一种汽车通风盖安装加强杆的多角度折弯成型模具的制作方法
1.本实用新型属于汽车零件加工技术领域,特别是涉及一种汽车通风盖安装加强杆的多角度折弯成型模具。
背景技术:
2.现有汽车管材类零件需要达到很高的强度,产品的形状通常比较复杂。传统弯管机效率低精度差,而且两个折弯距离太近就无法完成。
3.因此,有必要提供一种新的汽车通风盖安装加强杆的多角度折弯成型模具来解决上述问题。
技术实现要素:
4.本实用新型的一个目的在于提供一种汽车通风盖安装加强杆的多角度折弯成型模具,可实现复杂多角度异形加强杆的一次折弯成型,大大提高了生产效率。
5.本实用新型通过如下技术方案实现上述目的:一种汽车通风盖安装加强杆的多角度折弯成型模具,其包括上模座、上垫板、上模固定板、下模固定板、下垫板、下模座,还包括共同围绕形成一异形加强杆型腔的上模仿形成型块、下模仿形成型块、上模压料块以及下模托料块,所述上模仿形成型块固定设置在所述上模固定板的下表面,所述下模仿形成型块固定设置在所述下模固定板的上表面且与所述上模仿形成型块对应设置,所述上模压料块上下可活动的设置在所述上模固定板上且与所述上模仿形成型块对接设置,所述下模托料块上下可活动的设置在所述下模固定板上且与所述下模仿形成型块对接设置。
6.进一步的,所述上模固定板上还设置与对所述上模压料块的上下运动进行导向的滑动导向块,所述滑动导向块设置在所述上模压料块的两侧。
7.进一步的,所述上模压料块通过弹性件挂设在所述上垫板上、或通过内嵌在所述上模固定板内的弹性件挂设在所述上模固定板上。
8.进一步的,所述下模托料块的底部设置有弹性件支撑住下表面,实现上下浮动功能;所述弹性件的一端抵持着所述下模托料块的下表面且另一端抵持着所述下垫板表面或所述下模固定板的内嵌孔底面。
9.进一步的,在自然状态下,所述下模托料块的上表面凸出所述下模仿形成型块表面,所述上模压料块的下表面凸出所述上模仿形成型块表面。
10.进一步的,还包括支撑住成型前的加强杆前后端的前端支撑定位块、后端支撑定位块。
11.进一步的,所述前端支撑定位块固定设置在所述下模固定板上且位于所述下模托料块的前端。
12.与现有技术相比,本实用新型一种汽车通风盖安装加强杆的多角度折弯成型模具的有益效果在于:实现了复杂多角度异形加强杆的一次折弯成型,大大提高了生产效率,避免了多次弯折成型造成的产品累计误差加大的现象发生,提高了产品质量。
附图说明
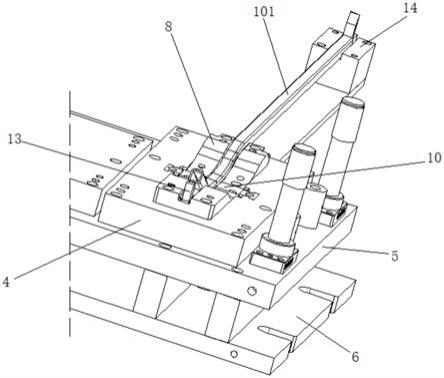
13.图1为本实用新型实施例的结构示意图;
14.图2为本实用新型实施例中上模总成的局部结构示意图;
15.图3为本实用新型实施例中下模总成的局部结构示意图;
16.图中数字表示:
17.100汽车通风盖安装加强杆的多角度折弯成型模具;
18.101产品;
19.1上模座;2上垫板;3上模固定板;4下模固定板;5下垫板;6下模座;7 上模仿形成型块;8下模仿形成型块;9上模压料块;10下模托料块;11异形加强杆型腔;12滑动导向块;13前端支撑定位块;14后端支撑定位块。
具体实施方式
20.实施例:
21.请参照图1
‑
图3,本实施例为一种汽车通风盖安装加强杆的多角度折弯成型模具100,其包括上模座1、上垫板2、上模固定板3、下模固定板4、下垫板5、下模座6,还包括共同围绕形成异形加强杆型腔11的上模仿形成型块7、下模仿形成型块8、上模压料块9以及下模托料块10,上模仿形成型块 7固定设置在上模固定板3的下表面,下模仿形成型块8固定设置在下模固定板4的上表面且与上模仿形成型块7对应设置,上模压料块9上下可活动的设置在上模固定板3上且与上模仿形成型块7对接设置,下模托料块10上下可活动的设置在下模固定板4上且与下模仿形成型块8对接设置。
22.上模固定板3上还设置与对上模压料块9的上下运动进行导向的滑动导向块12,滑动导向块12设置在上模压料块9的两侧。
23.在一实施例中,上模压料块9可通过弹性件挂设在上垫板2上且穿过上模固定板3与上模仿形成型块7一端对接设置。在另一实施例中,上模压料块9可通过内嵌在上模固定板3内的弹性件挂设在上模固定板3上。
24.同理,下模托料块10的底部设置有弹性件支撑住下表面,实现上下浮动功能。弹性件的一端抵持着下模托料块10的下表面且另一端抵持着下垫板5表面或下模固定板4的内嵌孔底面。
25.在自然状态下,下模托料块10的上表面凸出下模仿形成型块8表面,上模压料块9的下表面凸出上模仿形成型块7表面。
26.本实施例还包括支撑住成型前的加强杆前后端的前端支撑定位块13、后端支撑定位块14。前端支撑定位块13固定设置在下模固定板4上且位于下模托料块10的前端。
27.在成型时,首先将成型前的加强杆放入下模中的前端支撑定位块13、后端支撑定位块14内,并通过下模托料块10将产品101托起;上模组件下降进行合模,上模压料块9与下模托料块10将加强杆夹住,随着下模继续下降,上模仿形成型块7开始与产品101接触,将产品101压入下模仿形成型块8的型腔内,在下模仿形成型块8的型腔引导及上模仿形成型块7的压力共同作用下,产品101产生塑性变形完成异型多角度的一次折弯成型。
28.本实施例中,设置有双成型工位,每个双成型工位中均包括有一上模固定板3、下模固定板4、上模仿形成型块7、下模仿形成型块8、上模压料块9、下模托料块10、前端支撑定
位块13以及后端支撑定位块14。
29.本实施例一种汽车通风盖安装加强杆的多角度折弯成型模具100实现了复杂多角度异形加强杆的一次折弯成型,大大提高了生产效率,避免了多次弯折成型造成的产品累计误差加大的现象发生,提高了产品质量。
30.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1