一种激光雕刻机的高精度自动送料装置的制作方法
1.本申请涉及激光雕刻机的领域,尤其是涉及一种激光雕刻机的高精度自动送料装置。
背景技术:
2.目前在眼镜生产加工行业内,为了提高厂家自身产品的辨识度,生产厂家常在眼镜框架上进行文字或者图案的雕刻,从而达到标识效果。目前眼镜框架上的图案或文字的雕刻常通过激光雕刻机实现。
3.目前激光雕刻机包括机台和位于机台上方的雕刻头,机台上设置有多个开孔的孔模,孔模上设置有用于为眼睛框架提供设置空间的模具,眼睛框架设置在模具上,且模具通过穿设在开孔中的插销实现与孔模的固定。在对眼睛框架上进行文字或图案雕刻时,需手动将眼镜框架放置子模具上,待一个眼镜框架完成雕刻后,操作者手动将完成雕刻的眼镜框架从模具上取下并将未进行雕刻的眼镜框架设置在模具上,进行下一眼镜框架的雕刻。
4.针对上述中的相关技术,发明人认为存在有操作者工作量较大的缺陷。
技术实现要素:
5.为了减少操作者的工作量,本申请提供一种激光雕刻机的高精度自动送料装置。
6.本申请提供的一种激光雕刻机的高精度自动送料装置采用如下的技术方案:
7.一种激光雕刻机的高精度自动送料装置,包括用于对需进行激光雕刻的产品提供设置空间的模具、用于将模具传输至对准雕刻头处的传输件和用于将需进行激光雕刻的产品传输至模具上的上料件,所述传输件上开设有安装槽,所述模具嵌入安装槽内,所述上料件内设置有供需进行激光雕刻的产品堆叠的产品槽,所述产品槽贯穿上料件底端,所述上料件设置于传输件和模具上方,所述产品槽底端抵接在上料件开设有安装槽的一面和模具从安装槽露出的一面上,所述上料件开设有安装槽的一面和模具从安装槽露出的一面相平,所述模具上开设有供上料件内的产品落入的模槽。
8.通过采用上述技术方案,上料件底端抵接在传输件和模具上,模具和传输件始终从底端处挡住产品槽,当传输件将模具传输至模槽与产品槽对准时,产品槽内的产品落在模槽内,模槽内的产品阻挡产品槽内的产品的继续移动,随着传输件的传输,模具与上料件解除抵接,待内设有产品的模具在传输件的传输下移动至对准雕刻头处时,雕刻头对产品进行激光雕刻,堆叠有多个产品的产品槽可实现对多个模具的上料,进而使该自动送料装置实现多次送料,减少了操作者的工作量,提高对产品激光雕刻的方便性。
9.优选的,所述传输件包括转盘和底板,所述安装槽开设在转盘上,所述底板设置于转盘远离上料件的一侧处,所述转盘连接有用于驱动转盘转动的转动驱动组件,所述安装槽为通槽,所述模槽为通槽,所述底板上开设有供完成雕刻的产品从模槽移出的出料孔,所述出料孔与安装槽相通。
10.通过采用上述技术方案,底板从底部挡住模槽和安装槽,当模槽内的产品完成激
光雕刻后,模具在转盘的传输下移动至出料孔对准模槽处,此时模槽内的产品即可在重力作用下从出料孔移出,实现产品的自动出料,且在转盘的带动下模槽为空的模具重新移动至对准上料件处,使新的产品落入模具中,进而实现了对多个产品持续性的上料、雕刻和出料,减少了操作者的工作量,提高了对产品进行激光雕刻的方便性。
11.优选的,所述底板底部设置有用于与激光雕刻机机台连接的支撑件,所述转动驱动组件设置于底板下方,所述支撑件环绕转动驱动组件设置。
