一种电子设备用具有反向折叠加工的弹片生产设备的制作方法
1.本发明涉及电子设备技术领域,具体为一种电子设备用具有反向折叠加工的弹片生产设备。
背景技术:
2.依材料之特性应用于不同环境之作动机构,弹簧片广泛用于各类接触装置中,而用的最多的是形状最简单的直悬臂式片弹簧,接触片的电阻必须小,因此用青铜制造,测量用片弹簧的作用是转变力或者位移,如果固定结构和承载方式能保证弹簧的工作长度不变,则片弹簧的刚度在小变形范围是恒定的,必要时也可以得到非线性特征,例如将弹簧压落在限位板或调整螺钉上,改变其工作长度即可,弹片的特点是,只在一个方向——最小刚度平面上容易弯曲,而在另一个方向上具有大的拉伸刚度及弯曲刚度,因此,片弹簧很适宜用来做检测仪表或自动装置中的敏感元件、弹性支承、定位装置、挠性连接等。
3.弹片在加工成型的时候大多需要进行弯曲加工,而普通弹片的加工方法是将弹片进行左右反复折叠达到需要自己需要造型结构,而对一些特殊结构的弹片普通的加工设备达不到所需要的生产效果,因此,我们提供了一种电子设备用具有反向折叠加工的弹片生产设备。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种电子设备用具有反向折叠加工的弹片生产设备,解决了上述背景技术中提出的弹片在加工成型的时候大多需要进行弯曲加工,而普通弹片的加工方法是将弹片进行左右反复折叠达到需要自己需要造型结构,而对一些特殊结构的弹片普通的加工设备达不到所需要的生产效果等问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种电子设备用具有反向折叠加工的弹片生产设备,包括底部机箱,所述底部机箱的左侧上方表面设置有第一传输机构,且第一传输机构的右侧表面安装有冲型机箱,所述冲型机箱的内腔水平设置有第一导流槽,且冲型机箱的上方表面设置有冲型机构,所述冲型机箱的内腔下方设置有冲型孔,且冲型孔下方设置有水平横向第二导流槽,所述第二导流槽的底部安装有第二传输机构,且第二导流槽的右侧端部设置有操作台,所述操作台的两侧对称设置有折叠板,且操作台的右侧上方安装有压弯块,所述压弯块的顶部连接有第一支杆,且压弯块的垂直线下方设置有导向块,所述第一支杆的顶部连接有开合机构,且导向块的底部中心线设置有第二支杆,所述底部机箱的右侧内腔设置有第二步进电机,且第二步进电机的右侧输出端上安装有同步带,所述同步带的上方连接有伸缩杆,且伸缩杆的左侧端部设置有电动夹板,所述电动夹板的下方底部机箱的两侧对称设置有滑坡。
6.优选的,所述第一传输机构的底部与底部机箱的表面之间安装有第一控制电机,且第一控制电机的通过线路与传输轮的两端相连接,所述传输轮以两个上下为一组呈两组设置于第一传输机构的内部中,且传输轮上下结构之间的间距与弹片的厚度相一致。
7.优选的,所述冲型机箱和第一导流槽之间为一体化结构,且第一导流槽的出入口与传输轮之间的间距在同一水平线上,所述第一导流槽的出入口与弹片的尺寸相一致。
8.优选的,所述冲型机构包括第一步进电机、第一同步齿轮、第一从动齿轮、齿条杆和冲型板,且第一步进电机的输出端上安装有第一同步齿轮,所述第一同步齿轮的左侧连接有第一从动齿轮,且第一从动齿轮的左侧齿槽连接有齿条杆,所述齿条杆的杆体底部连接于冲型板的表面。
9.优选的,所述齿条杆呈镜像设置于第一同步齿轮的两侧,且左侧齿条杆则通过第一从动齿轮与第一同步齿轮相连接,右侧的齿条杆直接与第一同步齿轮之间为齿槽啮合连接,且齿条杆呈水平线垂直穿过冲型机箱的底部与冲型板之间为焊接螺栓固定连接,所述冲型板通过齿条杆和第一同步齿轮与第一步进电机之间构成可垂直上下运动。
