螺丝锁附设备的制作方法
[0001]
本实用新型涉及螺丝机领域,尤其是螺丝锁附设备。
背景技术:
[0002]
螺丝机是一种自动化锁螺丝的小型机械,其动作结构一般可分为供料部分与电批部分两部分,供料部分负责筛选并提供螺丝,电批部分负责取螺丝和锁固螺丝,螺丝机的产生既提升了作业效率又降低了人工作业强度。
[0003]
在吸附式螺丝机中,通常通过软管将螺丝吹送到螺丝夹爪中,然后通过螺丝批上的吸附管将螺丝吸附至批头上,接着进行锁紧。
[0004]
这种结构的问题在于:吸附管在将螺丝吸附后,无法确保螺丝尾端面的传扭槽与批头的前端是正对的,例如,批头为十字批或其前端三脚叉形;此时,不能确保批头的十字前端的每个分叉与传扭槽的每个分叉对应,这样批头的前端就不能有效地插接到所述传扭槽中实现传扭连接。此时将螺丝移动至待拧位置进行锁紧时,由于螺丝会先接触到待锁位置,如果位置控制精度不高,则螺丝存在在孔中歪斜地风险。这时,再启动批头进行锁紧时,批头的旋转作用力也极易造成螺丝偏移、倾斜,这些位置偏差的累计就会造成螺丝的锁紧质量不满足要求。
技术实现要素:
[0005]
本实用新型的目的就是为了解决现有技术中存在的上述问题,提供一种螺丝锁附设备。
[0006]
本实用新型的目的通过以下技术方案来实现:
[0007]
螺丝锁附设备,包括可移动的螺丝批,所述螺丝批的气管的前端可形成负压,且所述气管可相对螺丝批的批头沿其轴线方向浮动,
[0008]
所述气管的前端板上形成一与所述批头共轴的沉孔,所述沉孔的下圆孔的直径与待锁螺丝的尾部的直径相当且深度大于待锁螺丝的尾部的厚度,所述沉孔的上圆孔的直径小于所述螺丝的尾部的直径;所述批头的前端延伸到所述沉孔的下圆孔内,且不伸出到下圆孔外;
[0009]
螺丝限位机构,其包括一螺丝限定空间及与所述螺丝限定空间连通的以供所述气管插入的取料通道。
[0010]
优选的,所述的螺丝锁附设备中,所述批头的前端延伸到所述沉孔内的长度与待锁螺丝的尾端面的传扭槽的深度相当。
[0011]
优选的,所述的螺丝锁附设备中,所述螺丝限位机构包括一端外露的螺丝定位通道及与其连通的取料通道,所述螺丝定位通道的截面形状为t形,所述取料通道位于所述螺丝定位通道的横部的上方,所述取料通道的延伸方向与所述螺丝定位通道的延伸方向垂直。
[0012]
优选的,所述的螺丝锁附设备中,所述螺丝定位通道及取料通道由两个夹头组合
形成,两个夹头由气缸驱动,所述夹头包括基底,所述基底的对接面包括依次衔接的第一平面、弧面及第二平面,所述第一平面与第二平面平行且不平齐,所述基底上形成位于其第一顶角位置且由所述第一平面的外端延伸到所述弧面的内端的、截面为矩形的缺口,所述基底上设置有挡块,所述挡块具有位于所述弧面外侧且与所述弧面同心的弧形面。
[0013]
优选的, 所述的螺丝锁附设备中,所述基底上设置有限定块,所述限定块具有与所述第二平面平齐的侧面。
[0014]
优选的, 所述的螺丝锁附设备中,所述螺丝批连接驱动其升降的升降装置,所述升降装置连接移动装置。
[0015]
优选的, 所述的螺丝锁附设备中,还包括
[0016]
螺丝供应机;
[0017]
移载块,可在第一位置和第二位置之间移动,其上形成有螺丝限位槽及与所述螺丝限位槽连通的气道,其在第一位置时,所述螺丝限位槽与所述供料器的出料端对接,其在第二位置时,所述螺丝限位槽与螺丝输送通道的进料端对接。
[0018]
本实用新型技术方案的优点主要体现在:
[0019]
本方案通过在锁附动作之前,先使批头以低速转动,在批头的前端转动至与螺丝尾端面的传扭槽对接时,螺丝能够在吸附力的作用下向批头移动,从而使得批头的前端插接至传扭槽中实现传扭连接,之后再进行锁附时,能够通过批头对螺丝进行定位,使其在与待连接孔接触时不会出现倾斜的情况,有效地保证了锁附质量,改善了锁附的有效性,提高了多点锁附效率。
[0020]
本方案的方法,通过批头低速转动时的电机转速控制,能够有效地实现批头和螺丝之间的位置调整及传扭连接,提高了稳定性。
