一种热铸铜覆钢接地材料的放热浇铸熔接装置的制作方法
[0001]
本实用新型涉及接地施工技术领域,尤其涉及一种热铸铜覆钢接地材料的放热浇铸熔接装置。
背景技术:
[0002]
接地系统是电气系统中一个重要而相对独立的子分部工程,接地系统中接地装置的可靠性直接影响电气设备的正常运行和人身安全;随着数字化和网络化技术的发展,对接地系统的接地质量要求也越来越高,如何正确选择接地材料、保证接地线可靠连接、实现标准化施工,长期有效的保证接地系统的安全,是施工技术人员始终关注的问题。
[0003]
目前,应用较好的接地材料是铜钢复合材料,常用的铜钢复合接地材料有三种不同的生产方法,即:高温无氧热铸(水平连铸)法、套管(机械包覆)法、镀铜(冷镀)法,采用不同方法生产出的铜覆钢接地材料其性能也不同。对于隐蔽接地系统,因其长期埋设在地下,特别是沿海地带和具有强腐蚀性的化工区域,对接地材料的抗腐蚀性和施工技术提出了更高的要求。一旦出现接地系统故障,轻则停电影响生产,重则造成设备及人身安全事故。
[0004]
高温无氧热铸铜覆钢双金属复合材料是铜与钢两种金属制成的复合导体。该导体既具有钢的高强度、优异的弹性、较大的热阻和高导磁特性,又具有铜的良好导电性能和优良的抗腐蚀性能,因而被广泛运用于接地装置中,特别是在潮湿和化工环境中应用更为广泛。但目前与之配套的铜覆钢熔接技术还不完善,尚待解决。
技术实现要素:
[0005]
本实用新型提供了一种热铸铜覆钢接地材料的放热浇铸熔接装置,实现了利用放热焊接技术对铜覆钢材料进行放热浇铸焊接,形成形状、尺寸符合工程要求的熔焊接头;熔炉与熔模采用分体结构,有利于实现熔模标准化;熔炉及熔模均采用剖分结构,有利于清洁熔腔及放置导体;装置结构简单合理,操作方便,大大提高了施工效率及质量。
[0006]
为了达到上述目的,本实用新型采用以下技术方案实现:
[0007]
一种热铸铜覆钢接地材料的放热浇铸熔接装置,包括熔炉、熔模、炉盖、夹钳、竖直夹具及水平夹具;所述熔炉及熔模均为中间剖分结构或对开结构,熔炉或熔模对合后通过水平夹具夹紧固定,夹钳用于夹持熔炉、熔模;使用时熔炉置于熔模的顶部,炉盖可翻转地扣合在熔炉的顶部,三者通过竖直夹具夹紧固定;所述熔炉的中部一上一下相互贯通地设有燃烧室和导流孔;所述炉盖的底部设气体导出槽,气体导出槽的一端与导流孔连通,另一端与大气连通;所述熔模的中部沿竖直方向设引流孔,引流孔的上端与熔炉的导流孔对接,引流孔的下端与定型腔相连,定型腔与水平贯通熔模的导体固定孔相连通。
[0008]
所述熔炉与炉盖之间通过合页连接,熔炉及炉盖的对应侧分别设合页连接部。
[0009]
所述熔炉由左半炉体、右半炉体组成,所述左半炉体的上部一侧或右半炉体的上部一侧设熔炉合页连接部;所述燃烧室及导流孔的横截面为圆形,由分别开设于左半炉体及右半炉体结合面上、截面为半圆形的通槽对合形成;燃烧室的直径大于导流孔的直径,两
者之间设缩径结构一。
[0010]
所述熔模由左半模体、右半模体组成;所述引流孔及定型腔由分别开设于左半模体、右半模体结合面上的通槽对合形成;所述引流孔是直径与导流孔直径相同的圆孔,引流孔与定型腔之间设缩径结构二。
[0011]
所述定型腔的竖直截面形状为圆形或矩形,定型腔的水平截面形状为矩形、t字形或十字形。
[0012]
所述导体固定孔的横截面形状为矩形或圆形。
[0013]
所述夹钳由夹钳体、手柄、夹紧螺杆、夹紧螺母及夹钳锁死机构组成;所述夹钳体由对称设置的2个钳体组成,2个钳体的中部通过连接轴铰接;钳体的头部分别设l形的夹持板,夹持板的头部分别设螺杆孔;所述熔炉的两侧及熔模的两侧分别对应设置夹钳固定螺孔,夹紧螺杆的一端穿过夹持板上的螺杆孔后与熔炉或熔模上的夹钳固定螺孔通过螺纹连接,夹紧螺杆的另一端通过夹紧螺母锁紧固定;所述2个钳体的尾部分别连接手柄;所述夹钳锁死机构由锁紧螺杆、定位螺母及锁紧螺母组成,锁紧螺杆的一端固定在一个手柄的内侧,另一端自另一个手柄上对应开设的通孔中穿出,通孔内侧的锁紧螺杆上设定位螺母,通孔外侧的锁紧螺杆上设锁紧螺母。