10.优选的,所述第二传输机构包括第二控制电机、曲柄、偏心轴、摆杆、推送块和弹簧,且第二控制电机的输出端上安装有曲柄,所述第二控制电机的左上角设置有偏心轴,且偏心轴的杆体上倾斜安装有摆杆,所述摆杆的左侧上端连接有推送块,且推送块的左侧表面设置有弹簧。
11.优选的,所述曲柄的左侧设置有一个圆柱形拨块带动摆杆摆动,且摆杆的杆体下方设置有限位槽偏心轴横穿设置于限位槽中,所述推送块通过第二控制电机和摆杆与弹簧之间构成可往复运作。
12.优选的,所述操作台包括第三控制电机、第二同步齿轮、传送链、第二从动齿轮、支撑板和折叠板、限位滑块、滑槽,且操作台的顶部安装有第三控制电机,所述第三控制电机的输出端上安装有第二同步齿轮,且第二同步齿轮的齿槽啮合连接有传送链,所述传送链的上端连接有第二从动齿轮,且传送链的上方端部安装有支撑板,所述支撑板的两侧与折叠板的内侧表面相连接,且折叠板的一侧设置有限位滑块,所述限位滑块的滑块安装于滑槽的内部。
13.优选的,所述开合机构包括伺服电机、蜗杆、滚珠丝杠、第一连接杆、第二连接杆、弧形导流槽和中心轴,且伺服电机的输出端上安装有蜗杆,所述蜗杆的杆体啮合连接有滚珠丝杠,且滚珠丝杠的表面两侧对称设置有第一连接杆,所述第一连接杆的上方端部连接有第二连接杆,且第二连接杆的底部设置有弧形导流槽,所述第二连接杆的杆体中部设置有中心轴。
14.优选的,所述弧形导流槽设置于第一连接杆和第二连接杆的连接处,且第一连接杆和第二连接杆之间为活动连接,所述弧形导流槽的曲线为第二连接杆旋转的半径,且第二连接杆通过第一连接杆和滚珠丝杠与伺服电机之间构成可旋转结构。
15.本发明提供了一种电子设备用具有反向折叠加工的弹片生产设备,具备以下有益效果:
16.1.本发明通过将压弯块和导向块设置在操作台的左侧,通过压弯块弧形的设置,便于对弹片进行弧形折弯,并且通过导向块上升到弹片弧形弯曲的曲线上时,从而使弹片顺着导向块弯成圆弧状,并且通过将折弯板设置在操作台的两侧,便于对弹片两侧进行九十度折叠,这样就避免大多设备只能左右交错折弯的弊端,从而有利于将弹片加工成型。
17.2.本发明通过将折叠板的内侧与支撑板的两侧相连接,通过第二同步齿轮和第二从动齿轮之间通过传送链相连接,便于第三控制电机带动第二同步齿轮旋转时传送链顺着
第二从动齿轮开始向上移动,这样支撑板便通过传送链带动折叠板同步向上移动,并且通过限位滑块和滑槽的设置,避免折叠板在移动的过程中发生偏移,从而有利于对弹片两侧向上进行九十度折角。
18.3.本发明通过将第一从动齿轮设置在齿条杆和第一同步轮的左侧,通过第一从动齿轮的设置,便于起到一个调节的作用,避免齿条杆同时与第一同步齿轮之间啮合连接时一个向上一个向下造成卡顿现象,从而有利于冲压板在冲型机箱的内部中平稳运行。
19.4.本发明通过将第二传输机构设置在第二导流槽的下方,通过将推送块设置在第二导流槽的左侧,从而在第二控制电机驱动曲柄旋转时与摆杆相连接,从而使摆杆以偏心轴为圆心进行摆动,并且通过弹簧的设置,避免推送块在跟随摆杆在第二导流槽中从左往右移动时,在曲柄与摆杆分离时无法复位,便于推送块在第二导流槽中进行复位,从而有利于对弹片起到间隙往复运作。