[0021]
本方案的气管前端形成沉孔,可以在吸附时对所述螺丝进行定位,改善了被吸附螺丝与批头之间的位置精度,有利于后续两者位置的快速调整。
[0022]
本方案通过真空度来判断螺丝与批头之间是否有效地传扭连接,在不达标时抛弃相应的螺丝,极大地保证了锁附时的螺丝与批头是可靠地传扭连接的,最大程度低保证了锁附质量。
[0023]
本方案使气管上形成有沉孔且批头伸入到沉孔的下圆孔中,吸附螺丝后,螺丝与批头抵靠,可以在锁附之前使批头以低速转动,实现它们传扭连接,以使螺丝锁附时不会出现倾斜,保证了锁附质量。
[0024]
本方案的螺丝限定机构与批头的结构设计,有效地为上述方法的实现提供了可行的结构,采用t形的螺丝定位通道,同时使取料通道与螺丝定位通道的延伸方向垂直,螺丝在进入到取料位置时仅在定位通道中移动,t形通道结构可以避免螺丝在输送过程中不会出现翻动的问题,有效地保证了正对所述取料通道的螺丝是头部朝下、尾部朝上的状态,提高了供料的精度,同时适用于各种规格的螺丝的供料。
[0025]
本方案的螺丝限定机构采用两个夹头组合得到,易于加工实现,同时两个夹头由气缸驱动开闭,在拧螺丝时打开,可以有效地避免批头与夹头的磨损,提高使用寿命,减少对螺丝状态的影响,保证了供料的精度。
[0026]
本方案的取料通道与螺丝定位通道的末端对应,可以降低螺丝供料位置的定位难度,直接将螺丝输送到螺丝定位通道的末端即可,易于实现。
[0027]
本方案的夹头上设置有限定块且对限定块的底面进行设计,能够有效地对螺丝定位通道的顶部进行遮盖,避免螺丝从螺丝定位通道中退出的问题,同时三角导向口及喇叭状进口的结构降低了螺丝从外部进入到通道内的难度。
[0028]
本方案通过设置带有螺丝限位槽的移载块,通过移载块将螺丝与螺丝供应机和螺丝输送通道之间移载,采用纯机械结构实现螺丝的移载,不需要采用背景技术中现有技术的真空吸附移载的方式,结构更简单,且省去了吸附移载时抽真空造成的能耗,有利于降低设备成本。
[0029]
本方案通过设置挡板与移载块配合,能够在移载块移动过程中对螺丝限位槽内的螺丝进行限定,避免螺丝从螺丝限位槽内松脱的风险,保证了移载的可靠性。
[0030]
在锁螺丝之前,先进行批头与螺丝的传扭连接,从而为后续可靠地拧紧创造基础条件,同时可以根据气管中的真空度来判断螺丝的状态是否符合要求,从而保证后续拧螺丝的精度,避免螺丝拧紧时存在歪斜等情况。
[0031]
本方案螺丝批通过浮动结构连接升降装置且设置力传感器,可以有效地控制锁螺丝时的压力控制,实现柔性锁紧。
[0032]
本方案通过设置激光传感器可以有效地在拧好螺丝后进行状态检查,以使拧装作业符合要求。
附图说明
[0033]
图1是本实用新型的螺丝锁附设备的立体图;
[0034]
图2是本实用新型的螺丝锁附设备隐去螺丝供应机的立体图;
[0035]
图3是本实用新型的螺丝输送管的立体图;
[0036]
图4是本实用新型的螺丝输送管的进料端的端视图;
[0037]
图5是图4中b区域的放大图;
[0038]
图6是本实用新型的螺丝限定机构的俯视图;
[0039]
图7是图6中c区域的放大图;
[0040]
图8本实用新型的螺丝限定机构的螺丝定位通道的进料端的端视图;
[0041]
图9是图8中d区域的放大图;
[0042]
图10是本实用新型的螺丝限定机构的侧视图;
[0043]
图11是本实用新型的螺丝限定机构的夹头的立体图;
[0044]
图12是本实用新型的螺丝限定机构的夹头的俯视图;
[0045]
图13是本实用新型的螺丝限定机构的夹头的对接面的端视图;
[0046]
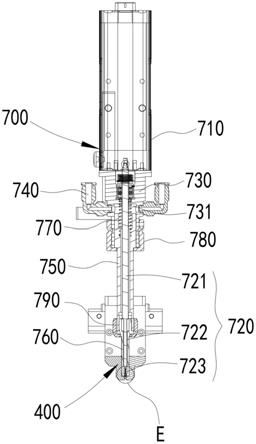
图14是本实用新型的螺丝批与螺丝限定机构的剖视图;
[0047]
图15是图14中e区域的放大图;
[0048]
图16是第二风管的仰视图;
[0049]
图17是螺丝锁附设备的侧视图;
[0050]
