰喷嘴连接杆11连接,采用接管卡套式接头12能够实现喷嘴连接杆的快速角度调整与方便拆装并且能够起到密封作用。
30.所述焊枪连接主体框架15的进气端通过米思米接头14与提供混合气体的胶管连接,使得混合气体经过米思米接头14与焊枪连接主体框架15实现软连接。
31.需要说明的是,所述焊枪连接主体框架15与所连接的两个环形连接底座13均为中空结构,用作混合气体流通的主要通道,并向火焰喷嘴连接杆11连接的火焰喷嘴组合件传送混合气体。
32.在如图3和图4所示,所述火焰喷嘴内芯2为外表面具有多级圆形台阶的中空筒体,其内部具有主通气内腔20,所述火焰喷嘴内芯2的外部从一端至另一端依次具有外径不同的出气段21a、螺纹段21b、挡止段21c和连接头21d,所述挡止段21c的外径大于螺纹段21b的外径,所述螺纹段21b用于与火焰喷嘴外套3(图5)的螺纹段31进行螺纹连接并使得所述火焰喷嘴外套3由所述挡止段21c进行限位,此外所述出气段21a被包覆在所述火焰喷嘴外套3内。
33.所述出气段21a的齐平端面上设置有多个均匀分布的主通气孔22,优选为5个,用于排出混合气体。此外,所述出气段21b的管壁上还可以设置有散流孔23,如图3所示,在优选实施例中,所述散流孔23的出火面(朝向外侧的一面)为环形结构,其数量为2个并且分别对称地设置在出气段21a的管壁两侧。所述主通气孔22和散流孔23共同用于排出混合气体。需要说明的是,所述火焰喷嘴外套3安装在所述火焰喷嘴内芯2上时,其内壁与所述出气段21a的外壁间隔一定的距离,因此不会封堵所述散流孔23。
34.所述连接头21d设有内螺纹,用于与所述火焰喷嘴连接杆11进行螺纹连接,使所述火焰喷嘴内芯2与焊接架1进行连接。
35.优选地,所述火焰喷嘴内芯2与火焰喷嘴外套3均采用1cr18ni9ti制成,该材质在高温状态下不易发生形变,耐高温且不易腐蚀。
36.本实用新型的工作原理如下:
37.燃气与氧气混合后通过所述焊枪架1的米思米接头14流进焊枪连接主体框架15,焊枪连接主体框架15内部是贯通状态,从中间位置分流后均匀流向左右两个环形连接底座13,混合气体从两个环形连接底座13分流至多个火焰喷嘴连接杆11(例如10个火焰喷嘴连接杆),混合气体经由火焰喷嘴连接杆11进入火焰喷嘴内芯2,混合气体经主通气内腔后将分为两个部分,即分别经过散流孔23和主通气孔22。散流孔的出火面为环形结构,可完全避免因主通气孔压力过大造成的火焰熄灭现象。主通气孔22是焊接加热的主要气体通道,是焊接温度的主要来源。采用此钎焊焊枪喷射出来的火焰均匀有力,辐射范围广,能达到均匀加热的目的,降低了管接头自动焊接的一次交验不合格率,提高了焊接质量的可靠性。
38.综上所述,本实用新型的有益效果在于:
39.1、使用环形结构的焊枪架布局替代方形结构,在保证焊枪连接杆分布角度均匀的情况下使备件通用标准化程度高,解决了使用多头焊枪火焰喷嘴焊接过程中频繁烧坏异常并解决了焊接火焰局部温度偏高异常的问题,维护保养更加便捷,提升效率;
40.2、火焰喷嘴内部的多个主通气孔替代独孔火焰外观形状改变实现火焰充分包围焊点实现均匀受热,解决了自动焊接过程中焊枪头角度分布不均匀异常问题并有效改善了
自动焊接生产过程质量一次交验合格率偏低问题;
41.3、由于火焰喷嘴的平齐结构在产生助焊剂结晶时,可以实现免拆卸清理,不需要熄灭火焰可以直接清理完成提高生产效率,解决了维护保养时频繁拆装的问题。
42.虽然已经参考优选实施例对本实用新型进行了描述,但在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1