20.5.本发明通过将开合机构与第一支杆和第二支杆相连接,通过开合机构内部的蜗杆和滚珠丝杠的设置,便于第一连接杆在跟随滚珠丝杠移动时对第二连接杆产生一个推理,同时在第二连接杆的中部设置有中心轴,这样便使第二连接杆以中心轴为轴心顺着弧形导流槽开始旋转,便于第一支杆和第二支杆带动压弯块和导向块向内收缩,从而有利于对弹片的右侧端部进行弯曲。
附图说明
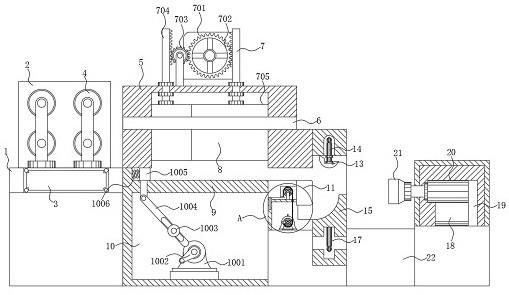
21.图1为本发明一种电子设备用具有反向折叠加工的弹片生产设备正面顺时针旋转九十度内部结构示意图;
22.图2为本发明一种电子设备用具有反向折叠加工的弹片生产设备冲型机箱剖面结构示意图;
23.图3为本发明一种电子设备用具有反向折叠加工的弹片生产设备图1的a处放大结构示意图;
24.图4为本发明一种电子设备用具有反向折叠加工的弹片生产设备操作台与折叠板结构示意图;
25.图5为本发明一种电子设备用具有反向折叠加工的弹片生产设备开合机构结构示意图;
26.图6为本发明一种电子设备用具有反向折叠加工的弹片生产设备弹簧立体结构示意图。
27.图中:1、底部机箱;2、第一传输机构;3、第一控制电机;4、传输轮;5、冲型机箱;6、第一导流槽;7、冲型机构;701、第一步进电机;702、第一同步齿轮;703、第一从动齿轮;704、齿条杆;705、冲型板;8、冲型孔;9、第二导流槽;10、第二传输机构;1001、第二控制电机;1002、曲柄;1003、偏心轴;1004、摆杆;1005、推送块;1006、弹簧;11、操作台;1101、第三控制电机;1102、第二同步齿轮;1103、传送链;1104、第二从动齿轮;1105、支撑板;12、折叠板;1201、限位滑块;1202、滑槽;13、压弯块;14、第一支杆;15、导向块;16、开合机构;1601、伺服电机;1602、蜗杆;1603、滚珠丝杠;1604、第一连接杆;1605、第二连接杆;1606、弧形导流槽;1607、中心轴;17、第二支杆;18、第二步进电机;19、同步带;20、伸缩杆;21、电动夹板;22、滑坡。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
29.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
30.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
31.请参阅图1至图6,本发明提供一种技术方案:一种电子设备用具有反向折叠加工的弹片生产设备,包括底部机箱1,底部机箱1的左侧上方表面设置有第一传输机构2,第一传输机构2的底部与底部机箱1的表面之间安装有第一控制电机3,且第一控制电机3的通过线路与传输轮4的两端相连接,传输轮4以两个上下为一组呈两组设置于第一传输机构2的内部中,且传输轮4上下结构之间的间距与弹片的厚度相一致,这样设置的作用是通过第一控制电机3操控传输轮4开始旋转,从而便于带动弹片进行水平传递。
32.且第一传输机构2的右侧表面安装有冲型机箱5,冲型机箱5的内腔水平设置有第一导流槽6,冲型机箱5和第一导流槽6之间为一体化结构,且第一导流槽6的出入口与传输轮4之间的间距在同一水平线上,第一导流槽6的出入口与弹片的尺寸相一致,这样设置的作用是通过将第一导流槽6,与传输轮4在通一水平线设置,便于弹片在移出传输轮4时能与第一导流槽6进行对接,从而进入到冲型机箱5的内腔中,并且通过将第一导流槽6的尺寸设置于弹片的尺寸相符合,从而便于对弹片起到限位的作用。