图18是本实用新型的螺丝锁附设备带移载装置的示意图。
具体实施方式
[0051]
本实用新型的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图
示和解释。这些实施例仅是应用本实用新型技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本实用新型要求保护的范围之内。
[0052]
在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
[0053]
下面结合附图对本实用新型揭示的螺丝供料机构进行阐述,如附图1、附图2所示,其包括
[0054]
螺丝供应机100;
[0055]
螺丝输送管,其上形成有螺丝输送通道210;
[0056]
移载块300,可在第一位置和第二位置之间移动,其上形成有螺丝限位槽310及与所述螺丝限位槽310连通的气道(图中未示出),其在第一位置时,所述螺丝限位槽与所述螺丝供应机100的出料端对接,其在第二位置时,所述螺丝限位槽与螺丝输送通道210的进料端对接;
[0057]
螺丝限定机构400,其可形成与所述螺丝限位槽310一致的螺丝定位通道,所述螺丝定位通道与所述螺丝输送管的出料端对接。
[0058]
工作时,所述气道连接供气管路,所述移载块300上的螺丝限位槽310先与所述螺丝供应机100的出料端对接,螺丝供应机100将一个螺丝输送至所述螺丝限位槽310中,接着所述移载块300平移至所述螺丝限位槽310与所述螺丝输送管上的螺丝输送通道210对接,然后,所述供气管路供气向所述螺丝限位槽310内的螺丝吹气使螺丝进入到所述螺丝输送通道210中并沿所述螺丝输送通道210进入到所述螺丝限定机构400上的螺丝定位通道中,以待螺丝批拧紧。
[0059]
所述螺丝供应机100可以是已知的各种可行的螺丝自动供给设备,例如,所述螺丝供应机100可以是振动盘供料机构与供料通道的组合,也可以采用如申请号为201820924864.6等所揭示的结构,此处为已知技术,不做赘述。
[0060]
如附图1、附图2所示,为了避免进入到所述螺丝限位槽310中的螺丝在移动过程中由于振动等从螺丝限位槽310中脱离时,所述螺丝供应机100的外壁与所述移载块300之间设置有一挡板600,所述移载块300与一挡板600贴合或保持微小间隙且所述螺丝限位槽310朝向所述挡板600,所述挡板600的一端靠近所述螺丝供应机100的出料端,所述挡板600的另一端延伸到所述螺丝输送管的供料端并且所述挡板600的外表面与所述螺丝输送管的供料端的端面210平齐,从而在所述移载块300移载螺丝时,所述挡板600能够有效地遮蔽所述螺丝限位槽310的槽口以防止螺丝从所述螺丝限位槽310中掉落。所述挡板600优选通过螺栓固定在所述螺丝输送管的供料端且与所述螺丝供应机100的外壁贴合。
[0061]
所述螺丝输送管的形状可以根据需要进行设计,优选的,如附图3-附图5所示,所述螺丝输送管包括本体200,所述本体200位置固定且整体呈现为s形,所述螺丝输送管上形成一截面为t形的螺丝输送通道210,所述螺丝输送通道210从所述本体200的一端延伸到另一端且两端面平齐。所述t形的尺寸根据要输送的螺丝的尺寸进行设计并略大于所述螺丝
的尺寸,但是其尺寸能够保证螺丝在所述螺丝输送通道中的状态,此处不做具体限定。
[0062]
所述本体200可以是一体注塑成型,也可以是多个部件组装而成,优选的方式中,从加工便利的角度考虑,所述本体200由多块面板组装而成,具体的,如附图3、附图5所示,其包括s形的主板220、第一盖板230及第二盖板240,所述主板220上朝向所述第一盖板230和第二盖板240的端面上开设有s形的凹槽223,所述凹槽223两侧的端面221、222不平齐,即凹槽223上侧的端面222突出于凹槽223下侧的端面221,所述第一盖板230固定在突出的端面222位置,所述第二盖板240固定在另一端面221位置处且遮盖所述凹槽的主要部分,从而所述第二盖板240与所述第一盖板230的接触面241、231与所述凹槽223的第一槽底2231和第二槽底2232的连接面2233平齐。所述主板220、第一盖板230及第二盖板240围合形成所述与螺丝形状一致的截面形状为t形的螺丝输送通道210,从而能够有效地保证螺丝的尖端的朝向不是朝向所述螺丝输送通道的延伸方向,并保持螺丝的状态始终如一,以便后续螺丝批能够稳定地抓取螺丝。