12.通过采用上述技术方案,支撑件在对底板实现支撑的同时,从周部加强了对转动驱动组件的保护,减少转动驱动组件上的粉尘堆积,提高了转动驱动组件的使用寿命。
13.优选的,所述模具与安装槽滑动连接,所述模具侧部开设有卡槽,所述安装槽内设置有用于与卡槽卡接的弹性卡接组件。
14.通过采用上述技术方案,弹性卡接组件与卡槽的卡接实现了模具在安装槽内的固定,避免在转盘转动的过程种由于模具的误滑动而导致雕刻头对准了错误的位置,降低激光雕刻位置发生错误的概率。
15.优选的,所述弹性卡接组件包括卡块和弹性件,所述卡块用于与卡槽卡接,所述安装槽内侧壁上开设有连接槽,所述卡块与连接槽滑动连接,所述弹性件设置于连接槽内,所述弹性件两端分别于连接槽槽壁和卡块连接,所述卡块一段凸出连接槽,所述卡块凸出连接槽内壁的一端上设有弧形面,所述卡槽与卡块适配。
16.通过采用上述技术方案,当模具嵌入安装槽时,模具推动卡块凸出连接槽的一端移入连接槽,弹性件压缩形变,当模具移动至卡槽与卡块对准时,在弹性件的弹力作用下卡块凸出连接槽并与卡槽卡接,实现对模具滑动的限制,操作者仅移动模具即可实现卡块与卡槽的卡接,进而实现对模具移动的限制,操作方便。
17.优选的,所述转动驱动组件包括转动轴、第一齿轮、第二齿轮和驱动件,所述转动轴用于转动连接于激光雕刻机机台上,所述第一齿轮与转动轴同轴连接,所述驱动件的驱动端与第二齿轮连接,所述驱动件用于驱动第二齿轮转动,所述第一齿轮与第二齿轮啮合,所述转动轴贯穿底板且与底板转动配合,所述转动轴与转盘固定。
18.通过采用上述技术方案,驱动件驱动第二齿轮转动,进而带动第一齿轮和转动轴转动,实现对转盘转动的驱动。通过齿轮传动实现转盘的转动,一方面可实现对转盘转速的减速,另一方面可避免转动轴与驱动件驱动端直接固定连接时,机台上在转动轴长度方向上的空间不足而导致驱动件无法安装,确保转盘可正常转动进而带动产品移动。
19.优选的,所述底板上可拆卸连接有收集盒,所述收集盒设置于对准出料孔处。
20.通过采用上述技术方案,收集盒对完成激光雕刻的产品进行收集,操作者将收集盒从底板上拆下即可实现对所用完成激光雕刻产品的收集,操作方便。
21.优选的,所述上料件连接有用于设置在激光雕刻机机台上的支撑架,所述上料件与支撑架可拆卸连接。
22.通过采用上述技术方案,上料件与支撑架可拆卸连接,则当上料件内的产品耗尽时,操作者可直接将装满产品的另一上料件替换至支撑架上,提高对产品激光雕刻的效率。
23.优选的,所述模具在传输件上沿传输件的传输方向间隔设置有不少于两个。
24.优选的,多个模具的设置,在转动轴转速不变的情况下提高了对产品的激光雕刻效率。
25.综上所述,本申请包括以下至少一种有益技术效果:
26.1.当传输件将模具传输至模槽与产品槽对准时,产品槽内的产品落在模槽内,模槽内的产品阻挡产品槽内的产品的继续移动,随着传输件的传输,模具与上料件解除抵接,待内设有产品的模具栽传输件的传输下移动至对准雕刻头处时,实现了对产品的自动送料,减少了操作者的工作量,提高对产品激光雕刻的方便性;
27.2.操作者仅移动模具即可实现卡块与卡槽的卡接,进而实现对模具移动的限制,操作方便。
附图说明
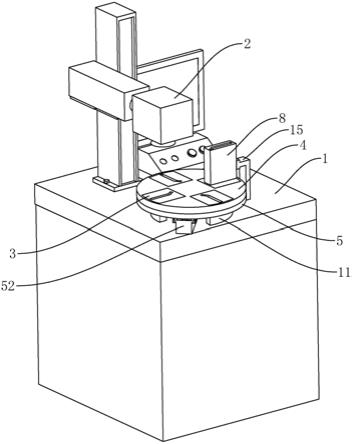
28.图1是本申请实施例的激光雕刻机的高精度自动送料装置的结构示意图。
