一种依折麦布制片装置的制作方法
1.本实用新型涉及制药机械领域,尤其涉及一种依折麦布制片装置。
背景技术:
2.片剂是药物与辅料均匀混合后压制而成的片状或异形片状的固体制剂。实际生产中常常用压片机对依折麦布进行压片处理,而现有的压片机在压制成片剂的过程中,需要手动进行压片费时费力,且设备过于复杂,操作繁杂;制造成本和使用成本都很高;压片后药片在定型槽中,取料不方便,且无法同时实现大批量的压片操作,造成效率低下。
技术实现要素:
3.本实用新型所要解决的技术问题是,提供一种依折麦布制片装置,解决上述背景技术中提到的问题。
4.为解决上述技术问题,本实用新型的一种依折麦布制片装置,包括工作台,所述工作台外壁上设有plc面板,所述工作台中间设有冲模组件,所述冲模组件两侧分别设有进料组件和出料组件,所述进料组件通过支撑架与工作台连接;所述冲模组件包括上冲模、下冲模、中模和固定板,所述上冲模通过机架与工作台连接,并在液压缸作用下沿竖直方向往复移动,所述上冲模上设有冲头,所述中模位于上冲模正下方,所述固定板位于中模正下方并通过导柱与固定板连接,所述中模与固定板均通过滑轨与工作台滑动连接,且所述中模与固定板均在驱动组件作用下沿水平方向往复运动;所述中模与工作台表面齐平,所述中模上设有与冲头相配合的模孔,所述下冲模位于中模与固定板之间,且所述下冲模上相对应位置设有与模孔相配合的模座,所述模座位于模孔内,所述下冲模通过模座与中模滑动连接,所述下冲模通过气缸固定在固定板上,并可在气缸作用下沿竖直方向往复运动;所述进料组件、出料组件和冲模组件上均设有定位组件,所述定位组件用于确定中模的位置,所述定位组件、驱动组件、液压缸和气缸均由plc面板控制。
5.通过设置plc面板,实现对依折麦布片剂药料定型、脱模的全自动化控制,使用方便,制片效率高。同时通过设置上冲模、下冲模与中模的相互配合,一次性完成药料定型并自动脱模,实现快速取料。
6.作为本实用新型的一种改进,所述驱动组件包括伺服电机和滚珠丝杠,所述伺服电机固定在工作台外侧壁上,所述工作台内壁设有滑槽,所述中模和固定板两侧面上均设有与滑槽相匹配的滑块,滑槽内壁与滑块滑动连接,所述滚珠丝杠设置在滑槽中贯穿滑块并与滑块螺纹连接,所述滚珠丝杠一端与伺服电机连接。通过设置滚珠丝杠驱动中模沿水平方向稳定的往复移动。
7.作为本实用新型的一种改进,所述进料组件包括进料斗和导料板,所述进料斗和导料板均固定在支撑架上,所述导料板上设有导料口,所述导料口通过管道与进料斗连接,所述管道与进料斗连接处设有自动阀门,所述自动阀门由plc面板控制。
8.作为本实用新型的一种改进,所述模孔设有干个,所述模孔沿矩形形状阵列分布,
所述导料口、冲头和模座的数量及位置分布与模孔的数量及位置分布相同。设置若干个模孔,实现一次性大批量药料定型与脱模,提高制片效率。
9.作为本实用新型的一种改进,所述出料组件包括挡料板和收料箱,所述挡料板与工作台侧边固定连接并竖直固定在中模一侧,所述挡料板底边与工作台齐平,所述收料箱固定在中模侧面上,并位于挡料板下方。当中模移动至挡料板右侧,控制下冲模向上移动挤出片剂,然后中模向左移动,经挡料板阻挡后片剂全部进入收料箱中。