[0063]
当然在另外的实施例中,所述螺丝输送管及螺丝输送通道210也可以是其他形状,例如其是一直线延伸的通道,此时所述螺丝供应机100的安装高度进行相应调整即可。
[0064]
当然在又一可行的实施例中,所述螺丝输送管也不是必须的,即所述移载块300上的限位槽310也可以直接与螺丝限定机构400的螺丝定位通道的进料端对接,此时,除了采用吹气的方式进行螺丝的输送外,也可以采用推送的方式进行螺丝的输送,下面在移载块300部分进行具体描述。
[0065]
如附图2所示,所述螺丝输送管的出料端还连接有转接件250,所述转接件250上形成有截面为t形的且与所述螺丝输送通道210的出料端对接的转接通道(图中未示出),所述转接通道为一直孔且截面积与所述螺丝输送通道210的截面积相同,并且其进料端为外大内小的喇叭口,从而能够有效地便于螺丝由螺丝输送通道210进入到转接通道中。所述转接件250同样是多个部分组装而成,同时,所述转接件250的存在为后续所述螺丝限定机构400的安装创造了条件。当然所述转接件250在一些其他实施例中也不是必须的,根据具体的现场环境可以进行调整。
[0066]
如附图2所示,所述移载块300包括一块体320,所述块体320的顶面凹设有一方形的沉槽,所述沉槽的进口端为喇叭状,从而可以对螺丝进行导向,以便螺丝进入到沉槽中。所述块体320的顶部设置遮盖所述沉槽的顶盖330,所述沉槽与顶盖330构成所述螺丝限位槽,所述螺丝限位槽与螺丝形状一致且截面形状为t形,所述顶盖330上设置有位于所述沉槽上方的传感器340,当所述沉槽内有螺丝时,所述传感器340感应到螺丝并发信号以驱动所述移载块300移动。
[0067]
所述移载块300上的气道从所述块体320的表面延伸到所述沉槽的槽底(相对所述螺丝限位槽的槽口的端面),并且如附图2所示,所述气道连接有管接头350,所述阀体连接供气管路(图中未示出)。
[0068]
当然,在上面描述到采用推送方式将移载块300中的螺丝输送到螺丝定位通道中时,在所述移载块300上形成以一与所述螺丝限位槽310正对且连通的通孔(图中未示出),通过一推杆穿过所述通孔并伸入到所述螺丝限位槽310中并将螺丝限位槽310中的螺丝推入到所述螺丝定位通道中,此处推送的具体结构可以采用一气缸驱动来驱动推杆往复直线移动。
[0069]
如附图2所示,所述移载块300的移动通过一平移机构370来实现,所述平移机构370包括气缸371,所述气缸371连接一滑块372,所述滑块372可滑动地设置在一导轨373上且连接所述块体320,所述导轨373固定在一基座374上。
[0070]
如附图1、附图2所示,所述螺丝限定机构400位于所述螺丝输送管的下端的出料口处,如附图6-附图9所示,其包括一螺丝定位通道430,所述螺丝定位通道430的一端外露,所述螺丝定位通道的截面为t形且尺寸与螺丝的尺寸一致,即螺丝的杆部和尾部的直径与所述螺丝输送通道的横部和竖板的宽度相当,所述螺丝定位通道430的内端431的形状可以是圆弧状,也可以是方形或等腰梯形等。
[0071]
如附图6、附图7所示,所述螺丝限定机构400还包括与所述螺丝定位通道430连通的取料通道440,所述取料通道440的延伸方向与所述螺丝定位通道430的延伸方向垂直。所述取料通道440的截面形状根据螺丝批的下端的气管的形状设计,可以是圆形、方形或正多边形等。如附图7、附图9所示,所述取料通道440位于所述螺丝定位通道430的横部432的上方且围设在所述螺丝定位通道430的内端431外围,所述取料通道440与一虚拟圆a同心,所述虚拟圆a过所述螺丝定位通道的末端中心点433且与所述螺丝定位通道430的竖部434的两侧壁4341、4342相切。