29.图2是本申请实施例中转盘和模具的爆炸图。
30.图3是本申请实施例中转盘和模具的剖视图。
31.图4是图3中a处的放大图。
32.图5是本申请实施例中转动驱动组件、转盘、底板和收集盒的爆炸图。
33.图6是本申请实施例中支撑架和上料件的爆炸图。
34.附图标记说明:1、机台;11、支撑件;12、转动轴;121、第一齿轮;13、凹槽;14、电机;142、第二齿轮;15、支撑架;151、滑槽;2、雕刻头;3、模具;31、模槽;32、卡槽;4、转盘;41、安装槽;42、第一连接槽;43、第二连接槽;5、底板;51、出料孔;52、收集盒;6、卡块;61、卡接部;62、限位部;7、弹簧;8、上料件;81、产品槽;82、滑块。
具体实施方式
35.以下结合附图1
‑
6对本申请作进一步详细说明。
36.本申请实施例公开一种激光雕刻机的高精度自动送料装置。参照图1,激光雕刻机包括机台1和雕刻头2,雕刻头2通过一支撑杆安装在机台1上,雕刻头2位于机台1上方,激光雕刻机的高精度自动送料装置包括传输件和模具3,传输件包括转盘4和底板5,底板5位于机台1上方且与机台1之间存在间隔,底板5底部设置有用于支撑底板5的支撑件11,支撑件11两端分别于底板5和机台1固定,底板5为水平设置的圆形板体,转盘4转动连接于底板5顶面上,转盘4为圆形板体,模具3设置在转盘4上,转盘4下方设置有于用于驱动转盘4转动的转动驱动组件,支撑件11呈弧形板状,且支撑件11环绕转动驱动组件设置。
37.参照图1和图2,转盘4上开设有安装槽41,安装槽41竖直贯穿转盘4,模具3与安装槽41竖直滑动连接,安装槽41、模具3在转盘4上沿转盘4轴向间隔设置有不少于两个,模具3顶面与转盘4顶面相平,本实施例中安装槽41、模具3数量均为四个,初始状态下一模具3位于雕刻头2的正下方。模具3上开设有供需进行激光雕刻的产品嵌入且与产品形状适配的模槽31,本实施例中需进行激光雕刻的产品为眼镜框架中的镜腿部分,模槽31为通槽,初始状态下雕刻头2的激光发射端对准位于雕刻头2正下方的模具3上的模槽31。
38.参照图3和图4,为了对模具3的滑动进行限制,模具3两侧壁上开设有卡槽32,安装槽41内两侧壁上设置有用于与卡槽32卡接的弹性卡接组件,弹性卡接组件包括卡块6和弹性件,安装槽41侧壁上开设有连接槽,连接槽包括第一连接槽42和第二连接槽43,第一连接槽42开设在安装槽41侧壁上,第二连接槽43开设在转盘4内靠近安装槽41侧壁处,第二连接
槽43与第一连接槽42连通,第一连接槽42、第二连接槽43均为圆柱形槽,第一连接槽42的内径小于第二连接槽43的内径,卡块6包括卡接部61与限位部62,限位部62呈圆盘状,限位部62与第二连接槽43水平滑动连接,卡接部61呈圆柱状,卡接部61固定在限位部62朝向安装槽41的一面上,卡接部61直径小于限位部62直径,卡接部61与第一连接槽42水平滑动连接,且卡接部61一端伸出第一连接槽42并进入安装槽41,卡接部61伸入安装槽41的一端呈球状,卡槽32与卡接部61适配且卡接部61用于嵌入卡槽32内;
39.弹性件包括弹簧7,弹簧7设置于第二连接槽43内,弹簧7两点分别与限位部62与第二连接槽43远离第一连接槽42的内壁固定。