33.且冲型机箱5的上方表面设置有冲型机构7,且第一步进电机701的输出端上安装有第一同步齿轮702,第一同步齿轮702的左侧连接有第一从动齿轮703,且第一从动齿轮703的左侧齿槽连接有齿条杆704,齿条杆704的杆体底部连接于冲型板705的表面,齿条杆704呈镜像设置于第一同步齿轮702的两侧,且左侧齿条杆704则通过第一从动齿轮703与第一同步齿轮702相连接,右侧的齿条杆704直接与第一同步齿轮702之间为齿槽啮合连接,且齿条杆704呈水平线垂直穿过冲型机箱5的底部与冲型板705之间为焊接螺栓固定连接,冲型板705通过齿条杆704和第一同步齿轮702与第一步进电机701之间构成可垂直上下运动,这样设置的作用是通过将冲型板705设置成弹片展开的平面结构,从而第一步进电机701带动第一同步齿轮702旋转时通过齿槽之间的啮合连接,时齿条杆704开始垂直上下运动,并且通过冲型孔8和冲型板705相符合的设置,从而便于在一块完成的弹片上冲出所需要弹片的平面造型。
34.冲型机箱5的内腔下方设置有冲型孔8,且冲型孔8下方设置有水平横向第二导流槽9,第二导流槽9的底部安装有第二传输机构10,且第二控制电机1001的输出端上安装有曲柄1002,第二控制电机1001的左上角设置有偏心轴1003,且偏心轴1003的杆体上倾斜安
装有摆杆1004,摆杆1004的左侧上端连接有推送块1005,且推送块1005的左侧表面设置有弹簧1006,曲柄1002的左侧设置有一个圆柱形拨块带动摆杆1004摆动,且摆杆1004的杆体下方设置有限位槽偏心轴1003横穿设置于限位槽中,推送块1005通过第二控制电机1001和摆杆1004与弹簧1006之间构成可往复运作,这样设置的作用是通过第二控制电机1001带动曲柄1002旋转时,曲柄1002与摆杆1004的底部开始旋转,这样设置的作用是通过将偏心轴1003横穿摆杆1004的限位槽中,在曲柄1002逆时针旋转时带动摆杆1004以偏心轴1003为中心进行旋转,从而带动推送块1005在第二导流槽9按从左往右进行滑动,并且通过弹簧1006的设置,在曲柄1002与摆杆1004分离时将推送块1005拉回复位,从而有利于起到一个往复间隙运作。
35.且第二导流槽9的右侧端部设置有操作台11,操作台11的两侧对称设置有折叠板12,且操作台11的顶部安装有第三控制电机1101,第三控制电机1101的输出端上安装有第二同步齿轮1102,且第二同步齿轮1102的齿槽啮合连接有传送链1103,传送链1103的上端连接有第二从动齿轮1104,且传送链1103的上方端部安装有支撑板1105,支撑板1105的两侧与折叠板12的内侧表面相连接,且折叠板12的一侧设置有限位滑块1201,限位滑块1201的滑块安装于滑槽1202的内部,这样设置的作用是通过将折叠板12的内侧与支撑板1105相连接,通过第二同步齿轮1102和第二从动齿轮1104通过传送链1103的啮合连接,从而在第三控制电机1101带动第二同步齿轮1102旋转时传送链1103收到拉升带动支撑板1105向上移动,从而便于折叠板12对弹片两侧进行九十度折弯。