[0072]
同时,为了便于螺丝进入到所述螺丝定位通道430中,如附图7所示,所述螺丝定位通道430的进料端435为外大内小的喇叭状口,即外端的宽度大于内端的宽度,所述螺丝定位通道的进料端与所述转接件250的转接通道的出料端对接。
[0073]
所述螺丝定位通道430和取料通道440可以是一块体上形成的结构,具体的形成方法可以是通过注塑形成包含上述结构的块体或者在一块体上钻孔得到上述的螺丝定位通道430和取料通道440。
[0074]
更优选的,为了便于加工以及便于后续螺丝批的工作,如附图6-附图9所示,所述螺丝定位通道430和取料通道440是由两个可相对移动的夹头420组合而成,两个所述夹头420的形状相同,如附图10所示,它们由一气缸410驱动闭合或打开,两个夹头420闭合状态下形成所述螺丝定位通道430。
[0075]
下面以一个夹头420的形状为例进行说明,如附图11所示,所述夹头420包括基底421,所述基底421可以是一具有一定厚度的板件或块体,所述基底421的对接面4211包括依次衔接的第一平面4211、弧面4212及第二平面4213,所述第一平面4211与第二平面4213平行且不平齐,即所述第二平面4213外凸于所述第一平面4211。所述基底421上形成位于其第一顶角位置(图中所示右上角位置)且由所述第一平面的外端延伸到所述弧面的内端的缺口4214,且其侧壁与所述第一平面平行,其底面与顶面平行,整个缺口近似为j形,所述基底421上设置有挡块422,所述挡块422具有位于所述弧面4212的外侧且与所述弧面4212同心的弧形面4221。
[0076]
两个所述夹头420闭合时,两个夹头420的第二平面4213贴合,两个所述缺口4214、第一平面4211、弧面4212之间的间隙形成所述截面为t形的螺丝定位通道430,并且所述螺丝定位通道430的末端为圆弧形的。
[0077]
另外,由于所述缺口4214围合成的区域的上部是敞开的,因此需要通过一定的结构将它们形成的螺丝定位通道430的上端开口封闭,以避免螺丝在外力(尤其是风力)作用下在所述螺丝定位通道430中出现跳动或翻转等异常情况影响到所述螺丝的状态。
[0078]
于是在更优地方式中,如附图12所示,在所述基底421上设置有限定块423,所述限定块423与所述挡块422可拆卸地连接,例如螺接,当然也可以是一体成型的。所述限定块423具有与所述第二平面4213平齐的侧面4231,即所述限定块423突出到所述第一平面外的部分覆盖所述螺丝定位通道430的一半宽度,所述侧面4231从所述螺丝定位通道的外端延伸到接近所述取料通道。如附图13所示,所述限定块423的底面4232为斜面或为倾斜设置的平面,所述底面4232与所述基底421的顶面形成一开口高度由外至内逐步缩小的三角导向口424,从而能够便于螺丝顺利的进入到所述螺丝定位通道430中。
[0079]
所述夹头还包括其他结构以便于连接,其具体结构不是本方案的创新点,可以根据实际需要进行适应性设计,此处不做赘述。
[0080]
进一步,当采用吹气方式将螺丝向所述螺丝定位通道430内输送时,如果螺丝定位通道430的末端是封闭的,吹气时会出现气流受阻,此时螺丝无法输送到所述螺丝定位通道430的内端,为了保证将螺丝输送到所述螺丝定位通道430的内端,此时,所述螺丝定位通道430连接一至少与其内端431连通的排气通道,从而吹入到所述螺丝定位通道430中的气体能够通过所述排气通道排出到外部,因此,气流能够持续进入到所述螺丝定位通道430的末端并使螺丝能够在风力作用下有效地移动至所述螺丝定位通道的末端。当所述螺丝定位通道430为槽状时,即所述螺丝定位通道430的下端是封闭的,此时,所述排气通道可以是一从所述螺丝定位通道430的槽底向下延伸到所述基底421的底部。在上述优选的实施例中,如附图7所示,所述螺丝定位通道430的整体是u形的通道,因此,气流能够有效地排出。