10.作为本实用新型的一种改进,所述定位组件包括激光接收器和激光发射器,所述激光接收器与激光发射器位置相对应,所述激光接收器包括导料接收器、冲模接收器、出料接收器,所述激光发射器设于中模上边角处,所述导料接收器位于导料板下边角处,所述冲模接收器位于上冲模下边角处,所述出料接收器位于挡料板底边上。激光接收器接收到激光信号,反馈指令信息给plc面板,plc面板根据指令控制制片装置进行导料、冲模和出料的步骤,同时对中模的位置进行定位,确保导料口、冲头与模孔位置对应精确。
11.相对于现有技术,本实用新型具有如下优点,1)通过设置plc面板,实现对依折麦布片剂导入药料、药料定型、脱模的全自动化控制,使用方便,制片效率高,且结构简单,操作便捷;2)设置上冲模、下冲模与中模的相互配合,一次性完成药料定型并自动脱模,实现快速取料;3)设置滚珠丝杠驱动中模沿水平方向稳定的往复移动;4)设置若干个模孔,实现一次性大批量药料定型与脱模,提高制片效率;5)设置激光接收器接收激光信号,反馈指令信息给plc面板,plc面板根据指令控制制片装置进行导料、冲模和出料的步骤,同时对中模的位置进行定位,确保导料口、冲头与模孔位置对应精确。
附图说明
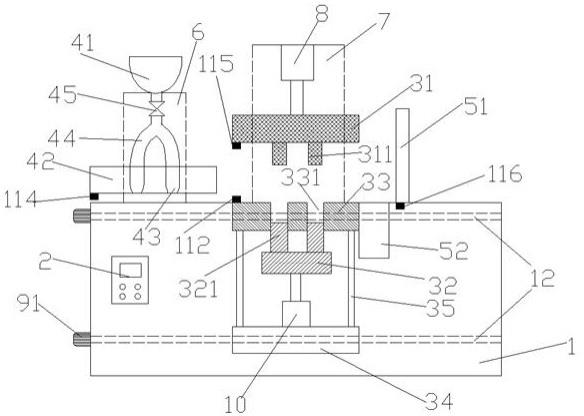
12.图1是本实用新型一种依折麦布制片装置的纵向截面示意图;
13.图2是本实用新型一种依折麦布制片装置的立体结构示意图;
14.图3是本实用新型中冲模组件未冲模时的结构示意图;
15.图4是本实用新型中冲模组件冲模状态的结构示意图;
16.图中:1、工作台;2、plc面板;3、冲模组件;31、上冲模;311、冲头;32、下冲模;321、模座;33、中模;331、模孔;34、固定板;4、进料组件;41、进料斗;42、导料板;43、导料口;44、管道;45、自动阀门;5、出料组件;51、挡料板;52、收料箱;6、支撑架;7、机架;8、液压缸;9、驱动组件;91、伺服电机;92、滚珠丝杠;10、气缸;11、定位组件;111、激光接收器;112、激光发射器;114、导料接收器;115、冲模接收器;116、出料接收器;12、滑轨;121、滑槽;122、滑块。
17.具体实施方式:
18.为了加深对本实用新型的理解,下面结合附图对本实施例做详细的说明。需要说明的是,如文中术语“上、下、左、右、竖直、水平、内、外”等指示的方位或位置关系则为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.实施例1:参见图1~图4,一种依折麦布制片装置,包括工作台1,工作台1外壁上设有plc面板2,工作台1中间设有冲模组件3,冲模组件3两侧分别设有进料组件4和出料组件5,进料组件4通过支撑架6与工作台1连接;冲模组件3包括上冲模31、下冲模32、中模33和固
定板34,上冲模31通过机架7与工作台1连接,并在液压缸8作用下沿竖直方向往复移动,上冲模31上设有冲头311,中模33位于上冲模31正下方,固定板34位于中模33正下方并通过导柱35与固定板34连接,中模33与固定板34均通过滑轨12与工作台1滑动连接,且中模33与固定板34均在驱动组件9作用下沿水平方向往复运动;中模33与工作台1表面齐平,中模33上设有与冲头311相配合的模孔331,下冲模32位于中模33与固定板34之间,且下冲模32上相对应位置设有与模孔331相配合的模座321,模座321位于模孔331内,下冲模32通过模座321与中模33滑动连接,下冲模32通过气缸10固定在固定板34上,并可在气缸10作用下沿竖直方向往复运动;进料组件4、出料组件5和冲模组件3上均设有定位组件11,定位组件11用于确定中模33的位置,定位组件11、驱动组件9、液压缸8和气缸10均由plc面板2控制。