40.参照图5,转动驱动组件包括转动轴12、第一齿轮121、第二齿轮142和驱动件,转动轴12竖直设置,转动轴12转动连接于机台1上,转动轴12贯穿底板5且与转盘4同轴固定,转动轴12与底板5转动配合,第一齿轮121与转动轴12同轴固定,驱动件包括电机14,机台1顶面开设有一凹槽13,电机14固定在凹槽13内,电机14的输出轴与第二齿轮142同轴固定,第二齿轮142与第一齿轮121啮合。
41.参照图1和图5,底板5上开设有出料孔51,出料孔51用于在转盘4转动至一模槽31与出料孔51对准时使完成雕刻的产品从出料孔51移出,底板5下方水平滑动连接有收集盒52,收集盒52通过与固定在底板5下方的滑轨的滑动连接实现与底板5的滑动连接,收集盒52位于出料孔51正下方,支撑件11首尾两端之间存在为收集盒52提供设置空间的让位间隔。
42.参照图1和图6,激光雕刻机的高精度自动送料装置还包括上料件8,上料件8呈矩形块状,上料件8上开设有与需进行雕刻的产品适配的产品槽81,产品槽81为通槽,机台1上固定有支撑架15,上料件8一侧上固定有滑块82,支撑架15顶部朝向雕刻头2的一侧开设有贯穿支撑架15顶部和朝向雕刻头2的一侧的滑槽151,滑块82与滑槽151竖直滑动连接,上料件8底端与转盘4、模具3沿转盘4周向滑动配合,产品槽81随着转盘4的转动与各模具3上的模槽31依次对准且连通,使需进行雕刻的产品从产品槽81落入模槽31,实现对产品的上料。
43.本申请实施例一种激光雕刻机的高精度自动送料装置的实施原理为:对产品进行激光雕刻时,电机14运行驱动转动轴12转动,带动转盘4转动,带动模具3转动,当模具3转动至模槽31与产品槽81对准时,雕刻头2对准另一模具3上的模槽31,电机14暂停运行,产品槽81内的产品落入模槽31中,雕刻头2对其对准的模槽31内的产品进行激光雕刻,激光雕刻结束后,电机14继续运行,带动另一模具3移动至模槽31与产品槽81对准,且使雕刻头2对准另一模具3上的模槽31,从而实现对产品的自动批量送料。
44.随着转盘4的转动,装有完成雕刻的产品的模具3转动至模槽31与出料孔51对准处,完成雕刻的产品在重力作用下从模槽31、出料孔51移出并进入收集盒52,收集盒52集满时,操作者可将收集盒52从底板5上滑下并将新的收集盒52滑动至底板5上。
45.当需要进行激光雕刻的产品有所更换后,操作者需将模具3、上料件8更换为与新产品匹配的模具3、上料件8,操作者先将上料件8从支撑架15上滑出,随后操作者将模具3移出安装槽41,带动卡接部61、限位部62滑动,使卡接部61与卡槽32解除卡接,操作者再将新的模具3嵌入安装槽41,在模具3的推动下卡接部61、限位部62再次滑动,弹簧7压缩,待模具3移动至安装槽41尽头时,卡接部61与卡槽32对准,在弹簧7的弹力作用下卡接部61滑出第一连接槽42并与卡槽32卡接,实现对模具3的限位,操作者再将与新产品匹配的上料件8移
动至支撑架15处,使滑块82对准滑槽151并下移上料件8,时上料件8底端抵接在转盘4或模具3上,完成了对模具3和上料件8的更换。
46.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1