[0081]
当然,所述排气通道也不是必须的,例如在采用推杆推送的方式中,可以省去上述的排气通道。并且,所述螺丝限定机构400的结构可以根据需要采用其他结构,通常包括一螺丝限定空间(槽或孔)及与所述螺丝限定空间连通的以供所述螺丝批的气管插入的取料通道,例如,可以采用背景技术中描述的现有的螺丝限定夹的结构,所述螺丝输送管的出料端连接到所述螺丝限定夹上。
[0082]
为了提高集成度以便于在后续使用中实现任一位置的自动供料及进行螺丝拧装,本方案进一步揭示了一种螺丝锁附设备,如附图1、附图2所示,包括上述实施例的螺丝供料机构,还包括位于所述取料通道340正上方的螺丝批700,所述螺丝批700的批头与所述取料通道340共轴,所述螺丝批700连接驱动其升降的升降装置800,所述螺丝供应机100、螺丝输送管、移载块300、螺丝限定机构400、螺丝批700及升降装置800位于一载体500上,所述载体500可以是一板或其他具有支撑能力的结构。
[0083]
所述螺丝批可以是已知的各种电动螺丝批,为了保证批头抓取螺丝的稳定性,所述螺丝批的前端可形成负压,从而可以通过真空进行螺丝吸附。
[0084]
具体而言,如附图14所示,所述螺丝批700包括外壳710、位于所述外壳710内的电源、控制板、电机、传动机构等常规螺丝批所具有的结构,所述螺丝批的批头720由所述电机驱动自转且延伸到所述外壳外,所述批头720可以是各种可行的批头,具体可以根据所要拧装的螺丝的型号进行调整且其批头的前端具有磁性,从而可以有效地将所述螺丝限定机构400上的螺丝进行磁吸。所述批头的前端的形状可以根据需要选定,所述批头720包括三段721、722、723,上部两段为圆柱状,最下方一段723的截面形状为一字状或十字状或三角叉状或内六角状等,且其直径由上至下逐步减小。
[0085]
如附图14所示,所述外壳710的前端设置有头部730,所述头部730与所述批头720
共轴,所述头部730的侧壁处设置有与其内腔连通的管接头740,所述管接头740对称设置在所述头部730的两侧,所述管接头740与所述头部730的连接点位于所述头部730内的隔板731的下端,从而便于后续真空吸附。
[0086]
如附图14所示,所述头部730共轴连接第一风管750,所述第一风管750通过一限定套770可移动地限定在所述头部720的内腔中,所述第一风管750可沿批头的轴线方向往复移动。同时,所述第一风管750的上端与一套设在所述批头720外周且局部位于其上端的凹槽内的弹簧770的一端抵靠或固定,所述弹簧770的另一端与所述隔板731抵靠或固定,从而所述第一风管750能够沿所述批头720的延伸方向进行一定行程的浮动。
[0087]
如附图14所示,所述第一风管750的下端共轴连接一第二风管760,所述第二风管760及第一风管750共同构成气管,所述第二风管760套设在所述批头720外周,所述第二风管760与所述第一风管750通过一固定件780连接固定。如附图15、附图16所示,所述第二风管760的前端板形成有通孔761,所述通孔761与所述批头720共轴,所述通孔可以是一个直孔,所述直孔为一圆孔,并且所述圆孔的直径略大于所述批头720的最下一段723的最大直径相当。此时,当螺丝吸附在所述圆孔处时,所述螺丝的尾端面与所述气管的前端面贴合,气管的前端面即为其与螺丝的抵接面。
[0088]
优选的方式中,如附图15、附图16所示所述通孔761为沉孔,并且所述沉孔的下圆孔7611的直径大于其上圆孔7612的直径。同时,所述下圆孔7611的直径与待拧螺丝的尾部的直径相当且与所述螺丝的尾部的直径相当,优选为略大于螺丝的尾部的直径,从而可以有效地对螺丝进行限位,并且所述下圆孔7611的深度大于待锁螺丝的尾部的厚度。所述螺丝吸附在所述沉孔中时,螺丝尾端面与所述沉孔上中的分界面(下圆孔与上圆孔的分界位置)抵靠,此时,分界面为气管与螺丝尾端面的抵接面。
