轧钢生产线的制作方法
1.本实用新型属于控轧控冷技术领域,具体涉及一种实施降低轧件温度的空冷控制方法的轧钢生产线。
背景技术:
2.轧钢生产线上控轧控冷工艺是提高钢材内部组织性能的一种重要技术手段,而目前控轧主要采用的降温措施为穿水冷却。穿水冷却的设备通常为若干个水冷箱,每个水冷箱有3~4个过钢通道,以适应不同规格的轧件穿行,每个过钢通道又有若干个喷嘴组成,每个喷嘴的水量和水压可以用阀门调节大小和高低,以便将轧件温度降到所需要的温度。该工艺的不足之处:
3.(1)水冷为急速冷却方式,使得轧件芯表温差大,刚出水冷箱时最大温差可达400℃,即使短暂时间回温,进精轧机前仍有90℃以上的温差;
4.(2)水冷喷嘴圆周压力不一,导致轧件表面冷却不均匀,犹如“花脸”;
5.(3)喷嘴内孔易划伤轧件,造成表面质量缺陷;
6.(4)轧件头部易冲撞喷嘴,造成跑钢事故。
技术实现要素:
7.实用新型目的:本实用新型的目的是提供一种轧钢生产线,以解决穿水冷却芯表温差和表面温度不均以及轧件易划伤及冲撞跑钢的问题。
8.技术方案:本实用新型所述的轧钢生产线,包括中轧机组、精轧机组以及步进齿式横移台架,所述步进齿式横移台架设置在中轧机组和精轧机组之间。
9.其中,所述步进齿式横移台架设置至少六个矫直齿板。由于轧件在矫直齿板上的自然空冷温降速度约0.2~0.3℃/s,设置六个矫直齿板能够将空冷时间控制在95~570秒的较大范围内,而步进一步表面温度降低约19~28.5℃,六个矫直齿板最大可以降低114~171℃,且芯表温度不超过40℃,能够满足大部分钢种的降温需求。
10.所述矫直齿板的长度≥中轧机组轧制的轧件长度。保证中轧机组提供的轧件不分段即可放置下去,从而避免因分段影响控冷节奏。
11.该轧钢生产线还包括加热炉,所述加热炉设置于所述中轧机组之前。
12.具体的,采用该轧钢生产线降低轧件温度的空冷控制方法,包括如下步骤:
13.(1)将中轧机组轧制的轧件送入步进齿式横移台架空冷,并依照矫直齿板前移顺序依次放置轧件,每个矫直齿板放置一支轧件;
14.(2)根据精轧机组轧制时间控制矫直齿板上轧件的步进时间,使精轧机组每轧完一支轧件,轧件步进一步;
15.(3)根据矫直齿板上轧件每步进一步轧件的表面降低温度,以及品种钢规定的降温要求,设定移钢小车的取料位置;
16.(4)精轧机组每轧完一支,移钢小车即从取料位置的矫直齿板上取一支轧件送入
精轧机组轧制。
17.其中,所述步骤(1)中,控制加热炉均衡出钢以及中轧机组的轧制节奏,保证精轧机组每轧完一支时,移钢小车能够从取料位置的矫直齿板上取到一支轧件。以防止轧件进入横移台架后,移钢小车在预设矫直齿板位置上取不到轧件。
18.所述步骤(2)中,轧件步进一步的时间为每支轧件在精轧机组中纯轧时间与两个轧件的间隔时间之和。
19.每支轧件在精轧机组中纯轧时间为90
±
2秒,轧件之间间隔时间为5
±
1秒。
20.有益效果:与现有技术相比,该生产线将控轧控冷的工艺流程改进为中轧机组轧制
→
轧件进入横移台架矫直齿板
→
精轧机组每轧完一支,矫直齿板上的轧件则步进一步
→
移钢小车从矫直齿板取料
→
轧件咬入精轧机组轧制;根据品种钢工艺文件规定的降温要求,设定移钢小车取料位置;利用对轧件在矫直齿板上的空冷时间进行控制,使得轧件实现自然空冷至目标温度,从而避免了因穿水冷却所导致的轧件芯表温差大、表面花脸、表面质量缺陷等问题,并且避免了轧件头部冲撞喷嘴造成的跑钢事故。
附图说明
21.图1是本实用新型的轧钢生产线的工艺流程图;
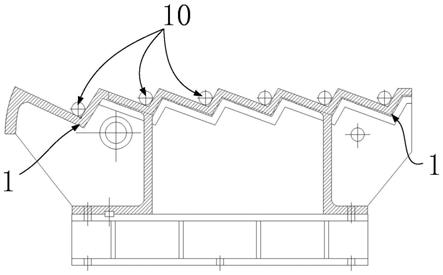
22.图2是本实用新型中应用的步进齿式横移台架的矫直齿板结构示意图。
具体实施方式
23.下面,结合图1、2对本实用新型做进一步详细说明。
24.该轧钢生产线的工艺流程为加热炉加热
→
中轧轧制
→
横移台架空冷
→
精轧轧制,即在精轧机组前布置一座步进齿式横移台架,该步进齿式横移台架用于实现控轧控冷需求。
25.具体的,该步进齿式横移台架的技术要求如下:
26.(1)矫直齿板1长度要求中轧机组提供的轧件10长度不分段就能放置下去;
27.(2)根据需求设置矫直齿板1的数量,而为了提高钢种适应能力,设置六个齿为宜,每个齿内可放置一只轧件10;
28.(3)台架的移钢小车可以从第1~6个齿的任意位置取料。
29.实际生产中,需要调整降温参数包括:加热炉出钢速度、中轧机组轧制节奏、移钢小车取料位置、精轧机组轧制速度。通常,每支轧件10在精轧机组中纯轧时间约90s,轧件之间间隔时间约5s,因此,将步进一步的时间设置为95秒。经测算,轧件在矫直齿上的自然空冷温降速度约0.2~0.3℃/s。当移钢小车从第1个齿取料时,轧件空冷时间约95s,表面温度降低19~28.5℃;取料位置每后移一个齿,表面温度则多降低19~28.5℃。当移钢小车从第6个齿取料时,轧件空冷时间约570s,表面温度可降低114~171℃,此时芯表温差不超过40℃,表面颜色均匀无“花脸”现象。
30.空冷降温控制工艺实施步骤:
31.1、按品种钢工艺文件规定的降温要求,设定移钢小车取料位置;对于不同降温要求的从不同的矫直齿板1上取料。
32.2、控制中轧机组轧制节奏,同时需要加热炉均衡出钢,以防轧件进入横移台架后,
移钢小车在预设矫直齿位置上取不到轧件;
33.3、轧件进入横移台架矫直齿板第一个齿;
34.4、精轧机组每轧完一支,动齿板则步进一步,直到设定的移钢小车取料位置;
35.5、移钢小车取料,移送给精轧机组轧制。
技术特征:
1.一种轧钢生产线,其特征在于,包括中轧机组、精轧机组以及步进齿式横移台架,所述步进齿式横移台架设置在中轧机组和精轧机组之间;所述步进齿式横移台架设置至少六个矫直齿板(1);所述矫直齿板(1)的长度≥中轧机组轧制的轧件(10)长度;还包括加热炉,所述加热炉设置于所述中轧机组之前;所述步进齿式横移台架还包括从所述矫直齿板(1)上取轧件(10)的移钢小车。
技术总结
本实用新型公开了一种轧钢生产线,该生产线将控轧控冷的工艺流程改进为中轧机组轧制
技术研发人员:席波 李佑河 王晓峰 李文祥
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2020.09.16
技术公布日:2021/9/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1