[0014]
所述水平夹具和竖直夹具的结构相同,均由夹具体、蝶形螺杆及压块组成;所述夹具体为半围合的矩形框结构,其顶部沿竖直方向开设螺纹孔;所述蝶形螺杆的头部自上向下穿过螺纹孔后连接压块。
[0015]
与现有技术相比,本实用新型的有益效果是:
[0016]
1)利用金属化合物化学反应放热作为热源,通过过热被还原熔融金属直接加热导线,在高温无氧条件下实现铜覆钢接地材料的熔接,在接头处铜与钢成为单一复合体,不会出现脱节、翘皮、开裂现象,具有很强的耐腐蚀性。
[0017]
2)导体熔接处为分子结合,没有接触面,更没有机械压力,不会因腐蚀而松脱、劣化,具有较大的散热面积,因此,载流量大于或等于原金属导体,温升低于金属导体,熔点与导体相同,故能承受重复大电流的冲击而不被熔断,抗张力强于原导体材料;
[0018]
3)熔炉与熔模均为分体结构,易于清理,另外导体可直接放置在导体固定孔中,与常规熔接装置中导体自外向内送入导体固定孔中的方式相比,其操作更方便,并且定位夹紧更加精确稳定;
[0019]
4)熔炉的燃烧室与导流孔之间、引流孔与定型腔之间分别设缩径结构;原因是:熔料金属片的薄厚需要根据熔接点大小而定,为了同时满足厚度较大熔料金属片熔融时对热量的需要,熔炉的燃烧室空间通常设计得比较大,熔料金属片熔化后液态熔料向下流动,如导流孔直径太大会造成断流或不连续、导致熔接区充盈不好;同样,为了保证熔化后的熔料流入成型腔时的连续性,在引流孔与成型腔之间也设置了缩径结构;
[0020]
5)熔模可根据导体的形状尺寸及接头的形式成组成套设计,并有利于实现标准化设计,所得浇铸熔接接头的形状易于实现标准化,品质控制容易;
[0021]
6)施工时无需外加热源,设备体积小重量轻,容易携带,适合于任何现场特别是野外施工时的熔接作业;
[0022]
7)熔接速度快,作业方法简单,无需专业技术性焊接工人;
[0023]
8)所加总热量比其它焊接方法少很多,对绝缘物的破坏影响甚少,可避免损坏绝
缘材料;
[0024]
9)熔接后的接地材料耐腐蚀性能强、寿命长、接地效果好,尤其适用于沿海环境和潮湿、盐碱、酸性土壤及产生化学腐蚀介质的特殊环境及各种高要求建筑的工作接地、保护接地、防雷接地、防静电接地及防雷装置的施工。
附图说明
[0025]
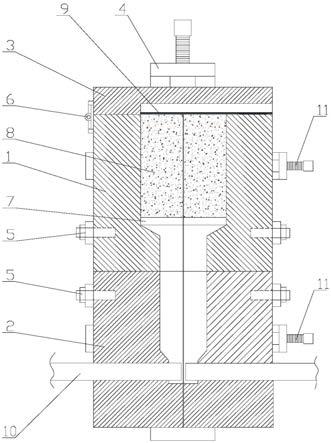
图1是本实用新型所述一种热铸铜覆钢接地材料的放热浇铸熔接装置的结构示意图。
[0026]
图2a是本实用新型所述熔炉的主视图。
[0027]
图2b是图2a的俯视图。
[0028]
图3a是本实用新型所述熔模的主视图(导体固定孔的横截面为圆形)。
[0029]
图3b是图3a的俯视图。
[0030]
图4a是本实用新型所述熔模的主视图(导体固定孔的横截面为矩形)。
[0031]
图4b是图4a的俯视图。
[0032]
图5a是本实用新型所述炉盖的主视图。
[0033]
图5b是图5a的左视图。
[0034]
图6a是本实用新型所述夹具的主视图。
[0035]
图6b是图6a的左视图。
[0036]
图7是本实用新型所述夹钳的结构示意图。
[0037]
图中:1.熔炉101.左半炉体102.右半炉体103.熔炉合页连接部104.熔炉夹钳固定螺孔105.燃烧室106.导流孔107.缩径结构一2.熔模201.左半模体202.右半模体203.熔模夹钳固定螺孔204.导体固定孔205.引流孔206.定型腔207.缩径结构二3.炉盖301.炉盖合页连接部302.气体导出槽4.竖直夹具401.夹具本体402.蝶形螺杆403.压块5.夹钳501.手柄502.连接轴503.夹钳体504.夹紧螺杆505.夹紧螺母506.夹钳锁死机构6.合页7.熔料隔离片8.熔粉9.引火粉10.导体11.水平夹具
具体实施方式
[0038]
下面结合附图对本实用新型的具体实施方式作进一步说明:
[0039]
如图1所示,本实用新型所述一种热铸铜覆钢接地材料的放热浇铸熔接装置,包括熔炉1、熔模2、炉盖3、夹钳5、竖直夹具4及水平夹具11;所述熔炉1及熔模2均为中间剖分结构或对开结构,熔炉1或熔模2对合后通过水平夹具11夹紧固定,夹钳5用于夹持熔炉1、熔模2;使用时熔炉1置于熔模2的顶部,炉盖3可翻转地扣合在熔炉1的顶部,三者通过竖直夹具4夹紧固定;所述熔炉1的中部设有一上一下相互贯通地设有燃烧室105和导流孔106;所述炉盖3的底部设气体导出槽303,气体导出槽303的一端与导流孔106连通,另一端与大气连通(如图1、图5a、图5b所示);所述熔模2的中部沿竖直方向设引流孔205,引流孔205的上端与熔炉1的导流孔106对接,引流孔205的下端与定型腔206相连,定型腔206与水平贯通熔模2的导体固定孔204相连通。
[0040]
所述熔炉1与炉盖3之间通过合页6连接,熔炉1及炉盖3的对应侧分别设合页连接部(即熔炉合页连接部103、炉盖合页连接部302)。
[0041]
如图2a、图2b所示,所述熔炉1由左半炉体101、右半炉体102组成,所述左半炉体101的上部一侧或右半炉体102的上部一侧设熔炉合页连接部103;所述燃烧室105及导流孔106的横截面为圆形,由分别开设于左半炉体101及右半炉体102结合面上、截面为半圆形的通槽对合形成;燃烧室105的直径大于导流孔106的直径,两者之间设缩径结构一107。
[0042]
如图3a、图3b、图4a、图4b所示,所述熔模2由左半模体201、右半模体202组成;所述引流孔205及定型腔206由分别开设于左半模体201、右半模体202结合面上的通槽对合形成;所述引流孔205是直径与导流孔106直径相同的圆孔,引流孔205与定型腔206之间设缩径结构二207。
[0043]
所述定型腔206的竖直截面形状为圆形或矩形,定型腔206的水平截面形状为矩形、t字形或十字形。
[0044]
所述导体固定孔204的横截面形状为矩形(如图4a、图4b所示)或圆形(如图3a、图3b所示)。
[0045]
如图7所示,所述夹钳5由夹钳体503、手柄501、夹紧螺杆504、夹紧螺母505及夹钳锁死机构506组成;所述夹钳体503由对称设置的2个钳体组成,2个钳体的中部通过连接轴502铰接;钳体的头部分别设l形的夹持板,夹持板的头部分别设螺杆孔;所述熔炉1的两侧及熔模2的两侧分别对应设置夹钳固定螺孔(包括熔炉夹钳固定螺孔104和熔模夹钳固定螺孔203),夹紧螺杆504的一端穿过夹持板上的螺杆孔后与熔炉1或熔模2上的夹钳固定螺孔104/203通过螺纹连接,夹紧螺杆504的另一端通过夹紧螺母505锁紧固定;所述2个钳体的尾部分别连接手柄501;所述夹钳锁死机构506由锁紧螺杆、定位螺母及锁紧螺母组成,锁紧螺杆的一端固定在一个手柄的内侧,另一端自另一个手柄上对应开设的通孔中穿出,通孔内侧的锁紧螺杆上设定位螺母,通孔外侧的锁紧螺杆上设锁紧螺母。
[0046]
如图6a、图6b所示,所述水平夹具11和竖直夹具4的结构相同,均由夹具体401、蝶形螺杆402及压块403组成;所述夹具体401为半围合的矩形框结构,其顶部沿竖直方向开设螺纹孔;所述蝶形螺杆402的头部自上向下穿过螺纹孔后连接压块403。
[0047]
本实用新型所述一种热铸铜覆钢接地材料的放热浇铸熔接装置的使用过程如下:
[0048]
1)根据导体10的形状、尺寸及接头形式选择熔模2;将准备连接的2根导体10分别放入到左半模体201或右半模体202中定型腔206两侧的导体固定孔204中,然后将熔模2合拢;通过水平夹具11夹紧固定;具体是:将熔模2置于夹具本体401中,转动夹具本体401上的蝶形螺杆402,通过压块403移动将左半模体201、右半模体202夹紧固定;安装夹钳5,具体是:松开夹钳锁死机构506,张开钳口,使夹持板与熔模2上对应的2个侧面相贴合,将夹紧螺杆504拧入熔模2两侧对应的熔模夹钳固定螺孔203中,然后通过夹紧螺母505锁紧;夹钳5的钳口开度通过夹钳锁死机构506自动锁死;