[0089]
所述上圆孔7612的直径与所述批头720的最下一段723的最大直径相当或略大。此时为了保证气流的顺利流通,在所述上圆孔7612的孔壁处内凹形成有一圈圆弧形的缺口7613,当然所述缺口7613也可以是其他形状的,从而即使批头与所述上圆孔7612的孔壁接触后,仍能通过所述缺口7613实现气流流通。
[0090]
所述批头720的前端常态下可以略微伸出到所述第二风管760的前端板外,也可以位于所述第一风管760内,优选的结构中,所述批头720的前端延伸到所述沉孔的下圆孔7611中,且不突出到所述第一风管760的前端板外,更优选的,所述批头延伸到所述下圆孔7611中的长度与待锁螺丝的尾端的传扭槽的深度相当。
[0091]
驱动所述螺丝批700的升降装置800可以是已知的各种能够产生直线移动的机构,例如可以是气缸、油缸等,优选的实施例中,如附图17所示,所述升降装置800包括电机810,所述电机810的电机轴连接带轮820,所述带轮820通过同步带830连接从动轮840,所述从动轮840连接一丝杠850的螺杆,所述丝杠850的活动块连接所述螺丝批700。
[0092]
更进一步,如附图17所示,所述螺丝批700通过浮动机构900连接所述升降装置800,从而可以有效缓冲所述螺丝批700工作时的冲击,具体的,所述浮动机构900包括一与所述丝杠850的活动块连接的安装板910,所述安装板910上设置有两个导向件920,所述导向件920上可滑动地设置有滑动件930,所述滑动件可滑动地设置在所述安装板910上的导轨940上,所述导向件920的外周套设有位于所述滑动件930和安装板910之间的弹簧950。
[0093]
同时,为了有效控制拧螺丝时的力度,在所述浮动机构900处设置有压力传感器
(图中未示出),所述压力传感器可以设置在所述弹簧950的上端,当然也可以放在其他可行的位置,例如位于所述安装板910和滑动件930之间。
[0094]
当然,在其他实施例中,所述螺丝批700除了通过升降装置800驱动进行升降移动外,还可以通过其他移动结构来驱动所述螺丝批700进行平移的动作,例如,所述螺丝批700设置于一多轴移动机器人上,,此时,所述螺丝限定机构400的两个夹头420可以保持闭合状态而不需要打开,或者所述螺丝限定机构400可以直接是一个具有上述的螺丝定位通道430、取料通道440及排气通道的块体。
[0095]
实际工作时,如附图18所示,通过一移动装置2000来驱动所述载体500移动,从而可以带动其上的全部结构整体移动,所述移动装置2000可以是各种可行的移动设备,例如六轴机器人或多轴移动模组或者手动控制的移动机构,如平衡吊等,当采用自动控制载体500的移动方式时,可以通过控制器中的控制软件的控制程序,按照设定的路径进行载体的移动控制,也可以通过视觉定位的方式来进行载体的移动控制,因此,所述螺丝锁附设备还包括图像采集装置1000,另外,所述图像采集装置1000还可以用来采集拧装后的图像以确定是否有漏拧或拧装不符合要求的情况。当然为了确保每个点位拧装了螺丝且螺丝拧紧符合要求,避免歪斜等情况,所述螺丝锁附设备还包括激光传感器(图中未示出),所述激光传感器可以是激光测距仪或激光平面度测量仪等可行的设备。
[0096]
整个设备工作时,可以通过控制器结合各种传感器等来控制各部分的工作,具体的控制过程的实现为已知技术,此处不做赘述。
[0097]
整个设备工作时,其工作过程如下:
[0098]
s1,所述升降装置800使所述螺丝批700移动至上料高度。
[0099]
s2,所述螺丝限定机构400的气缸410驱动两个夹头420闭合,此时,它们形成的所述螺丝定位通道430的进料端与所述转接通道的出料端对接,并且所述螺丝批700的第二风管插接在所述取料通道440中。
[0100]