20.通过设置plc面板,实现对依折麦布片剂药料定型、脱模的全自动化控制,使用方便,制片效率高。同时通过设置上冲模、下冲模与中模的相互配合,一次性完成药料定型并自动脱模,实现快速取料。
21.驱动组件9包括伺服电机91和滚珠丝杠92,伺服电机91固定在工作台1外侧壁上,工作台1内壁设有滑槽121,中模33和固定板34两侧面上均设有与滑槽121相匹配的滑块122,滑槽121内壁与滑块122滑动连接,滚珠丝杠92设置在滑槽121中贯穿滑块122并与滑块122螺纹连接,滚珠丝杠92一端与伺服电机91连接。通过设置滚珠丝杠驱动中模沿水平方向稳定的往复移动。
22.进料组件4包括进料斗41和导料板42,进料斗41和导料板42均固定在支撑架6上,导料板42上设有导料口43,导料口43通过管道44与进料斗41连接,管道44与进料斗41连接处设有自动阀门45,自动阀门45由plc面板2控制。
23.模孔331设有干个,模孔331沿矩形形状阵列分布,导料口43、冲头311和模座321的数量及位置分布与模孔331的数量及位置分布相同。设置若干个模孔,实现一次性大批量药料定型与脱模,提高制片效率。
24.出料组件5包括挡料板51和收料箱52,挡料板51与工作台1侧边固定连接并竖直固定在中模33一侧,挡料板51底边与工作台1齐平,收料箱52固定在中模33侧面上,并位于挡料板51下方。当中模移动至挡料板右侧,控制下冲模向上移动挤出片剂,然后中模向左移动,经挡料板阻挡后片剂全部进入收料箱中。
25.定位组件11包括激光接收器111和激光发射器112,激光接收器111与激光发射器112位置相对应,激光接收器包括导料接收器114、冲模接收器115、出料接收器116,激光发射器112设于中模33上边角处,导料接收器114位于导料板42下边角处,冲模接收器115位于上冲模31下边角处,出料接收器116位于挡料板51底边上。激光接收器接收到激光信号,反馈指令信息给plc面板,plc面板根据指令控制制片装置进行导料、冲模和出料的步骤,同时对中模的位置进行定位,确保导料口、冲头与模孔位置对应精确。
26.工作过程:参见图1~图4,使用前,将药料导入进料斗中,同时模座的一小部分置于中模模孔中。使用时,通过plc面板控制伺服电机启动,从而控制中模向左侧移动,直至激光发射器发射信号至导料接收器,导料接收器接收到导料信号并反馈给plc面板,然后plc面板控制自动阀门打开进行进料。进料完毕后自动阀门关闭,plc面板控制中模向右侧移动,直至激光发射器发射信号至冲模接收器,冲模接收器收到冲模信号后反馈给plc面板,plc面板控制液压缸工作,从而控制上冲模向下冲压进行压片,压片完成后上冲模复位。然后
plc面板控制中模继续向右侧移动,直至激光发射器发射信号至出料接收器,出料接收器接收到出料信号并反馈给plc面板,plc面板控制气缸工作,从而控制下冲模向上移动进行脱模,片剂从模孔中脱出。然后plc面板控制中模向左侧移动重新进行导料,此时在挡料板作用下片剂全部进入收料箱中,下冲模复位之使用前状态,进行循环工作。
27.最后应说明的是:本实用新型方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1