[0049]
2)将熔炉1的左半炉体101与右半炉体102合拢后通过水平夹具11夹紧固定;将熔炉1与炉盖3通过合页6连接;然后将夹钳5安装到熔炉1上;熔炉1合拢并锁紧的过程及安装夹钳5的过程与熔模2相同;
[0050]
3)手持夹钳5的手柄501将熔炉1放置到熔模2顶部,使导流孔106与引流孔205对正贯通;
[0051]
4)打开炉盖3,将熔料隔离片7放入熔炉1中,使其水平放置于燃烧室105与导流孔106之间的缩径结构一107处;熔料隔离片7上方的燃烧室105内填满熔粉8,将熔粉8的顶面
刮平并使其顶面与熔炉1的顶面平齐,在熔粉8上撒一层1mm厚的引火粉9,并且在对应炉盖3扣合后气体导出槽303位置的熔炉1顶部也撒上一层1mm厚的引火粉9,两次撒的引火粉9之间连续不断开;
[0052]
5)盖上炉盖3,将带有炉盖3的熔炉1及熔模2通过竖直夹具4夹紧固定;具体是:将带有炉盖3的熔炉1及熔模2置于夹具本体401中,转动夹具本体401上的蝶形螺杆402,通过压块403下移将炉盖3、熔炉1及熔模2压紧固定;
[0053]
6)用点火器对准炉盖3的气体导出槽302开口处将引火粉9点燃,引火粉9点燃后熔粉8瞬间开始燃烧,熔炉1内产生1200℃以上的高温;熔料隔离片7经高温加热后熔融,熔融的熔料通过导流孔106向下流入熔模2中,再经引流孔205进入定型腔206中,在2根导体10对接处进行高温包围熔接;熔粉8燃烧完成后冷却2~3分钟,在此期间放热浇铸熔接装置和导体10均要保持相对稳定的状态;
[0054]
7)待放热浇铸熔接装置完全冷却后,拆除竖直夹具4,将熔炉1与熔模2分离,卸下熔模2上的夹钳5及水平夹具11,将熔模2分开,取出熔接后的导体10,熔接过程结束;
[0055]
8)检查导体10的熔接质量,如有毛刺通过细砂纸打磨处理;
[0056]
9)卸下熔炉1上的夹钳5及水平夹具11,将熔炉1分开,分别清理熔炉1和熔模2,准备进行下一次熔接操作。
[0057]
本实用新型所述夹钳由市售成品夹钳改制而成,即在成品夹钳的钳头处加设夹持板、夹紧螺杆及夹紧螺母;夹钳锁死机构为市售夹钳中自带的机构,其为棘轮锁死机构;如需自制夹钳,可选择授权公告号cn 101513729 b公开的“一种夹钳”,或者授权公告号cn202513490u公开的“棘轮式电缆剪”作为夹钳本体的基本结构,能实现自锁并方便使用即可。所述夹钳的结构不在本实用新型的保护范围内,因此对其具体结构不再赘述。
[0058]
本实用新型所述一种热铸铜覆钢接地材料的放热浇铸熔接方法实施过程中应注意的事项如下:
[0059]
(1)导体接头部位必须确保干净光亮,方可达到良好的熔接效果。如接头部位有油脂污染必须使用不留残渣的熔剂,如去渍油、汽油、四氯化碳等清洗干净,必要时要将导体的接头部位浸入熔解液中,完全去除油脂。生锈的导体须使用钢丝刷除锈使其洁净。
[0060]
(2)接头部位如有水渍应用喷灯烤干,因为含水的导线在熔接中可能导致熔料(铜液)由熔模的引流口喷出,非常危险。
[0061]
(3)导体为多根时,如导体处于弯曲散开的状态,容易使熔模闭合不严而产生缝隙,引起熔料泄漏。因此,导线切断前,应先将切断点前后的导线用细铜线或铁丝缚紧,然后再行剪断或锯断,以免切口变形,对于已变形的切口须先矫正才能进行操作。
[0062]
(4)因为熔接时有张力产生,熔模外的分散导体须使用适当线夹或其它物件压紧、定位,以便熔接操作中导体不至于弹开熔模或使熔模产生缝隙,导致熔模损坏或者影响熔接质量。
[0063]
(5)每次熔接前均需要将熔炉及熔模清理干净。
[0064]
(6)操作人员要戴好防护手套和护目镜,其他人员注意远离操作区,注意不能在易燃易爆区域进行操作。
[0065]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1