36.且操作台11的右侧上方安装有压弯块13,压弯块13的顶部连接有第一支杆14,且压弯块13的垂直线下方设置有导向块15,第一支杆14的顶部连接有开合机构16,且伺服电机1601的输出端上安装有蜗杆1602,蜗杆1602的杆体啮合连接有滚珠丝杠1603,且滚珠丝杠1603的表面两侧对称设置有第一连接杆1604,第一连接杆1604的上方端部连接有第二连接杆1605,且第二连接杆1605的底部设置有弧形导流槽1606,第二连接杆1605的杆体中部设置有中心轴1607,弧形导流槽1606设置于第一连接杆1604和第二连接杆1605的连接处,且第一连接杆1604和第二连接杆1605之间为活动连接,弧形导流槽1606的曲线为第二连接杆1605旋转的半径,且第二连接杆1605通过第一连接杆1604和滚珠丝杠1603与伺服电机1601之间构成可旋转结构,本发明通过将第二连接杆1605分别与第一支杆14和第二支杆17的端部相连接,并且在第二连接杆1605的中部设置有中心轴1607,从而在伺服电机1601带动蜗杆1602进行旋转时,设置在滚珠丝杠1603上的第一连接杆1604根据滚珠丝杠1603的移动对第二连接杆1605进行推动,从而使第二连接杆1605顺着弧形导流槽1606进行移动,这样便有利于使压弯块13将弹片进行弯曲,并且通过导向块15完成定型。
37.且导向块15的底部中心线设置有第二支杆17,底部机箱1的右侧内腔设置有第二步进电机18,且第二步进电机18的右侧输出端上安装有同步带19,同步带19的上方连接有伸缩杆20,且伸缩杆20的左侧端部设置有电动夹板21,电动夹板21的下方底部机箱1的两侧对称设置有滑坡22。
38.综上所述该一种电子设备用具有反向折叠加工的弹片生产设备,使用时先将弹片所需要的毛坯件放置在第一传输机构2中传输轮4的间距中,随后通过第一控制电机3的动力输出,使传输轮4将毛坯件传递到在同一水平线上冲型机箱5的第一导流槽6的内部中,随后冲型机构7中的冲型板705通过第一步进电机701带动第一同步齿轮702开始顺时针旋转,
从而齿条杆704通过第一从动齿轮703与第一同步齿轮702进行啮合连接,从而开始上下运动,这样冲型板705便对毛坯件进行冲压,将弹片顺着冲型孔8进入到第二导流槽9中,随后通过底部设置的第二传输机构10中的第二控制电机1001开始提供动力输出,这样便使曲柄1002在逆时针旋转的过程中与摆杆1004的底部尽心结果从而已偏心轴1003为圆心进行摆动,这样设置在摆杆1004端部的推送块1005便跟随摆杆1004在第二导流槽9中进行移动,当摆杆1004与曲柄1002分离时,推送块1005便通过弹簧1006的设置带动摆杆1004进行复位,当弹片在第二导流槽9中开始滑动的过程开合机构16便开始通过运作通过内部设置的伺服电机1601带动蜗杆1602进行旋转,这样设置在滚珠丝杠1603上的第一连接杆1604便通过滚珠丝杠1603的移动对第二连接杆1605进行推动,从而使第二连接杆1605以中心轴1607为圆心进行旋转,从而带动第一支杆14和第二支杆17同步移动,这样压弯块13和导向块15便在操作台11的右侧进行收缩,这样弹片经过压弯块13弯曲后通过导向块15进入到操作台11右下角的卡槽中,随后操作台11两侧折叠板12便通过第三控制电机1101带动第二同步齿轮1102进行旋转这样传送链1103便通过第二从动齿轮1104带动支撑板1105向上移动,这样折叠板12便对弹片两侧进行九十度折弯,完成后开合机构16开始复位,随后伸缩杆20将电动夹板21推送至操作台11的左侧,开始对弹片进行夹持将弹片从操作台11中移出,在经过滑坡22的上方时松开,使弹片顺着滑坡22落入到收纳盒中,这样便完成了一种电子设备用具有反向折叠加工的弹片生产设备的生产过程。
39.以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1