s3,所述螺丝限位槽310与所述螺丝供应机100的输出端对接,此时,所述螺丝供应机100将一个螺丝供料至所述螺丝限位槽310中。
[0101]
s4,所述平移机构370的气缸371启动驱动所述移载块300移动至第二位置,至所述螺丝限位槽310与所述螺丝输送通道210的输入端对接。
[0102]
s5,通过供气管路向所述移载块300的气道供气将所述螺丝限位槽310中的螺丝转移至所述螺丝输送通道210中,同时持续供气至所述螺丝移动至所述螺丝定位通道430的内端的上料位置。此时,还可以通过传感器来确定螺丝是否进入到所述螺丝定位通道430的内端。
[0103]
s6,所述螺丝批700连接的抽气管路开始抽气使气管的下端形成负压将所述螺丝吸附在其前端的沉孔中。
[0104]
s7,保持所述气管下端的负压,所述螺丝批700内的电机驱动所述批头720以较低的速度自转,并使所述批头720的远端嵌入到所述螺丝批的尾端面的传扭槽中并使两者传扭连接,传扭连接后,所述批头可以保持低速转动,也可以停止转动,此时,所述螺丝批的电机的转速控制在500转/分钟以下。
[0105]
s8,保持对所述气管抽真空,并判断气管内的真空度是否符合要求,根据所述气管内的真空度可以判断螺丝在批头上的状态是否符合要求,即确定批头720与螺丝是否有效
地传扭连接,有效传扭连接时,所述螺丝与所述批头共轴且批头的前端插接在所述螺丝的传扭槽中,此时,批头在锁螺丝时,能够有效得保证螺丝与螺孔共轴的状态,保证螺丝锁紧有效性,避免螺丝锁紧时出现歪斜等状态。具体的判断的原理是:当所述批头与螺丝有地传扭连接时,所述螺丝的尾部能够有效地覆盖所述通孔761,此时,所述气管内的真空度相对于螺丝与批头未有效传扭连接时更高,这是由于,当批头未插接在所述螺丝前端的传扭槽中时,螺丝被批头延伸到所述下圆孔中的部分限制,从而螺丝尾端面不能与抵接面贴合,存在间隙,此时持续会有气体被抽入到气管内,真空度较低,从而可以通过真空度来进行判断。
[0106]
s9,当螺丝状态符合要求时,按照下述s30-s40进行锁紧作业;当根据真空度确定所述螺丝在批头上的状态不符合要求时,停止对所述气管抽真空,向所述气管内吹气,使所述气管的前端形成正压,从而将批头上的螺丝从而批头上吹走抛弃。在抛弃时,可以将螺丝抛弃至回收容器或螺丝供应机中。具体操作时,可以先打开两个夹头,然后将螺丝批移动至回收容器或螺丝供应机的上开口上方进行抛弃,抛弃完后,两个夹头再次闭合进行供料。当然,在抛弃时,也可以直接将所述螺丝再吹回到所述螺丝定位通道中。
[0107]
s10,通过所述气管再次从所述螺丝限定机构400上吸取一个螺丝,此时,螺丝可以是新输送来的一个螺丝,也可以是气管抛弃的螺丝,重复s7-s9步骤至所述气管内的真空度符合要求即可进行锁附动作。
[0108]
s20,所述移动装置2000驱动所述螺丝批移动至待拧螺丝位置。
[0109]
s30,气管的前端保持负压,所述螺丝限定机构400的气缸410驱动两个夹头420打开。
[0110]
s40,所述升降装置800驱动所述螺丝批下移至目标位置,螺丝批的电机启动驱动批头带动螺丝转动实现锁紧。
[0111]
s50,重复s1-40的过程。
[0112]
当然,上述的过程并不是对具体锁紧过程的唯一限定,例如所述s20可以在其他任一步骤之前或之后进行。或者,也可以先进行夹头的闭合,再将螺丝批插接至夹头上形成的取料通道中。当然,在夹头打开的时候,所述移载块也可以同时移动到第一位置去取料。以及在夹头闭合时,所述移载块同步移动至所述第二位置处。又或者,在其他实施例中,也可以省去上述的部分步骤,例如在批头低速自转后,也可以不进行气管内真空度的判断过程。甚至还可以不进行批头的低速自转过程,而直接进行气管内的真空度的判断过程,不过这样的方式,取料的效率相对较低。
[0113]
本实用新型尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1